Методы металлографии
6.1 Методы подготовки образцов
Одним из методов контроля качества металла и металлопродукции является металлографический метод. От правильного проведения металлографического анализа структуры при разработке новых сплавов и контроле готовой металлопродукции зависят качество и надежность машин и механизмов.
Металлические изделия не всегда имеют однородную структуру. Чтобы получить правильное представление о структуре контролируемого изделия, необходимо правильно выбрать место вырезки образца.
Проба - часть металлопродукции, отобранная для изготовления образцов. Затем из пробы вырезают заготовку или темплет.
Заготовка - это часть пробы, обработанная или необработанная механически, которая подвергается в случае необходимости термической обработке и предназначается для изготовления образцов.
Образец - это часть заготовки определенного размера подготовленная для испытаний.
Для шлифования и полирования металла в качестве абразивного материала применяют специальные пасты. Используется два способа шлифования образцов ручной и механический.
Микроструктуру сплавов изучают на подготовленных шлифах с использованием специализированных металлографических микроскопов при различных увеличениях. Для выявления микроструктуры сплавов применяют различные методы:
- химическое травление;
- электролитическое травление;
- магнитный метод;
- тепловое травление, используются расплавы солей;
- катодное травление, используется плазма тлеющего разряда.
Таким образом, методов подготовки металлов и сплавов к металлографическому анализу разработано достаточно много и операция подготовки объектов для анализа является наиболее ответственной и трудоёмкой, от качества подготовки шлифов зависит достоверность и надёжность металлографического анализа и интерпретация полученных результатов.
6.2 Металлографические микроскопы
Микроскоп - это оптический прибор для наблюдения объектов при различных светооптических увеличениях. Увеличение изображения объекта в микроскопе происходит в две ступени: первое увеличение даёт объектив, второе – окуляр. Объектив и окуляр представляют сложные оптические системы и состоят из нескольких линз.
Любая оптическая система имеет определённые несовершенства, которые называются аберрациями и приводят к искажению изображения - это сферическая и хроматическая аберрации, рисунок 6.1.
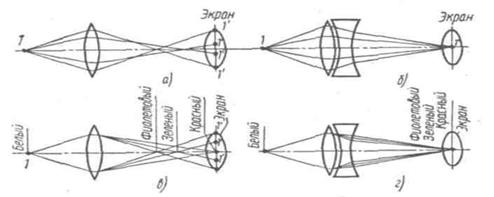
Рисунок 6.1. Аберрации оптической системы:
а, б – сферическая; в, г - хроматическая
Сферическая аберрация приводит к тому, что рассматриваемая точка изображается не резко. Это явление возникает из-за того, что угол преломления лучей, попадающих на край линзы, больше, чем лучей, проходящих ближе к центру линзы. В результате, прошедшие через линзу лучи пересекаются не в одной точке, а образуют в плоскости круг небольшого диаметра. Уменьшают сферическую аберрацию изменением геометрии поверхности линзы.
Хроматическая аберрация приводит к несовпадению изображений, созданных лучами различной длины волны. Этот дефект возникает в результате дисперсии (разложени) света при прохождении через линзу. При хроматической аберрации изображение, создаваемое зелёными лучами, не совпадает с изображениями, создаваемыми красными и синими лучами. В результате контуры изображения не имеют чёткой границы.
Если хроматическая аберрация исправлена так, что изображение двух цветов спектра сведены в одну плоскость, то линза называется ахроматической. Если в одну плоскость приведены изображения трёх основных цветов, то такая линза называется апохроматической.
Размеры линз объектива и окуляра ограничены, поэтому через них может пройти только часть световых волн, отраженных объектом А. Рисунок 6.2
Если соединить точку А с точками В и С линзы, то получим конус, ограничивающий световой поток, который проходит через линзу и образует изображение. Половина угла Um, лежащего при вершине этого конуса, называется апертурным углом.
Световой поток, который попадает на поверхность линзы от объекта пропорционален синусу апертурного угла Um.
Произведение:
n·sinUm, (6.1)
где n -показатель преломления среды называется числовой апертурой объектива.

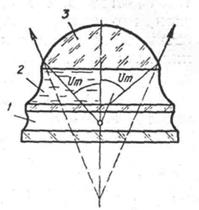
Рисунок 6.2 Апертурный угол Рисунок 6.3. Увеличение
разрешающей способности
микроскопа с помощью
иммерсии: 1 – объектив;
2 – иммерсионная жидкость;
3 – фронтальная линза
Под разрешающей способностью прибора понимают наименьшее расстояние между двумя точками, при котором они видны раздельно. Разрешающая способность микроскопа δ зависит от апертуры объектива «А» и длины световой волны λ
Разрешающая способность микроскопа ограничена, но её можно повысить, увеличив апертуру объектива или уменьшив длину волны света. Интервал увеличений, при котором две разрешаемые точки отчетливо воспринимаются глазом, называется полезным увеличением микроскопа.
