Горячая объемная штамповка
Объемной штамповкой называют процесс получения поковок, при котором формообразующую полость штампа, называемую ручьем, принудительно заполняют металлом исходной заготовки и перераспределяют его в соответствии с заданной чертежом конфигурацией.
Применение объемной штамповки оправдано при серийном и массовом производстве. При использовании этого способа значительно повышается производительность труда, снижаются отходы металла, обеспечиваются высокие точность формы изделия и качество поверхности. Штамповкой можно получать очень сложные по форме изделия, которые невозможно получить приемами свободной ковки.
Объемную штамповку осуществляют при разных температурах исходной заготовки и, в соответствии с температурой, делят на холодную и горячую. Наиболее широкое распространение получила горячая объемная штамповка (ГОШ), которую ведут в интервале температур, обеспечивающих снятие упрочнения.
Исходным материалом для горячей объемной штамповки являются сортовой прокат, прессованные прутки, литая заготовка, в крупносерийном производстве – периодический прокат, что обеспечивает сокращение подготовительных операций.
Формообразование при горячей объемной штамповке
Основная операция ГОШ может быть выполнена за один или несколько переходов. При каждом переходе формообразование осуществляется специальной рабочей полостью штампа – ручьем (гравюрой). Переходы и ручьи делятся на две группы: заготовительные и штамповочные. Схема технологического процесса получения сложной заготовки в нескольких ручьях представлена на рис. 55.
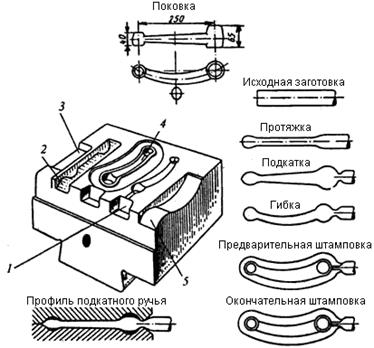
Рис. 55. Стадии получения сложной поковки в нескольких ручьях
1 – черновой ручей; 2 – подкатной ручей; 3 – протяжной ручей; 4 – чистовой ручей, 5 – гибочный ручей
Заготовительные ручьи предназначены для фасонирования в штампах.
Фасонирование – перераспределение металла заготовки с целью придания ей формы, обеспечивающей последующую штамповку с малым отходом металла.
К заготовительным ручьям относятся протяжной, подкатной, гибочный и пережимной, а также площадка для осадки.
Протяжной ручей предназначен для увеличения длины отдельных участков заготовки за счет уменьшения площади их поперечного сечения, выполняемого воздействием частых слабых ударов с кантованием заготовки.
Подкатной ручей служит для местного увеличения сечения заготовки (набора металла) за счет уменьшения сечения рядом лежащих участков, то есть для распределения объема металла вдоль оси заготовки в соответствии с распределением его в поковке. Переход осуществляется за несколько ударов с кантованием.
Пережимной ручей предназначен для уменьшения вертикального размера заготовки в местах, требующих уширения. Выполняется за 1…3 удара.
Гибочный ручей применяют только при штамповке поковок, имеющих изогнутую ось. Служит для придания заготовке формы поковки в плоскости разъема. Из гибочного ручья в следующий заготовку передают с поворотом на 90 0.
При штамповке поковок, имеющих в плане форму окружности или близкую к ней, часто применяют осадку исходной заготовки до требуемых размеров по высоте и диаметру. Для этого на плоскости штампа предусматривают площадку для осадки.
Штамповочные ручьи предназначены для получения готовой поковки. К штамповочным ручьям относятся черновой (предварительный) и чистовой (окончательный).
Черновой ручей предназначен для максимального приближения формы заготовки к форме поковки сложной конфигурации. Глубина ручья несколько больше, а поперечные размеры меньше, чем у чистового ручья (чтобы заготовка свободно укладывалась в чистовой ручей). Радиусы скругления и уклоны увеличиваются. В открытых штампах черновой ручей не имеет облойной канавки. Применяется для снижения износа чистового ручья, но может отсутствовать.
