Загальні відомості про механічну обробку матеріалів різанням.
1. Види механічної обробки:
- обробка різанням
- обробка методом пластичного деформування (калібровка, розкатка, видавлювання, накатування, наклеп, тощо)
- фізико-хімічна обробка (див. “вступ”).
При обробці різанням різальна кромка інструменту заглиблюється безперервно або послідовно в матеріал заготовки, зрізаючи його у вигляді стружки. Тому при обробці різанням форма деталі визначається формою і розмірами різальних кромок, якими інструмент зрізає матеріал заготованки, а також рухами його відносно заготованки. До видів такої обробки відносять: точіння, стругання, довбання, свердлення, зенкування, розвертування, фрезерування, протягування, шліфування, полірування, притирку, зубонарізання, різьбонарізання, шевінгування й т.п.
2. Історія розвитку обробки металів показує, що одним з ефективних шляхів підвищення продуктивності праці в машинобудуванні є використання нових інструментальних матеріалів, які повинні мати високу твердість, щоб тривалий час зрізати стружку, високу теплотривкість, тривкість до зносу, достатню міцність, добру технологічність (легко оброблятися), низьку ціну.
Групи використовуємих матеріалів:
1) інструментальні сталі
1.1) вуглецеві У10А…У13А для виготовлення ручних і машинних інструментів, що обробляють м’які метали з низькою швидкістю різання (напильники, мілкі свердла, мітчики, плашки …), як різновид були розроблені низьколеговані сталі, що мають покращенні властивості У11Х.
У – вуглецева, 10-0,1 % С, А – поліпшена
У – вуглецева, 11-0,11 % С, Х - легована Сr.
1.2) леговані 9ХС, ХВГ, ХГСВФ, що мають більш високу прогартовуваність, теплотривкість до 200-260ºС, використовують при низьких швидкостях різання (мітчики, плашки, розвертки ...)
ХВГ – легована Сr, W, Mn.
1.3) швидкорізальні – норрисьної продуктивності Р9, Р18, Р12, Р6М5, Р9М4, підвищеної продуктивності Р9К5, Р10К5Ф5, Р14Ф4, Р9Ф5, твердість 62-65 НRС, теплотривкість 600ºС, вища міцність (шевери, довбяки, протяжки, осьовий інструмент).
Р – швидкорізальна
18 – 0,18% W, інші – леговані
Р 18 М – замість W вміщують (≈ ½ його кількості) Мо
| Оозначення елементів у легованих сталях | |||||
| Назва | Хім. символ | Марк. обозн. | Назва | Хім. символ | Марк. обозн. |
| Марганець | Mn | Г | Кобальт | Cо | К |
| Кремній | Si | С | Алюміній | Al | Ю |
| Хром | Cu | Н | Медь | Cu | Д |
| Никель | Ni | Н | Бор | B | Р |
| Вольфрам | W | В | Ніобій | Nb | Б |
| Ванадій | V | Ф | Цирконій | Zr | Ц |
| Титан | Ti | Т | Фосфор | P | П |
| Молібден | Mo | М |
2) тверді сплави – теплотривкість 750-1000ºС, порошкова металургія, різальні пластини і рисі суцільні інструменти.
2.1) однокарбидні (вольфрамокобальтові, група ВК) ВК2, ВК4, ВК6, ВК15, містить карбіди вольфраму та кобальту, як з’єднувач:
ВК 8 = 92% WC + 8% Со, використовуються для обробки чавуну, кольорових металів і неметалів;
в’язкість, міцність


 ВК2 ВК8 , де ( 0 max ),
ВК2 ВК8 , де ( 0 max ),
твердість, тривкість
до зносу
обробляють крихкі матеріали (чорн., чист. )
2.2) двокарбидні (титановольфрамокобальтові, група ТК)Т30К4, Т15К6, Т5К10, Т5К12В, містять карбіди титану і вольфраму зцементовані кобальтом:
Т30К4= 4%Со + 30% ТіС + 66%WС,
міцність

 Т30К4 Т5К12
Т30К4 Т5К12
твердість
Використовується для обробки сталей (відливки з коркою, робота з ударним навантаженням), чистова й чорнова обробка.
2.3) Трьохкарбідні (титанотанталовольфрамокобальтові, групи ТТК) ТТ7К12, ТТ10В8Б, ТТ8К6, ТТ20К9, містять карбіди титана, карб. танталу,
карбіди вольфраму і кобальт, як зв’язку :
ТТ7К12 = 12%Со + 7% (ТіС + ТnС) + 81%WС,
рекомендовані для тяжких умов, при роботі з ударами, обробки спеціальних легованих сталей.
