Расчет межоперационных размеров.
На основе расчета промежуточных припусков определяют предельные (операционные) размеры заготовки по всем технологическим переходам.
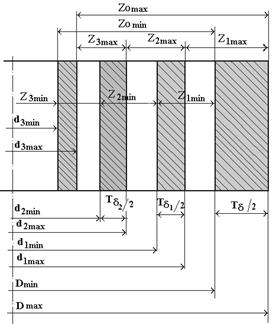
При построении схемы исходными являются заданные чертежом предельные размеры d3,minи d3,max готовой детали, которые получают на последней операции обработки поверхности
К наименьшему предельному размеру готовой детали прибавляем минимальный припуск на операцию тонкого точения Z3,min и получаем наименьший предельный размер заготовки после чистового точенияd2,min.
|
| Рисунок 6.3 Графическая схема расположения припусков и допусков |
Для получения наименьшего предельного размера d1,min заготовки после чернового точения к размеру d2,min прибавляем минимальный припуск Z2,min на чистовое обтачивание.
Наименьший предельный размерDmin исходной заготовки получается прибавлением к размеру d1,min минимального припуска на черновое точениеZ1,min.
Наибольшие предельные размеры d1,max, d2,max, Dmax заготовки по технологическим переходам получаются прибавлением к соответствующим наименьшим предельным размерам технологических допусков
 ,
,  и
и  .
.
Из приведенной схемы легко получить минимальный общий припуск на обработку Z0,min суммированием промежуточных минимальных припусков по всему технологическому маршруту, и максимальный общий припускZ0,max .
Из схемы видно, что промежуточный максимальный припуск для выполнения какого-либо перехода равен разности между наибольшими предельными размерами заготовки на предшествующем и выполняемом переходах.
Рассмотренная схема расположения припусков и допусков характерна для тех случаев, когда обработку производят на предварительно настроенных станках, и припуск снимают за один ход
Необходимые для расчета промежуточных размеров заготовки допуски на выполнение технологических переходов принимают по нормативам средней экономической точности.
Полученные наименьшие предельные размеры заготовки по технологическим переходам необходимо округлять до расчетного (принятого) размера.
Округление производят в сторону увеличения для наружных и в сторону уменьшения для внутренних поверхностей. Его следует выполнять до того же знака десятичной дроби, с каким дан допуск на размер для каждого перехода.
Рассмотренный расчетно-аналитический метод определения припусков и межоперационных размеров заготовки применяется в массовом и серийном производствах. Во всех случаях метод дает значительный эффект в части экономии металла и снижения трудоемкости и себестоимости обработки.
Дата добавления: 2020-07-18; просмотров: 814;
Поиск по сайту
Узнать еще
- E) Расчет структурных составляющих очага деформации с одним нейтральным сечением
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- IV. РАСЧЕТ РЕКТИФИКАЦИОННЫХ КОЛОНН
- V. ПРИМЕР РАСЧЕТА ФИЛЬТРА ВЫСОКИХ ЧАСТОТ ЧЕБЫШЕВА
- А) Расчет электрической цепи методом свертывания
- А. Расчет на устойчивость
- АВТОМАТИЗАЦИЯ МЕЖБАНКОВСКИХ РАСЧЕТОВ
- Автоматизация расчета и построения базовых конструкций одежды

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