Чистовой ручей служит для получения готовой поковки, имеет размеры «горячей поковки», то есть больше, чем у холодной поковки, на величину усадки. В открытых штампах по периметру ручья предусмотрена облойная канавка, для приема избыточного металла. Чистовой ручей расположен в центре штампа, так как в нем возникают наибольшие усилия при штамповке.
Технологический процесс ГОШ отличается значительным разнообразием и определяется выбором самого изделия и применяемым оборудованием.
Технологический процесс зависит от формы поковки. По форме в плане поковки делятся на две группы: диски и поковки удлиненной формы.
К первой группе относятся круглые или квадратные поковки, имеющие сравнительно небольшую длину: шестерни, диски, фланцы, ступицы, крышки и др. Штамповка таких поковок производится осадкой в торец исходной заготовки с применением только штамповочных переходов.
Ко второй группе относятся поковки удлиненной формы: валы, рычаги, шатуны и др. Штамповка таких поковок производится протяжкой исходной заготовки (плашмя). Перед окончательной штамповкой таких поковок в штамповочных ручьях требуется фасонирование исходной заготовки в заготовительных ручьях штампа, свободной ковкой или на ковочных вальцах.
Так как характер течения металла в процессе штамповки определяется типом штампа, то этот признак можно считать основным для классификации способов штамповки. В зависимости от типа штампа выделяют штамповку в открытых и закрытых штампах (рис. 56.).
Рис. 56. Схемы штамповки в открытых и закрытых штампах: 1 – облойная канавка
Штамповка в открытых штампах (рис. 56.а) характеризуется переменным зазором между подвижной и неподвижной частями штампа. В этот зазор вытекает часть металла – облой, который закрывает выход из полости штампа и заставляет остальной металл заполнить всю полость. В конечный момент деформирования в облой выжимаются излишки металла, находящиеся в полости, что позволяет не предъявлять высокие требования к точности заготовок по массе. Штамповкой в открытых штампах можно получить поковки всех типов.
Штамповка в закрытых штампах (рис. 56.б) характеризуется тем, что полость штампа в процесс деформирования остается закрытой. Зазор между подвижной и неподвижной частями штампа постоянный и небольшой, образование в нем облоя не предусмотрено. Устройство таких штампов зависит от типа машины, на которой штампуют. Например, нижняя половина штампа может иметь полость, а верхняя – выступ (на прессах), или верхняя – полость, а нижняя – выступ (на молотах). Закрытый штамп может иметь две взаимно перпендикулярные плоскости разъема (рис. 56.в).
При штамповке в закрытых штампах необходимо строго соблюдать равенство объемов заготовки и поковки, иначе при недостатке металла не заполняются углы полости штампа, а при избытке размер поковки по высоте будет больше требуемого. Отрезка заготовок должна обеспечивать высокую точность.
Существенное преимущество штамповки в закрытых штампах – уменьшение расхода металла из-за отсутствия облоя. Поковки имеют более благоприятную структуру, так как волокна обтекают контур поковки, а не перерезаются в месте выхода металла в облой. Металл деформируется в условиях всестороннего неравномерного сжатия при больших сжимающих напряжениях, это позволяет получать большие степени деформации и штамповать малопластичные сплавы.
Чертеж поковки
Чертеж поковки является основным документом при разработке технологического процесса и проектировании штампа. Его выполняют на основе чертежа детали по ГОСТ 7505 – Поковки стальные штампованные.
Сначала необходимо выбрать поверхность разъема, т.е. поверхность, по которой соприкасаются между собой верхняя и нижняя половины штампа. Обычно эта поверхность является плоскостью или сочетанием плоскостей. Она необходима для установки исходной заготовки и удаления из штампа готовой поковки. Поверхность разъема устанавливают в плоскости двух наибольших габаритных размеров, при этом полости штампа имеют наименьшую глубину.
При штамповке в открытых штампах плоскость разъема должна обеспечивать контроль сдвига верхней и нижней частей штампа после обрезки облоя. Для этого она должна пересекать вертикальную поверхность поковки (рис. 57.а). Желательно плоскость разъема располагать так, чтобы естественные уклоны облегчали удаление поковки из штампа (рис. 57.б) даже без выталкивателей и без существенного упрощения формы детали.
