Основные отклонения и поля допусков резьбы.
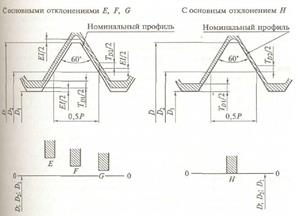
Для образования посадок с зазором резьбовых соединений ГОСТ 16093-81 предусматривает для наружной резьбы пять основных отклонений, которые условно обозначаются строчными буквами латинского алфавита d, е, f, g, h, для внутренней резьбы четыре основных отклонений, которые условно обозначаются прописными буквами латинского алфавита Е, F, G, Н.
Основные отклонения отсчитывают от номинального профиля резьбы «в тело» в направлении, перпендикулярном оси резьбы. Это значит, что основным отклонением для наружной резьбы является верхнее отклонение es, для внутренней резьбы - нижнее отклонение EI. Установленная величина основного отклонения соблюдается единой по всему периметру профиля, распространяясь и на диаметры d, и D (рис. 1.53).
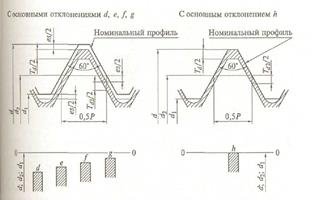 Рис. 1.53 Расположение полей допусков и основных
для наружной резьбы
Рис. 1.53 Расположение полей допусков и основных
для наружной резьбы
|  отклонений в посадках с зазором
для внутренней резьбы
отклонений в посадках с зазором
для внутренней резьбы
|
Допуск и основное отклонение образуют поле допуска диаметра резьбы, поэтому его условное обозначение состоит из цифры - принятой степени точности и буквы - условного обозначения основного отклонения, например 6е, 5H, что отличает поля допусков диаметров резьбы от полей допусков размеров гладких соединений.
Для резьбовых деталей с разной точностью по диаметрам в обозначении резьбы сначала указывают поле допуска для среднего диаметра d2 (D2), затем для наружной резьбы (болта) - поле допуска наружного диаметра d и для внутренней резьбы (гайки) - поле допуска внутреннего диаметра D1 например 5g6g, 4H5H,
Табл. 1.6. Рекомендуемые поля допусков наружной и внутренней резьбы:
| Класс точности | Длина свинчивания | Поле допуска | |
| наружной резьбы | внутренней резьбы | ||
| Точный | S | (3h4h) | 4H |
| N | 4g, 4h | 4H5H | |
| L | (5h4h) | 6H | |
| Средний | S | 5g6g, 5h6h | (5G), 5H |
| N | 6d, 6l, 6f, 6g, 6h | 6G, 6H | |
| L | (7l6l), 7g6g (7h6h) | (7G), 7H | |
| Грубый | N | 8g, (8h) | 7G, 7H |
| L | (9g8g) | (8G), 8H |
Поля допусков наружной и внутренней резьбы, указанные в табл. 1.6., являются ограничительными для всей совокупности полей допусков, которые могут быть получены различным сочетанием степеней точности и основных отклонений. Поля допусков, не указанные в табл. 1.6, являются специальными, и их применение допускается в технически и экономически обоснованных случаях
Поля допусков точного класса рекомендуется применять для ответственных резьб, где требуются малые колебания зазоров в посадках; поля допусков среднего класса - в резьбах общего назначения и грубого класса при получении резьб на горячекатаных заготовках, в длинных глухих отверстиях и т.д.
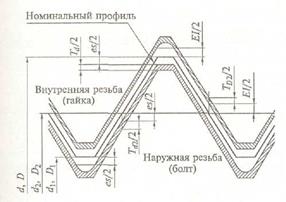 Рис. 1.54 Расположение полей допусков резьбового соединения в посадках с зазором
Рис. 1.54 Расположение полей допусков резьбового соединения в посадках с зазором
|
Поля допусков резьбовых деталей с основными отклонениями Н, h образуют посадку с наименьшим зазором, равным нулю. Полядопусков резьбовых деталей с основным отклонением Н для внутренней резьбы и с основными отклонениями g,f, e, d для наружной резьбы, а также G, E, F cосновными отклонениями h,g,f,e, d образуют посадки с гарантированным зазором.
Схемы расположения полей допусков диаметров наружнойвнутренней резьбы, а также резьбового соединения в посадках с зазором представлены на рис. 1.53 - 1.54.
Дата добавления: 2020-10-14; просмотров: 888;
Поиск по сайту
Узнать еще
- ОСНОВНЫЕ ТИПЫ И СВОЙСТВА НАПОЛЬНЫХ И БОРТОВЫХ СИСТЕМ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ
- Aвтоматическое гашение поля (АГП)
- F31 Биполярное аффективное расстройство
- II. Основные положения
- II. Основные характеристики микроскопа.
- II. Отклонения расположения поверхностей
- II. Языкознание и его основные разделы.
- III. Основные направления развития воспитания

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
