Важільно-механічні та важільно- зубчасті прилади
1) Прилади з зубчастою передачею (індикатор годинникового типу: побудова, використання, індикаторній нутромір).
2) Важільно-зубчасті прилади (важільній мікрометр, важільна скоба).
3) Важільні прилади.
Прилади з зубчастою передачею (індикатор годинникового типу: побудова, використання, індикаторний нутромір). До групи важільно-механічних приладів, належать прилади різної точності з ціною поділок від 0,01 до 0,001 мм. Ці прилади побудовані на принципі перетворення малих переміщень вимірювального стрижня в збільшені в сотні разів переміщення стрілки шкалою за допомогою зубчастих, важільно-зубчастих та інших механізмів.
Важільно-механічні прилади можна поділити на кілька груп:
- Прилади з зубчасті передачі (індикатор годинникового типу);
- Важільно-зубчасті прилади (важільній мікрометр, важільна скоба, важільно-зубчасті індикатор, мікронній індикатор та ін.);
- Власне важільні прилади (мініметр).
Розглянемо Основні важільно-механічні прилади, що застосовуються на машинобудівних заводах і ремонтних підприємствах.
Індикатор годинникового типу є важільно-механічнім приладом з зубчастою передачею. Він широко застосовується в різних приладах, а також разом з штативами и стойками при вимірюванні розмірів, овальності, конусності, биття, неспіввісності та різних похибок форми і розміщення поверхонь деталей Як абсолютні, так и відноснім методом.
Індикатори годинникового типу випускають з ціною поділки 0,01 и 0,002мм та межами вимірювань 0 ... 5, 0 ... 10 і малогабаритні 0 ... 2 мм. У схемі індикатора (рис.2.18) при переміщенні вимірювального стрижня на 1мм зубчасте колесо (Z 1 = 16) з стрілкою сертифіката обертів, що знаходиться на його осі, робить один оберт, оскільки 10мм/(0,625 · 16) = 1 мм.
Індикатор годинникового типу має два циферблати: великий, що служить для відліку сотих часток міліметра, и малий - для відліку цілих міліметрів.
При інтервалі вімірювання 0 ... 10 мм мала шкала поділена на десять частин; при інтервалі 0 ... 5 мм шкала має форму півкола и поділена на п'ять частин, Що забезпечує малій шкалі ціну поділки 1 мм.
Підставкою ІН є трубка 5, наділена теплоізоляційною ручкою 9. У верхній частині трубка має прієднуючий отвір із затискачем 7, в якому закріплюється вимірювальна головка ІН 8. У нижній частині трубки розташована головка нутроміра, яки складається з корпусу 3, центруючого містка 2 і вимірювальних стрижнів: змінного жорсткого 4 и рухомого 1. Рух стрижня 1 передається стрижень ІН штоком 6. Центруючий місток 2 забезпечує центрування нутроміра з діаметром вимірюваної деталі.
Для установки ІГТ на нуль застосовують блок кінцевих мір довжини (БКМД), розмір якого дорівнює номінальному. Кінцеві міри довжини є сталево загартованими пластинами з високоточною плоско паралельною вимірювальною поверхнею, що має малу шорсткість. Використовуються кінцеві мірі довжини (КМД) для налагодження вимірювальних засобів та перевірки їх точності.
Можуть мати мікронні та міліметрові набори. Мікронні набори можуть бути додатні (+) та від'ємні (-).
+ 1,001 .......... 1,009 мм;
- 0,991 .......... 0,999 мм.
- Існує 5 класів точності кінцевих мір довжини (1 - 5) і 7 ступенів точності 00, 0, 1, 2, 3, 4, 5.
- 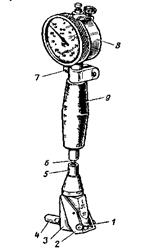
Рисунок 2.18 - Індикаторній нутромір:
1 - Рухомий стрижень, 2 - центруючий місток, 3 - корпус вимірювальної головки, 4 - змінній жорсткій Стрижень (вставка), 5 - трубка, 6 - шток, 7 - затискач, 8 - індикатор годинникового типу, 9 - теплоізоляційна трубка
Налагодження ІН за допомогою блоку кінцевих мір (БКМ). Блок кінцевих мір відповідного розміру притирають до двох боковичків. Потім ІН вміщують між боковичкамі таким чином, щоб вимірювальній стрижень (1) та вставка (4) торкався поверхні боковичків. Коливаючи прилад в площині осьового перерізу, знаходять граничну точку руху стрілки індикатора І, обертаючі циферблат, суміщають нульовий штрих шкали зі стрілкою. Після цього один раз перевіряють вірність налагодження ІН на нуль.