Рис. 57. Выбор плоскости разъема штампа
В некоторых случаях положение плоскости разъема определяется макроструктурой металла. Например, при штамповке шестерен плоскость разъема должна быть перпендикулярна к оси детали. В этом случае макроструктура получается одинаковой у всех зубьев шестерни и обеспечивает их высокую прочность. На рис. 58 показан выбор положения разъема штампа по условиям работы детали. Если деталь работает на срез по линии а – а, то волокна металла должны располагаться перпендикулярно к линии среза (положение II – II). Положение плоскости разъема I – I в данном случае нежелательно.

Рис. 58. Схема к выбору плоскости разъема с учетом условий работы детали
При выборе плоскости разъема необходимо учитывать использование поверхностей поковки в качестве баз при механической обработке. Базы должны быть цилиндрическими, без штамповочных уклонов. При этом припуск на механическую обработку должен быть одинаков в направлении обработки.
При штамповке в закрытых штампах плоскость разъема выбирают по торцевой наибольшей поверхности детали.
Припуски на механическую обработку регламентируются ГОСТ 7505 с учетом точности поковки, которая определяется видом оборудования и технологией ГОШ (открытая или закрытая) и назначаются в основном на сопрягаемые поверхности.
Допуски учитывают возможные отклонения от номинальных размеров вследствие недоштамповки по высоте, сдвига частей штампов, их износа и т.п.
К кузнечным напускам относятся штамповочные уклоны, внутренние радиусы закруглений, перемычки отверстий.
Штамповочные уклоны назначаются сверх припуска, они повышают отход металла при механической обработке и утяжеляют поковку. Для наружных поверхностей, вследствие температурной усадки, уклоны меньше, чем для внутренних поверхностей.
Все пересекающиеся поверхности сопрягаются по радиусам. Это необходимо для лучшего заполнения полости штампа и предохранения его от преждевременного износа и поломок. Радиусы скругления зависят от глубины полости штампа. Внутренние радиусы скругления в 3…4 раза больше, чем наружные. Наружные радиусы обычно составляют 1…60.
При штамповке в штампах с одной плоскостью разъема нельзя получить сквозное отверстие в поковке, поэтому наносят только наметку отверстия с перемычкой-пленкой, удаляемой впоследствии в специальных штампах. Толщина перемычки  устанавливается в зависимости от диаметра отверстия
устанавливается в зависимости от диаметра отверстия  , но не должна быть менее 4 мм. Отверстия диаметром менее 30 мм не штампуются
, но не должна быть менее 4 мм. Отверстия диаметром менее 30 мм не штампуются
Технологический процесс горячей объемной штамповки
Технологический процесс изготовления поковки включает следующие операции: отрезка проката на мерные заготовки, нагрев, штамповка, обрезка облоя и пробивка пленок, правка, термическая обработка, очистка поковок от окалины, калибровка, контроль готовых поковок.
Перед штамповкой заготовки должны быть нагреты равномерно по всему объему до заданной температуры. При нагреве должны быть минимальными окалинообразование (окисление) и обезуглероживание поверхности заготовки. Используются электроконтактные установки, в которых заготовка, зажатая медными контактами, нагревается при пропускании по ней тока; индукционные установки, в которых заготовка нагревается вихревыми токами; газовые печи, с безокислительным нагревом заготовок в защитной атмосфере.
Штамповку осуществляют в открытых и закрытых штампах. В открытых штампах получают поковки удлиненной и осесимметричной формы. В закрытых штампах – преимущественно осесимметричные поковки, в том числе из малопластичных материалов. Поковки простой формы штампуют в штампах с одной полостью. Сложные поковки с резкими изменениями сечений по длине, с изогнутой осью и т.п. штампуют в многоручьевых штампах.
После штамповки в открытых штампах производят обрезание облоя и пробивку пленок в специальных штампах, устанавливаемых на кривошипных прессах
(рис. 59.).
Рис. 59. Схемы обрезания облоя (а) и пробивки пленок (б)
Правку штампованных поковок выполняют для устранения искривления осей и искажения поперечных сечений, возникающих при затрудненном извлечении поковок из штампа, после обрезания облоя, после термической обработки. Крупные поковки и поковки из высокоуглеродистых и высоколегированных сталей правят в горячем состоянии либо в чистовом ручье штампа сразу после обрезания облоя, либо на обрезном прессе (обрезной штамп совмещается с правочным штампом), либо на отдельной машине. Мелкие поковки правят на винтовых прессах в холодном состоянии после термической обработки.
