ИСПОЛЬЗОВАНИЕ ТВЕРДЫХ СПЛАВОВ ДЛЯ ОСНАЩЕНИЯ ПРОТЯЖЕК
Условия работы зубьев протяжек неблагоприятны для оснащения их твердыми сплавами, так как они снимают тонкие и широкие стружки и работают при низких скоростях резания. Это вызывает колебание силы протягивания и может привести к разрушению твердого сплава. Кроме того, применение твердых сплавов значительно повышает стоимость протяжек и ограничивается сложностью их изготовления. В то же время использование твердых сплавов позволяет в несколько раз повысить стойкость протяжек, особенно при обработке чугунов, высоколегированных сталей и сплавов, а также точность и качество обработанной поверхности.
Твердыми сплавами оснащают в первую очередь наиболее простые по конструкции внутренние протяжки (шпоночные, шлицевые, круглые) и секции (плоские, пазовые, фасонные и др.) наружных протяжек.
В конструкциях внутренних протяжек в последнее время широкое применение нашло использование твердого сплава для выглаживания (пластического деформирования) микронеровностей обработанной поверхности. В этих случаях применяют комбинированные режуще-выглаживающие протяжки, у которых после калибрующих зубьев устанавливают выглаживающие зубья из твердого сплава в виде колеи или блоков. Выглаживающие зубья по форме двухсторонние конические с цилиндрическим пояском посередине или сферические (рис. 46, а). Число таких зубьев берется в пределах от 2 до 5 в зависимости от требуемых точности и шероховатости обработанного отверстия. Припуск на диаметр, т.е. общий натяг на зубья, небольшой и равен 0,03...0,20 мм. Он распределяется между зубьями равномерно с уменьшением к концу протяжки. Диаметр последнего выглаживающего зуба принимается равным максимально возможному размеру обработанного отверстия.
При обработке стальных заготовок применение выглаживающих зубьев позволяет достигать точности JT8, JT9 и шероховатости поверхности Ra – 0,16.. .0,63.
Для обработки заготовок типа втулок используют твердосплавные деформирующие протяжки - дорны.Они состоят из рабочих элементов в формеколец, которые крепятся на цилиндрическом стальном стержне. Радиальная поверхность кольца представляет два усеченных конуса с цилиндрическим пояском посередине, подобно выглаживающим кольцам (рис. 3.19, а). Число колец от 4 до 10 с большими натягами, достигающими 1 мм на каждое кольцо. Такие протяжки позволяют не только повысить точность отверстий, но и увеличить их диаметр до требуемой величины без снятия стружки. Шероховатость обработанной поверхности при этом достигает Ra 0,16...0,08.
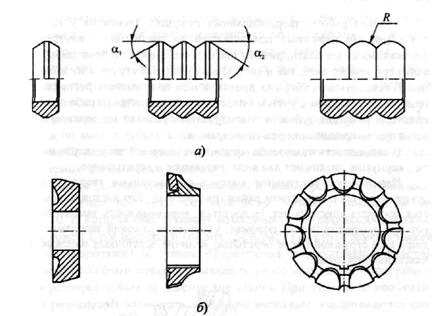
Рис. 46. Выглаживающие и режущие твердосплавные зубья
внутренних протяжек: а - выглаживающие кольца и блоки; 6 - режущие цельные и напайные твердосплавные кольца
Твердые сплавы в качестве режущих элементов с целью повышения производительности и стойкости при обработке чугунов и труднообрабатываемых сталей используются у внутренних протяжек в виде цельных колец или с напайными пластинами (рис. 46, б). Кольца устанавливаются на стальной державке протяжки и закрепляются гайками. При этом сменные кольца смешают относительно друг друга путем поворота вокруг оси таким образом, чтобы промежутки между пластинами играли роль стружкоделительных канавок.
Условия работы твердосплавных режущих элементов у протяжек для обработки наружных поверхностей по сравнению с внутренним протяжками более благоприятны как с точки зрения степени деформирования срезаемого слоя, так и свободного удаления стружки из зоны резания. В конструкциях сборных протяжек можно применять распределение припуска по секциям с учетом более высокой надежности работы твердо сплавных режущих зубьев и благоприятных условий их переточки и за мены при выкрашивании режущих кромок.
В зависимости от способа соединения режущей твердосплавной части с корпусом различают два вида: разъемное и неразъемное.
Неразъемное соединение корпуса с пластинами твердого сплава осуществляется посредством пайки (рис. 47, а). Его достоинством явля ется простота конструкции. Недостатки: невозможность замены пластинок при выкрашивании и поломке; ухудшение условий заполнения впадины зуба стружкой после переточек; наличие остаточных напряжений i пластинах при пайке.
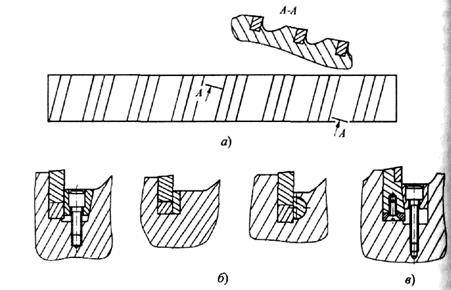
Рис. 47. Режущие твердосплавные зубья наружных протяжек:
а - протяжка с напайными твердосплавными пластинами;
6 - механическое крепление твердосплавных пластин клином и штифтом;
Дата добавления: 2020-03-21; просмотров: 1190;
Поиск по сайту
Узнать еще
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- I тип реакций. Реакции, характерные для органических кислот.
- I. 5. Тесты для контроля знаний раздела I
- II раздел. Организация работы логопеда в группе для детей с ОНР
- III. Здания для проживания людей
- III. Тесты для самоконтроля студентов
- III. ТРЕБОВАНИЯ РКФ ДЛЯ ДОПУСКА СОБАК В ПЛЕМЕННОЕ РАЗВЕДЕНИЕ
- IV. Сложнолегированные сплавы для горячего изостатического прессования (ГИП).

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
