Штамповка в открытых штампах
Горячая объёмная штамповка
Горячая объёмная штамповка – способ обработки металлов давлением, заключающийся в деформировании нагретого металла в штампе.
В процессе деформирования металла, происходящем в ограниченной стенками штампа полости, называемой разъём штампа, заготовка приобретает форму и размеры ручья штампа. Благодаря противодавлению стенок штампа течение металла, вызываемое внешними силами (ударом молота, нажатием пресса), характеризуются определённой направленностью и высокой интенсивностью пластического перемещения частиц заготовки по всему охваченному деформированием объёму (отсюда название «объёмная штамповка»).
В качестве исходных заготовок для горячей объёмной штамповки применяют прокат круглого, квадратного, прямоугольного сечений. Способ наиболее целесообразен при массовом, крупносерийном производстве деталей массой от нескольких грамм до нескольких тонн. Наиболее целесообразно изготовление штамповок массой не более 50-100 мкм.
Заготовки, полученные ГОШ, имеют шероховатость поверхности Rz=80-20 мкм.
По сравнению с ковкой штамповка имеет преимущества:
1. Значительно более высокая производительность;
2. Возможность изготовления поковок более сложной формы с меньшими допусками и припусками на мех. обработку;
3. Штампованные поковки подвергаются механической обработке только по поверхностям соприкосновения с другими деталями.
Недостатки:
1. Ограниченная масса штамповок и их размеров. Основная номенклатура штамповок по массе составляет 0,5-30 кг;
2. Большие усилия, требуемые для проведения деформации;
3. Высокая стоимость штамповок, ограниченная их стойкость.
Технологический процесс объёмной горячей штамповки
1. Резка материала на мерные заготовки
2. Нагрев заготовки
3. Штамповка
4. Обрезка заусенца (облоя)
5. Правка поковок
6. Термическая обработка
7. Удаление окалины
8. Калибровка
9. Контроль качества поковок
В зависимости от типа штампа различают:
- штамповку в отрытых штампах
- штамповку в закрытых штампах
- штамповку в штампах для выдавливания
Штамповка в открытых штампах
Характеризуется тем, что штамп в процессе деформирования остаётся открытым. Зазор между подвижной и неподвижной частями штампа является переменным, в него затекает металл при деформировании, образуя заусенец. Основное назначение заусенца - компенсация колебаний исходной заготовки по массе.
 Этот тип штамповок можно применять для деталей любой конструкции.
Этот тип штамповок можно применять для деталей любой конструкции.
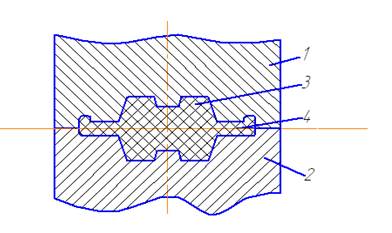
1 – верхний (подвижный) штамп
2 – нижний (неподвижный) штамп
3- поковка
4 - облой
Дата добавления: 2016-06-29; просмотров: 3753;
Поиск по сайту
Узнать еще
- Виды и периоды открытых горных работ
- ВНИМАНИЕ : Провеку завала кузова производить при открытых дверях салона (в этом случае проверяется работа ограничительного клапана).
- ГОРЯЧАЯ ОБЪЕМНАЯ ШТАМПОВКА
- Горячая объемная штамповка
- Горячая объемная штамповка
- Горячая объемная штамповка
- Горячая объемная штамповка на молотах
- Горячая объемная штамповка на прессах

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