Термическую обработку применяют для получения требуемых механических свойств поковок и облегчения их обработки резанием. Отжиг снимает в поковках из высокоуглеродистых и легированных сталей остаточные напряжения, измельчает зерно, снижает твердость, повышает пластичность и вязкость. Нормализацию применяют для устранения крупнозернистой структуры в поковках из сталей с содержанием углерода до 0,4%.
Очистку поковок от окалины производят для облегчения контроля поверхности поковок, уменьшения износа металлорежущего инструмента и правильной установки заготовки на металлорежущих станках. На дробеструйных установках окалину с пковок, перемещающихся по ленте конвейера, сбивают потоком быстро летящей дроби диаметром 1…2 мм. В галтовочных барабанах окалина удаляется благодаря ударам поковок друг о друга и о металлические звездочки, закладываемые во вращающийся барабан.
Калибровка поковок повышает точность размеров всей поковки или отдельных ее участков. В результате этого последующая механическая обработка устраняется полностью или ограничивается только шлифованием. Различают плоскостную и объемную калибровку. Плоскостная калибровка служит для получения точных вертикальных размеров на одном или нескольких участках поковки. Объемной калибровкой повышают точность размеров поковки в разных направлениях и улучшают качество ее поверхности. Калибруют в штампах с ручьями, соответствующими конфигурации поковки.
Оборудование для горячей объемной штамповки
Оборудование для горячей объемной штамповки молоты штамповочные, горячештамповочные кривошипные прессы, горизонтально-ковочные машины. Процессы штамповки на этих машинах имеют свои особенности, обусловленные устройством и принципом их действия.
Горячая объемная штамповка на молотах
Основным типом молотов являются паровоздушные штамповочные молоты. Их конструкция несколько отличается от ковочных молотов. Стойка станины устанавливается непосредственно на шаботе. Молоты имеют усиленные регулируемые направляющие для движения бабы. Масса шабота превышает массу падающих частей в 30…30 раз. Все это обеспечивает необходимую точность соударения штампов.
Масса падающих частей составляет 630…25000 кг.
Используются молоты бесшаботной конструкции. Шабот заменен подвижной нижней бабой, связанной с верхней бабой механической или гидравлической связью. Энергия удара поглощается механизмами молота. При соударении верхней и нижней баб развивается значительная энергия, что позволяет штамповать поковки в одноручьевых штампах.
Особенностями ГОШ на молотах являются ударный характер деформирующего воздействия и возможность регулирования хода подвижных частей и величины удара при одновременном кантовании заготовки, что позволяет более эффективно производить перераспределение металла. На молотах возможно выполнение всех заготовительных переходов, в том числе протяжки и подката. Верхняя часть штампа заполняется лучше. Части штампа при штамповке на молоте должны смыкаться.
При штамповке в открытых штампах облойная канавка имеет вид, представленный на рис. 60.
Рис. 60. Виды облойной канавки при штамповке на молотах
Размеры облойной канавки (рис. 60.а) назначаются в зависимости от сложности поковки и ее размеров в плане. Клиновая облойная канавка (рис. 60. б) позволяет снизить потери на облой в результате повышения сопротивления течению металла.
При закрытой штамповке на молотах применяются штампы с одним и двумя замками. Конструкции штампов представлены на рис. 61.
Штампы с одним замком используются чаще, так как они проще в изготовлении. Но они требуют точной наладки и хорошего состояния оборудования. Второй замок (больший конус) предохраняет первый замок и упрощает наладку штампа, но при этом увеличиваются его размеры и масса.
Рис. 61. Конструкции закрытых молотовых штампов
а – с одним замком; б – с двумя замками
Геометрическая точность поковок, полученных на молотах
На молотах поковки изготавливаются с самыми низкими классами точности: Т4, Т5. Это обусловлено возможностью смещения частей штампа, отсутствием направляющих в конструкции штампа, ударным характером деформирования.