Полезное увеличение равно 50-100 нм. При увеличении меньше 50 нм разрешающая способность глаза меньше, чем у микроскопа, и поэтому нельзя рассматривать тонкости структуры. Увеличение больше 100 нм не даст эффекта, так как возможности оптики уже полностью реализованы.
Одним способов увеличения разрешающей способности микроскопа является увеличение апертуры объектива. Для этого пространство между объектом и фронтальной линзой объектива заполняют иммерсионной жидкостью (кедровое масло глицерин и др.). Показатель преломления этой жидкости больше единицы и поэтому в объектив попадают лучи, составляющие с осью объектива больший угол, что увеличивает изображение объекта, рисунок 6.3
В практике металлографии используется большое количество приборов, как отечественного, так и зарубежного производства, имеющих определённые особенности, но устройство и принцип действия микроскопов не имеет существенных отличий.
Наиболее широкое применение нашли металлографические микроскопы: МИМ-7, МИМ-8, МИМ-8М, ММР-2, ММР-4, МИМ-9, МИМ-10, МИМ-14; бинокулярные стериоскопические микроскопы МБС-2, МБС-4 и другие модели оптических микроскопов. Из зарубежных микроскопов наиболее широкое распространение получили микроскопы фирмы «Карл Цейс ЙЕНА» - микроскопы серии «Amplival» и структурные анализаторы «Epiquant».
6.3 Практическая металлография
Неметаллические включения - макро- и микрочастицы в металлах и сплавах, образующиеся в результате различных физико-химических процессов, которые происходят при выплавке металла и его кристаллизации.
Неметаллические включения могут быть природными и посторонними. Природные включения возникают в результате различных, в основном химических, реакций, проходящих при производстве металла. К таким включениям относятся, например, сульфиды и нитриды. Посторонние включения (частицы огнеупоров, литейной формы и др.) образуют вещества, с которыми металл контактирует в ходе производства.
В сталях встречаются неметаллические включения различного состава и строения. В основном это окислы простые и сложные, силикаты, сульфиды, фосфиды и нитриды, состав которых зависит от содержания в металле различных химических элементов.
В чугунах наблюдаются те же основные виды включений, что и в стали, и состав их зависит от марки чугуна. Значительно чаще, чем в стали, в чугунах находятся фосфидные включения (в составе эвтектики).
В цветных металлах чаще всего присутствуют кислородные, фосфидные и сульфидные включения.
Неметаллические включения оказывают, в большинстве случаев, вредное влияние на свойства металла: уменьшают прочность и пластичность, понижают сопротивление коррозии, ухудшают технологические свойства. Поэтому содержание неметаллических включений в сплавах контролируют и регламентируют.
Неметаллические включения можно определять по физическим, геометрическим, механическим и химическим признакам. К ним относятся: цвет, способность к отражению света, размер и форма, изменение формы при пластической деформации, отношение к различным химическим реактивам.
Норма загрязненности стали включениями устанавливается стандартами или техническими условиями. Точность определения зависит от количества образцов и загрязненности металла. Используется классификация неметаллических включений по пятибалльной шкале и специальные эталонные шкалы.
Любое металлическое изделие имеет поликристаллическое строение, величина зерна металла зависит от его состава, условий выплавки, кристаллизации, обработки давлением и термической обработки. От величины зерна зависят многие свойства металла.
Например, металлы, имеющие крупное зерно, обладают пониженными прочностью, пластичностью и вязкостью. Поэтому в ряде случаев для характеристики металла необходимо знать величину его зерна. Эти условия оговариваются соответствующими техническими условиями или стандартами.
Для определения величины зерна применяют три метода: визуальное сравнение видимых под микроскопом зёрен с эталонными изображениями шкал; подсчёт количества зёрен, приходящихся на единицу поверхности шлифа; измерение среднего условного диаметра зерна.
Металлографический анализ находит широкое применение при оценке фазового состава сплавов, изучения механизмов разрушения металлов – фрактография, определение глубины обезуглероженного слоя, глубины прокаливаемости сталей, склонности сталей к коррозионному разупрочнению и для многих других задач материаловедения.
К специальным методам анализа относится стереометрическая металлография, при проведении которой используются методы математической статистики.
Таким образом, методы металлографии могут решать многие задачи по изучению структуры металлов и сплавов и неметаллических материалов.
Дата добавления: 2020-07-18; просмотров: 588;
Поиск по сайту
Узнать еще
- I. Гидрометаллургические методы
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- II. Методы исследования истории медицины.
- II. Пирометаллургические методы.
- II.II. Репродуктивные методы.
- II.III. Частично - поисковые или эвристические методы.
- II.V. Проблемные методы обучения.
- III. Методы изучения коллектива.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
