Калібри для контролю гладких циліндричних виробів.
Для контролю гладких циліндричних виробів застосовуються калібри-скоби (контроль валів) і калібри пробки (контроль отворів)
Калібри скоби бувають листовими і штампованими.
Штамповані скоби можуть бути жорсткими (для діаметрів до 325мм) з вмонтованими в них мікрометрами, індикаторами, мініметрами для діаметрів понад 325мм. Листові і штамповані скоби можуть бути односторонніми (прохідна непрохідна частини розташовані з однієї сторони калібра), двосторонні (прохідна непрохідна частини розташовані з протилежних сторін калібра).
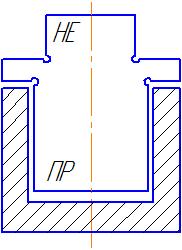
Калібри пробки застосовуються для контролювання отворів діаметром до 100мм, а неповні контролювання отворів діаметром понад 100мм до 250мм. Щоб перевірити придатність деталі потрібно мати два граничні калібра – прохідний (ПР) і непрохідний (НЕ) (або один калібр з відповідними сторонами).
Якщо через контрольовану деталь (розмір) прохідний калібр проходить, а непрохідний не проходить, то деталь (розмір) вважається придатною, і це означає, що дійсний розмір деталі знаходиться в межах допуску.
При контролі деталей граничними калібрами, їх розподіляють на придатні і браковані.
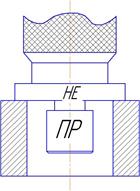
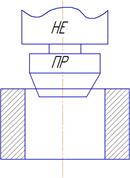
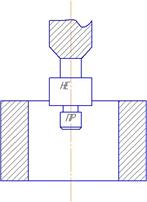
а) б) в)
Рисунок 2.20 – Схема контролю отвору калібрами пробками. а) отвір придатний; б) отвір непридатний, брак поправи мий; в)отвір непридатний, брак непоправимий.
Мають місце калібри для контролю довжин, висот, уступів тощо(рис.2.21).
а) б)
Рисунок 2.21 – Контроль висоти уступа і глибини. а) контроль висоти усступа уступоміром; б) контроль глибини отвору глибиноміром.
Дата добавления: 2016-07-22; просмотров: 2462;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- III. Порошки для стирки и мытья
- III. ТИТАН – МАТЕРИАЛ ДЛЯ СОВРЕМЕННОЙ СТОМАТОЛОГИИ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