Допускаемые отклонения от номинальных размеров поковки соответствуют припускам, поэтому также являются увеличенными.
Кузнечные напуски имеют максимальные значения. Ввиду ударного характера работы молота в конструкции штампа нельзя использовать выталкиватели, поэтому для извлечения поковки из ручья штампа на вертикальных поверхностях поковок оформляются значительные штамповочные уклоны: наружные – до 7 0, внутренние – до 10 0. Радиусы закругления назначаются для облегчения течения металла, повышения стойкости штампа, обеспечения расположения волокон.
Горячая объемная штамповка на прессах
Наиболее часто используются кривошипные горячештамповочные прессы. Выбор пресса осуществляется по номинальному усилию, которое составляет 6,7…100 МН.
К особенностям конструкции пресса следует отнести жесткий привод, не позволяющий изменять ход ползуна, отсутствие ударных нагрузок.
Жесткий привод не позволяет производить переходы, требующие постепенно возрастающего обжатия с кантованием, (протяжка, подкат). Для фасонирования заготовки могут быть использованы заготовительные ручьи: пережимной, гибочный. Поэтому при штамповке на прессах сложных заготовок, имеющих удлиненную форму в плане (шатуны, турбинные лопатки), фасонирование осуществляется ковочными вальцами, свободной ковкой, высадкой на горизонтально-ковочных машинах.
Отсутствие ударных нагрузок позволяет не применять массивные шаботы, использовать сборную конструкцию штампов (блок-штампы).
При открытой штамповке на прессах части штампа не должны смыкаться на величину, равную толщине облоя. Полость штампа выполняется открытой и облойная канавка имеет вид, показанный на рис.62.
Рис. 62. Вид облойной канавки при штамповке на прессах
Для закрытой штамповки используются штампы двух видов:
· с цельной матрицей, для изготовления поковок типа тел вращения, усилие распора в них воспринимается матрицей и не передается ползуну пресса;
· с разъемной матрицей, для легкого извлечения из полости штампа поковок, что позволяет значительно уменьшить штамповочные уклоны.
Поковки, полученные на прессах, характеризуются высокой точностью, которая достигается за счет снижения припусков на механическую обработку (в среднем на 20…30 % по сравнению с поковками, полученными на молотах) и допускаемых отклонений на номинальные размеры, снижения штамповочных уклонов в два – три раза. Наличие постоянного хода приводит к большей точности поковок по высоте, а жесткость конструкции пресса делает возможным применение направляющих колонок в штампах, что исключает сдвиг.
Производительность труда повышается в среднем в 1,4 раза за счет однократности и повышения мощности деформирующих воздействий. В результате себестоимость поковок снижается на 10…30 %. Как показывают исследования, штамповка на прессах может быть экономически выгодной даже при загрузке оборудования на 35…45 %.
При штамповке на прессах деформация глубже проникает в заготовку, что позволяет штамповать малопластичные материалы, применять штампы с разъемной матрицей с боковым течением металла.
Процессу штамповки на прессах присущи недостатки:
· окалина вдавливается в тело поковки, для предотвращения этого необходимо проводить малоокислительный или безокислительный нагрев или полную очистку заготовки от окалины;
· из-за невысокой скорости деформирования время контакта металла с инструментом больше, чем на молотах, поэтому имеет место переохлаждение поверхности заготовки, что приводит к худшему заполнению полости штампа.
Штамповка на горизонтально-ковочных машинах
Горизонтально-ковочная машина представляет собой механический кривошипный штамповочный пресс, имеющий разъемную матрицу, одна часть которой является подвижной – зажимной.
Кроме главного деформирующего ползуна, имеется ползун, движение которого перпендикулярно движению главного.
Горизонтально-ковочные машины выбираются по номинальному усилию, которое составляет 1…31,5 МН.
Схема горячей объемной штамповки на горизонтально-ковочной машине показана на рис. 63.
