МЕТОДЫ ВЫБОРА ДОПУСКОВ И ПОСАДОК
При выборе допусков и посадок используется три метода: прецедентов или аналогов, подобия и расчётный.
Метод прецедентов основан на том, что на проектируемую сборочную единицу назначаются допуск и посадка аналогичной сборочной единицы, которая отыскивается в однотипных машинах.
Метод подобия развивает метод прецедентов и основывается на классификации и аналогии конструктивных и эксплуатационных признаков сборочных единиц.
Расчётный метод является наиболее точным и позволяет назначать квалитеты, допуски и посадки так, чтобы они удовлетворяли конструктивно-эксплуатационным требованиям. При расчёте необходимо учитывать, что в процессе эксплуатации происходит износ поверхностей вала и отверстия, приводящий к уменьшению натяга и увеличению зазора во времени, которое характеризуется кривой изнашивания, полученной профессором А. И. Ивановым в 30-е годы ХХ в.
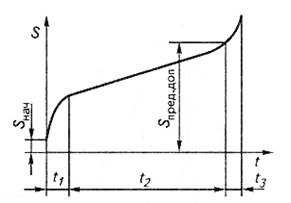
В период приработки (t1) начальный зазор Sнач быстро возрастает из-за выравнивания погрешностей формы и сглаживания (смятия) шероховатостей поверхностей вала и отверстия.
В период нормальной работы соединения (t2) зазор возрастает медленно, прямо пропорционально времени работы и к концу периода становится предельно допустимым Sпред.доп.
В период повышенного износа (t3) происходит резкое увеличение зазора. Нормальная работа сопряжения нарушается, возникают биения, стуки, идёт пластическая деформация поверхностей и дальнейшая эксплуатация соединения может привести к аварии.
РАСЧЁТ И ВЫБОР ПОСАДОК С ЗАЗОРОМ
Главным критерием выбора посадок с зазором является обеспечение относительного скольжения сопряжённых поверхностей, поэтому расчёт следует начинать с анализа вида смазки, в зависимости от которого соединения с зазором бывают:
– с жидкостной или газовой смазкой;
– со смешанной смазкой;
– без смазки (сухое трение).
Жидкостная смазка, в свою очередь, может быть:
– гидродинамической;
– гидростатической;
– эластогидродинамической;
– полужидкостной;
– граничной.
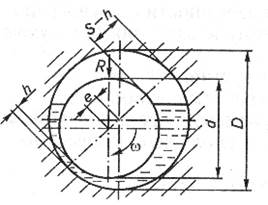
Наиболее разработана методика расчёта точностных параметров работы подшипников скольжения, основанная на гидродинамической теории смазки. Схема подшипника скольжения:
1 Определение предельных функциональных зазоров.
1.1 Определение наименьшей толщины масляного слоя, необходимой для обеспечения жидкостного трения в подшипнике скольжения по формуле:
hmin ≥ kжт × (RZd + RZD)
1.2 Определение угловой скорости вращения вала:

1.3 Определение конструктивных коэффициентов k и m, учитывающих соотношение геометрических параметров соединения l / d. По таблице.
1.4 Определение среднего давления, приходящегося на поверхность цапфы:
р = R / (l × d)
1.5 Определение динамической вязкости масла. Вязкость масла определяется при наибольшей рабочей температуре, так как с её увеличением вяз-кость масла уменьшается, несущая способность снижается и наибольший функциональный зазор в посадке уменьшается. Рабочая температура и динамическая вязкость масла определяются по таблице.
1.6 Определение предельных функциональных зазоров, при которых обеспечивается жидкостное трение в соединении:

В ряде случаев при значениях SFmax > 500 мкм биение вала о втулку увеличивается, что приводит к значительным пластическим деформациям поверхности трения и поломке сборочной единицы. Поэтому рекомендуется ограничивать SFmax до 500 мкм.
2 Определение конструктивных зазоров.
2.1 Определение функционального допуска посадки:
TF = SFmax – SFmin
2.2 Определение конструктивного допуска посадки:
 ,
,
где Кзт — коэффициент запаса точности, Кзт = 3...5.
2.3 Корректировка наименьшего конструктивного зазора с учётом поправки на смятие шероховатости поверхности:
SКmin = SFmin – DSR = SFmin – 2 × h × (RZd + RZD)
2.4 Определение наибольшего конструктивного зазора:
SКmax = SКmin + TК
3 Выбор посадки по следующим условиям:
SCmin ≥ SKmin; SCmax ® SKmax
3.1 Выбор основного отклонения по условиям:
для системы отверстия CH — |es| ≥ SKmin
для системы вала Ch — EI ≥ SКmin
3.2 Определение наименьшего стандартного зазора:
SСmin = EI – es
для системы отверстия CH — EI = 0
для системы вала Ch — es = 0
3.3 Определение допусков на изготовление деталей, исходя из условия:
SKmax – SCmin ® ITD + ITd
По таблице находится сумма допусков отверстия и вала, равных или отличающихся на один квалитетов, больший из которых назначается на отверстие, как деталь более сложную в обработке.
3.4 Определение предельных отклонений:
ei = es – ITd; ES = EI + ITD
3.5 Определение наибольшего предельного зазора в посадке:
SCmax = ES – ei
3.6 Построение схемы расположения полей допусков с указанием предельных отклонений и зазоров.
4 Определение параметров шероховатости и наиболее приемлемых технологических процессов при обработке деталей.
4.1 Определение среднего арифметического отклонения профиля шероховатости отверстия и вала:
RaD £ Kф × Kк × ITD; Rad £ Kф × Kк × ITd,
где Kф — коэффициент, зависящий от допуска формы, Kф = 0,5; Kк — коэффициент, зависящий от квалитета точности, Kк = 0,09 для квалитетов 3...7, Kк = 0,07 для квалитетов 8...9, Kк = 0,05 для 10 квалитета и выше.
Полученные значения округляются по таблице до стандартных, для вала — до ближайшего большего, для отверстия — до ближайшего меньшего.
4.2 Наиболее приемлемые способы обработки отверстия и вала определяются по таблице в зависимости от их квалитета точности и стандартного значения отклонения профиля шероховатости.
| <== предыдущая лекция | | | следующая лекция ==> |
| ВОЛНИСТОСТЬ И ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ | | | Банковская операция. Сущность и классификация. |
Дата добавления: 2020-03-21; просмотров: 1605;
Поиск по сайту
Узнать еще
- I. Гидрометаллургические методы
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- II. Методы исследования истории медицины.
- II. Пирометаллургические методы.
- II.II. Репродуктивные методы.
- II.III. Частично - поисковые или эвристические методы.
- II.V. Проблемные методы обучения.
- III. Методы изучения коллектива.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