Зубчасті колесо Z 2 = 100 знаходиться на одній осі з зубчастим колесом Z 1 = 16. При переміщенні вимірювального стрижня на 1 мм Це колесо робить 1/10 оберту, тобто переміщується на 10 зубів, а зубчасте колесо Z 1 = 10 зчеплене з колесом Z 2 = 100 з великою стрілкою, закріпленою на осі колеса Z 3= 10, и робить один оберт. Велика шкала циферблата має 100 поділок, що забезпечує ціну поділок 0,01 мм, отже, один оберт стрілки відповідає переміщенню вимірювального стержня на 1 мм (мала стрілка при цьому перемістіться на одну поділку циферблату). Похибки вімірювання індикаторів годинникового типу становляться від +2 до ± 10 мкм.
Важільно-зубчасті прилади (важільній мікрометр, важільна скоба). Прилади з важільно-зубчасті передачею мають Багато різновидів, конструкції якіх побудовані на сполученні важільних и зубчасті передач.
Важільно-зубчасті вимірювальна головка застосовується замість індикатора годинникового типу при більш точних вимірювальних операціях. Ціна поділок 0,001 и 0,002 мм, а границі вімірювання - відповідно ± 0,05 и ± 0,1 мм.
Важільні мікрометрі МВ1 и МВ (ГОСТ 4381 - 87) застосовують для вимірювання зовнішніх розмірів деталей 5-го и 6-го квалітетів точності. Ціна поділок мікрометра МВ1 від 0,002 до 0,01мм, межі вімірювання 50 ... 75 и 1800 ... 2000мм для мікрометрів МВ1 і 0 ... 25, 25 ... 50 мм - для мікрометрів МВ. Мікрометри МВ, крім мікрометричної головки, мають важільно-відліковій пристрій з ціною поділки шкали 0,002 мм. Мікрометри МВ1 з верхнею межею вімірювання понад 150 мм мають пересувні або змінні п'ятки и вмонтовані в скобі важільно чутливий або індикаторній відліковій пристрій
Важільні мікрометри використовують як для відносних, так і для абсолютних вимірювань. При вимірюваннях великої кількості деталей важільнім мікрометром користуються як скобою. У цьому разі Прилад встановлюються на нуль (відповідно до номінального розміру деталі) або по шкалі мікрометричної головки, або за кінцевими мірами. Перед роботою потрібно перевірити, як и у випадку з гладким мікрометром, чи правильно встановлено на нуль.
Важільна скоба (ГОСТ 11098 - 75) - це прилад з важільно-зубчастою передачею, призначений для вимірювань зовнішніх діаметрів 5-го и 6-го квалітетів точності відноснім методом. Важільні скоби з межами вімірювання 0 ... 1000 мм оснащені відліковім пристроєм з ціною поділок 0,002 и 0,010 мм.
Важільна скоба застосовується для вімірювання зовнішніх розмірів виробів відносним (непрямий метод).
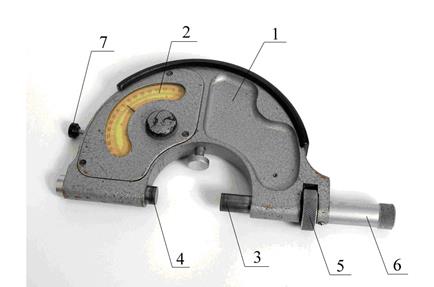
Рисунок 2.19 - Важільна скоба: 1 - безпосередню скоба, 2 – важільно-зубчастий механізм, 3 - регульована вимірювальна п'ятка, 4 - нерухома вимірювальна п'ятка, 5 - регулююча гайка, 6 - стопорне втулка, 7 - відводок.
Налагодження скоби на нуль. Налагодження скоби на нуль виконують за допомог БКМД, розмір якого розраховують за формулою:
 (2.16)
(2.16)
де d - Номінальній діаметр, мм;
es, ei - відповідно верхнє та Нижнє граничні відхілення, мм.
Між рухомою (3) та нерухомою (4) вимірювальними п'ятками встановлюємо БКМД. Повертаючи регулюючу гайку (5) досягаємо, щоб стрілка важільно-зубчасті механізму зупинилась на позначці 0. Стопором 6 фіксуємо Розмір. Знімаємо БКМД і починаємо вімірювання.
Скоби з відліковім пристроєм виготовляють двох типів:
ICB - важільні з вмонтованім у корпус відліковім пристроєм (рис 8.10); (Л - індикаторні, оснащені вимірювальними головками). Наведемо приклад умовного позначені важільної Скоби з діапазоном вімірювання 25 ... 50 мм: скоба СВ 50 (ГОСТ 11098 - 75) та індикаторної скоби з діапазоном вімірювання 0 ... 50 мм: скоба CI 50 (ГОСТ 11098 - 75).
Допуск співвісності вимірювальних п'яток скоб типу СВ з діапазоном вімірювання 0 ... 50 мм не повинний перевищувати 0,05 мм.
Мініметр є приладом з важільною передачею, який застосовується для контролю точних (6-го квалітету и Вище) деталей і калібрів відносним методом.
Стрілки мініметра встановлюються у нульове положення по блоку кінцевих мір розміром, що дорівнює номінальному розміру деталі
Дата добавления: 2016-07-22; просмотров: 3982;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