Рис. 63. Схема горячей объемной штамповки на горизонтально-ковочной машине
Штамп состоит из трех частей: неподвижной матрицы 3, подвижной матрицы 5 и пуансона 1, размыкающихся в двух взаимно перпендикулярных плоскостях. Пруток 4 с нагретым участком на его конце закладывают в неподвижную матрицу. Положение конца прутка определяется упором 2. При включении машины подвижная матрица 5 прижимает пруток к неподвижной матрице, упор автоматически отходит в сторону, и только после этого пуансон 1 соприкасается с выступающей частью прутка и деформирует ее. Металл при этом заполняет формующую полость, расположенную впереди зажимной части. Формующая полость может находиться только в матрице, только в пуансоне, а также в матрице и пуансоне.
После окончания деформирования пуансон движется в обратном направлении, выходя из полости матрицы. Матрицы разжимаются, деформированную заготовку вынимают или она выпадает из них.
Штамповка выполняется за несколько переходов в отдельных ручьях, оси которых расположены одна над другой. Каждый переход осуществляется за один рабочий ход ползуна. Осуществляются операции: высадка, прошивка, пробивка. За один переход можно высадить выступающий из зажимной части матрицы конец прутка только в том случае, если его длина не превышает трех диаметров. При большей длине возможен изгиб заготовки, поэтому предварительно необходимо произвести набор металла. Набор металла осуществляется в полости пуансона, которой придают коническую форму.
В качестве исходной заготовки используют пруток круглого или квадратного сечения, трубный прокат. Штампуют поковки: стержни с утолщениями и глухими отверстиями, кольца, трубчатые детали со сквозными и глухими отверстиями.
Так как штамп состоит из трех частей , то напуски на поковки и штамповочные уклоны малы или отсутствуют.
К недостаткам горизонтально-ковочных машин следует отнести их малую универсальность и высокую стоимость.
Ротационные способы изготовления поковок
В основе этих способов лежит процесс ротационного обжатия при вращении инструмента или заготовки. При обкатывании инструментом заготовки очаг деформации имеет локальный характер и постоянно перемещается по заготовке, вследствие чего усилие, действующее на инструмент, меньше чем при штамповке. Это позволяет изготовлять поковки большой массы (заготовка вагонных осей) с большой точностью, так как упругие деформации при меньших усилиях меньше.
Штамповка на ковочных вальцах напоминает продольную прокатку, на двух валках закрепляют секторные штампы, имеющие соответствующие ручьи (рис. 64.а).
Рис.64. Схемы действия ковочных вальцов (а), ротационно-ковочной машины (б), станов поперечно-клиновой прокатки (в); раскатки (г)
Нагретую заготовку 1 подают до упора 2, когда секторные штампы 3 расходятся. При повороте валков происходит захват заготовки и обжатие ее по форме полости; одновременно с обжатием заготовка выталкивается в сторону подачи.
На вальцах изготовляют поковки типа звеньев цепей, рычагов, гаечных ключей и т.п., а также осуществляют фасонирование заготовок. Исходное сечение заготовки принимают равным максимальному сечению поковки, так как при вальцовке происходит главным образом протяжка.
Штамповка на ротационно-ковочных машинах подобна операции протяжки и заключается в местном обжатии заготовки по периметру (рис. 64.б). Заготовку 1 в виде прутка или трубы помещают в отверстие между бойками 5 машины, находящимися в шпинделе 4. Бойки могут свободно скользить в радиально расположенных пазах шпинделя. При вращении шпинделя ролики 3, помещенные в обойме 2, толкают бойки 5, которые наносят удары по заготовке. В исходное положение бойки возвращаются под действием центробежных сил. В машинах этого типа получают поковки, имеющие форму тел вращения. Существуют машины, у которых вместо шпинделя с бойками вращается обойма с роликами; в этом случае для возвратного движения ползунов служат пружины. В таких машинах получают поковки квадратного, прямоугольного и других сечений.
Поперечно-клиновой прокаткой (рис. 64.в) получают заготовки валов и осей с резкими ступенчатыми переходами диаметром от 12 до 120 мм. Деформирование может осуществляться инструментом в виде двух валков, валка и сегмента или двух плоских плит. Плоско-клиновой инструмент наиболее прост и обеспечивает получение валов сложной конфигурации с высокой точностью. Заготовка 2 из круглого прокатанного прутка после нагрева автоматически перемещается в рабочую зону клиньев 1 в их исходном положении. Клиновой инструмент, закрепленный в подвижной салазке станка, совершает прямолинейное движение. Заготовка прокатывается между двумя клиновыми плитами.