2.4) без вольфрамові металокерамічні тверді сплави на основі карбідів, або карбідонитридів Tn, V, Nb, Tn з нікелемолібденовою зв’язкою , tТТ=400ºС, ТН – 20 , ТН – 25, КНТ 16
 % (Мо+Nі),
% (Мо+Nі),
за характеристикою східні з двокарбідними.
2.5) дисперсійно –тверді сплави – східні з швидкорізними сталями та твердими сплавами, В18М7К25, В18М3К25, В10М5К25, містять 10-19%W, ≈ 25%Со , 3-7% Мо, ≈0,45% V, ≈ 25% Ті, до 0,06 % С, 0,23% Мn, 0,28%Si, залишок – Fe,
вони теплотривкі tТТ=700-720ºС й тверді 68-69 НRС (=> підвищені різальні властивості ).
3) Мінералокерамічні матеріали - виготовляють різальні пластини ; дешеві, бо містять в основі окис алюмінію Аl2О3 та ≈ 1% МqО, мають високу твердість, tТТ=1200ºС, однак більш крихкий, використовується для чистового обточування чавуну, сталей, неметалів, кольорових металів на великих швидкостях без вібрації: ЦМ-332, ВШ, ВОК60, ВОК63.
4) Алмази – найтвердіший, природний матеріал; виготовляють шліфувальні круги, інструменти для правки шліфувальних кругів, пасти і порошки для доводочних операцій, однак міцність невелика, він легко кришиться за площинами і використовується при відносно низьких навантаженнях, має низький коефіцієнт лінійного розширення (тобто більший час витримає первісну точність), tТТ до 800ºС.
Природний – А (борт, карбонадо, баланс).
Штучні (синтетичні) – АС (АСО, АСР...АСС).
 міцність
міцність
Мікро порошки –АМ, АН, АСМ, АСН.
М – для твердих, крихких матеріалів.
Н – для важкооброблюємих матеріалів.
5) Абразивні матеріали.
Природні – кварц, наждак, корунд - майже не використовуються в промисловості.
Штучні – електрокорунди, карбіди кремнію і бора.
6) Сталі для виготовлення корпусів інструментів: конструкційні марок 45, 50, 60, 40Х, У7, У8, 9ХС та інші, виготовляють державки різців, хвостовики осьового інструменту, корпуса фрез, розточні оправки.
Корпуса алмазних кругів можуть бути з алюмінієвого сплаву і кераміки.
Розділ 2. Обробка матеріалів точінням та струганням.
Тема 03. Геометрія токарного різця.
Тема 04. Елементи режимів різання та зрізаємого шару при точінні.
1. Всі інструменти для обробки металів різанням розподіляють на слідуючи підгрупи: різці, свердла, зенкери і розвертки, фрези, протяжки і прошивки, зуборізний інструмент і зубовідділочний інструмент, різьбонарізний і абразивний інструмент.
До підгрупи різців відносять токарні, розточні, державочні, стругальні й довбальні.
Типи токарних різців відрізняються за:
- видом обробки (прохідні, підрізні, прорізні, відрізні, розточні, канав очні, фасонні, радіусні, фасочні);
- за характером установлення їх відносно деталі (тангеційні, радіальні);
- за напрямком подавання (ліві, праві);
- за конструкцією голівки (прямі, відігнуті, зігнуті, з відтягнутою голівкою).
Також різці відрізняються за конструктивними ознаками: форма перетину державки, роду матеріалу різальної частини, способу її кріплення до державки. Форма різальної частини і кути заточення визначають геометрію різця.
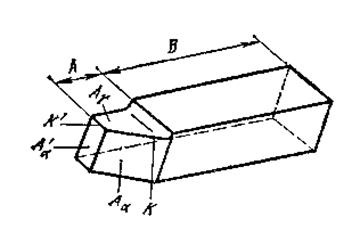
Різальна частина складається (дивиться рис. 1) із головної різальної кромки К(1), допоміжної різальної кромки К’(2), задньої допоміжної поверхні  (3), вершини різця 4, задньої головної поверхні (5), попередньої поверхні
(3), вершини різця 4, задньої головної поверхні (5), попередньої поверхні  (6).
(6).
|
Рисунок 1 - Геометрія різця
Дата добавления: 2020-06-09; просмотров: 1040;
Поиск по сайту
Узнать еще
- Altium Designer (Protel) - сквозная система проектирования печатных плат
- ATP-зависимые протеазы прокариот
- B) в угле Интинского месторождения и продуктах его сжигания.
- CALS-технологии в автоматизированном производстве
- D (спрос) S (предл.)
- FMEA при проектировании продукции
- I этап – обработка протокола
- I. По происхождению.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
