Конструктивные формы резьбовых соединений
Способы изготовления резьб.Резьбы изготовляют одним из двух основных способов: нарезанием или накатыванием. Нарезание — ранее основной способ изготовления резьбы, давший ей название,—осуществляют резцами, гребенками, плашками, метчиками, резьбовыми говками, фрезами.
Накатывание резьб осуществляют гребенками или роликами на резьбонакатных станках-автоматах путем пластической деформации заготовки. Этот высокопроизводительный и дешевый способ применя-ют и массовом производстве при изготовлении стандартных крепежных деталей. При накатке профиль резьбы имеет благоприятно расположенные волокна материала (волокна материала не перерезаются), в ре-зультате чего предел выносливости повышается на 40 % и более по сравнению с нарезанной резьбой.
Конструктивные формы резьбовых соединений.Основными резьбовыми соединениями являются соединения винтами с гайками (болто-вые), винтами без гаек и шпильками.
Болтовые соединения (рис. 6.13, а) наиболее простые и дешевые, так как не требуют нарезания резьбы в соединяемых деталях. Чаще всего применяют для скрепления деталей, материал которых не обеспечивает достаточной прочности резьбы. Требуют места для размещения гайки и головки винта, свободного подхода к ним. При завинчи-вании и отвинчивании гайки нужно удерживать головку винта от поворота. Имеют несколько большую массу, чем соединение винтом ( за счет наличия гайки).
Соединения винтами (рис. 6.13, б). Винт ввинчивают непосредствен-но в резьбовое отверстие детали, гайка отсутствует.
Соединения шпильками (рис. 6.13, в) применяют тогда, когда по условиям эксплуатации требуется частая разборка. Применение винтов в этом случае привело бы к преждевременному повреждению резьбы
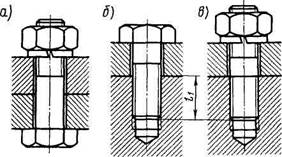
Рис. 6.13. Соединения болтом (a), винтом (б), шпилькой (в)
корпусной детали при многократном отвинчивании и завинчивании. Шпильку ввинчивают в корпусную деталь коротким резьбовым концом до конца нарезки с помощью гайки, навинченной поверх другой гайки, или с помощью шпильковерта.
Глубину завинчиванияl1 (рис. 6.13) в тело детали исходя из условия равнопрочности стального винта и резьбы детали принимают: для стальной детали l, = (l...l,25)d, для чугунной l = (1,25...1,5)*/, для детали из легких сплавов l = (2...2,5)d, где d — наружный диаметр резьбы.
Для удобства завинчивания и отвинчивания гаек и винтов с шестигранной головкой расстояние между ними должно быть не менее величины Ad при пользовании ключами с открытым зевом и не менее 3d при пользовании торцовыми или кольцевыми ключами, где d — наружный диаметр резьбы.
Контроль силы затяжкив ответственных резьбовых соединениях осуществляют динамометрическими ключами, специальными шайбами, подкладываемыми под головку винта и деформирующимися при достижении определенной нагрузки, замером удлинения стержня болта.
Дата добавления: 2020-05-20; просмотров: 636;
Поиск по сайту
Узнать еще
- II. Реакции диазосоединений без выделения азота
- III. Суммарные допуски формы расположения
- V. Сборка и нагружение формы.
- V.VII. Зависимость ширины и формы выхода слоя на поверхности от его истинной мощности, угла падения и формы рельефа
- А - с прямолинейной спинкой; б - с криволинейной спинкой; в - с канавкой удлиненной формы
- А) Контроль отклонений от правильной цилиндрической формы.
- А. Локализованные формы
- Автоматический контроль точности размеров и формы деталей. Разновидности контроля. Использование информации, полученной при контроле,

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