Раскатка кольцевых заготовок на раскатных станах получила особенно большое распространение при производстве колец подшипников. Схема процесса показана на рис. 64.г. Заготовка 1 представляет собой кольцо с меньшим диаметром и большей толщиной стенки, чем у поковки. Заготовки получают штамповкой на молотах или горизонтально-ковочных машинах. При подведении к заготовке 1, надетой на валок 2, быстро вращающегося валка 3 заготовка и валок 2 начинают вращаться. При дальнейшем сближении валков 2 и 3 увеличивается наружный диаметр заготовки за счет уменьшения толщины и происходит ее контакт с направляющим роликом 4, обеспечивающим получение правильной кольцевой формы поковки. После касания поковкой контрольного ролика 5 раскатка прекращается.
Раскаткой получают поковки колец с поперечными сечениями различной формы наружным диаметром 70…700 мм и шириной 20…180 мм.
6. Штамповка жидкого металла
Штамповка жидкого металла является одним из прогрессивных технологических процессов, позволяющих получать плотные заготовки с уменьшенными пропусками на механическую обработку, с высокими физико-механическими и эксплуатационными свойствами.
Технологический процесс штамповки жидкого металла объединяет в себе процессы литья и горячей объемной штамповки.
Процесс заключается в том, что расплав, залитый в матрицу пресс-формы, уплотняют пуансоном, закрепленным на ползуне гидравлического пресса, до окончания затвердевания.
Сопряжение пуансона и матрицы образует закрытую фасонную полость. Наружные контуры заготовки получают разъемной формой, если деталь имеет наружные выступы, или неразъемной формой – при отсутствии выступов. Внутренние полости образуются внедрением пуансона в жидкий металл.
После извлечения из пресс-формы заготовку подвергают различным видам обработки или используют без последующей обработки.
Под действием высокого давления и быстрого охлаждения газы, растворенные в расплаве, остаются в твердом растворе. Все усадочные пустоты заполняются незатвердевшим расплавом, в результате чего заготовки получаются плотными, с мелкокристаллическим строением, что позволяет изготавливать детали, работающие под гидравлическим давлением.
Этим способом можно получить сложные заготовки с различными фасонными приливами на наружной поверхности, значительно выходящими за пределы основных габаритных размеров детали. В заготовках могут быть получены отверстия, расположенные не только вдоль движения пуансона, но и в перпендикулярном направлении.
Возможно запрессовывать в заготовки металлическую и неметаллическую арматуру.
Процесс используется для получения фасонных заготовок из чистых металлов и сплавов на основе магния, алюминия, меди, цинка, а также из черных металлов.
7. Холодная штамповка
Холодная штамповка производится в штампах без нагрева заготовок и сопровождается деформационным упрочнением металла.
Холодная штамповка является одним из наиболее прогрессивных методов получения высококачественных заготовок небольших и точных из стали и цветных металлов. Она обеспечивает достаточно высокую точность и малую шероховатость поверхности при малых отходах металла и низкой трудоемкости и себестоимости изготовления изделий. Возможность осуществления холодной штамповки и качество заготовок определяются качеством исходного материала. Большое значение имеет подготовка поверхности заготовок: удаление окалины, загрязнений и поверхностных дефектов.
Процессы холодной штамповки часто выполняют за несколько технологических переходов, постепенно приближая форму и размеры заготовок к форме и размерам готовых изделий и осуществляя промежуточный отжиг для снятия наклепа и восстановления пластических свойств металла. В зависимости от характера деформирования и конструкции штампов холодную штамповку делят на объемную и листовую.
Объемная холодная штамповка
Холодную объемную штамповку выполняют на прессах или специальных холодноштамповочных автоматах. Основными ее разновидностями являются: высадка, выдавливание, объемная формовка, чеканка.
Высадка– образование на заготовке местных утолщений требуемой формы в результате осадки ее конца (рис. 65.).
Рис. 65. Схема высадки
Заготовкой обычно служит холоднотянутый материал в виде проволоки или прутка из черных или цветных металлов. Высадкой изготавливают стандартные и специальные крепежные изделия, кулачки, валы-шестерни, детали электронной аппаратуры, электрические контакты и т.д.
Длина высаживаемой части  рассчитывается с учетом объема требуемого утолщения
рассчитывается с учетом объема требуемого утолщения  по формуле:
по формуле:  .
.
Расчет числа переходов производится в основном по соотношению длины высаживаемой части и диаметра заготовки  , которое характеризует устойчивость к продольному изгибу. При
, которое характеризует устойчивость к продольному изгибу. При  используют один переход, при
используют один переход, при  – два перехода, при
– два перехода, при  – три перехода. При большом количестве переходов происходит упрочнение металла, поэтому требуется отжиг.
– три перехода. При большом количестве переходов происходит упрочнение металла, поэтому требуется отжиг.
Последовательность переходов изготовления деталей показана на рис. 66.: за три перехода (рис. 66.а); за пять переходов (рис. 66.б).
Рис. 66. Последовательность переходов изготовления детали
Высадка осуществляется на прессах, горизонтально-ковочных машинах, автоматических линиях, оснащенных холодновысадочными пресс-автоматами.
Выдавливание – формообразование сплошных или полых изделий, благодаря пластическому течению металла из замкнутого объема через отверстия соответствующей формы.
Особенностью процесса является образование в очаге деформации схемы трехосного неравномерного сжатия, повышающего технологическую пластичность материала.
Различают прямое, обратное, боковое и комбинированное выдавливание (рис. 67).
При прямом выдавливании металл течет из матрицы 2 в направлении, совпадающем с направлением движения пуансона 1 (рис. 67.а, 67.б). Этим способом можно получить детали типа стержня с утолщением, трубки с фланцем, стакана с фланцем.
При обратном выдавливании металл течет в направлении, противоположном направлению движения пуансона, в кольцевой зазор между пуансоном и матрицей для получения полых деталей с дном (рис. 67.в) или в полый пуансон для получения деталей типа стержня с фланцем (рис. 67.г).
При боковом выдавливании металл течет в боковые отверстия матрицы под углом к направлению движения пуансона (рис. 67.ж). Таким образом, можно получить детали типа тройников, крестовин и т.п. Для обеспечения удаления заготовок из штампа матрицу выполняют состоящей из двух половинок с плоскостью разъема, проходящей через осевые линии исходной заготовки и получаемого отростка.
При комбинированном выдавливании металл течет по нескольким направлениям (рис. 67.д, 67.е). Возможны сочетания различных схем.
Заготовки для выдавливания отрезают от прутков или вырубают из листа. Размер заготовок рассчитывают с учетом потерь на последующую обработку. Форма заготовки и ее размеры для полых деталей без фланца соответствуют наружным размерам детали; для деталей с фланцем – диаметру фланца; для деталей стержневого типа – размерам головки.
Выдавливание можно осуществлять и в горячем состоянии.
Рис. 67. Схемы выдавливания:
а,б – прямого; в, г – обратного; д, е – комбинированного; ж - бокового
Объемная формовка – формообразование изделий путем заполнения металлом полости штампа.
Рис. 68. Схемы объемной формовки: а – в открытых штампах; б – в закрытых штампах
Она производится в открытых штампах, где излишки металла вытекают в специальную полость для образования облоя (рис. 68.а), и в закрытых штампах, где облой не образуется (рис. 68.б). Формовку в закрытых штампах применяют реже из-за больших сложности и стоимости получения заготовок точного объема, необходимости использования более мощного оборудования и меньшей стойкости штампов. В закрытых штампах получают в основном детали из цветных металлов.
Объемной формовкой изготавливают пространственные детали сложных форм, сплошные и с отверстиями. Холодная объемная формовка требует значительных удельных усилий вследствие высокого сопротивления металла деформированию в условиях холодной деформации и упрочнения металла в процессе деформации. Упрочнение сопровождается снижением пластичности металла. Для облегчения процесса деформирования оформление детали расчленяется на переходы, между которыми заготовку подвергают рекристаллизационному отжигу. Каждый переход осуществляют в специальном штампе, а между переходами обрезают облой для уменьшения усилия деформирования и повышения точности размеро
Дата добавления: 2017-01-26; просмотров: 8543;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
