Системы координат и трансформации.
Для однозначного определения движений формообразования в пространстве, необходимо «привязать» их к определенной точке – началу системы координат. Для удобства программирования станка с ЧПУ применяются следующие системы координат:
1) MCS (Machine Coordinate System) – машинная система координат. Все движения рабочих органов станка задаются системой ЧПУ относительно данной системы координат;
2) BKS (Basic Kinematic System) – базовая кинематическая система. Располагается производителем станка относительно характерного рабочего органа (например относительно стола на фрезерном ОЦ);
3) WCS (Workpiece Coordinate System) – система координат детали. Относительно данной системы координат осуществляется написание УП программистом. Назначается командами G54-57. Отсчитывается системой ЧПУ относительно BKS;
4) TCS (Tool Coordinate System) – система координат инструмента. Относительно данной системы координат осуществляется привязка режущего инструмента. К данной точке направлен вектор от MCS;
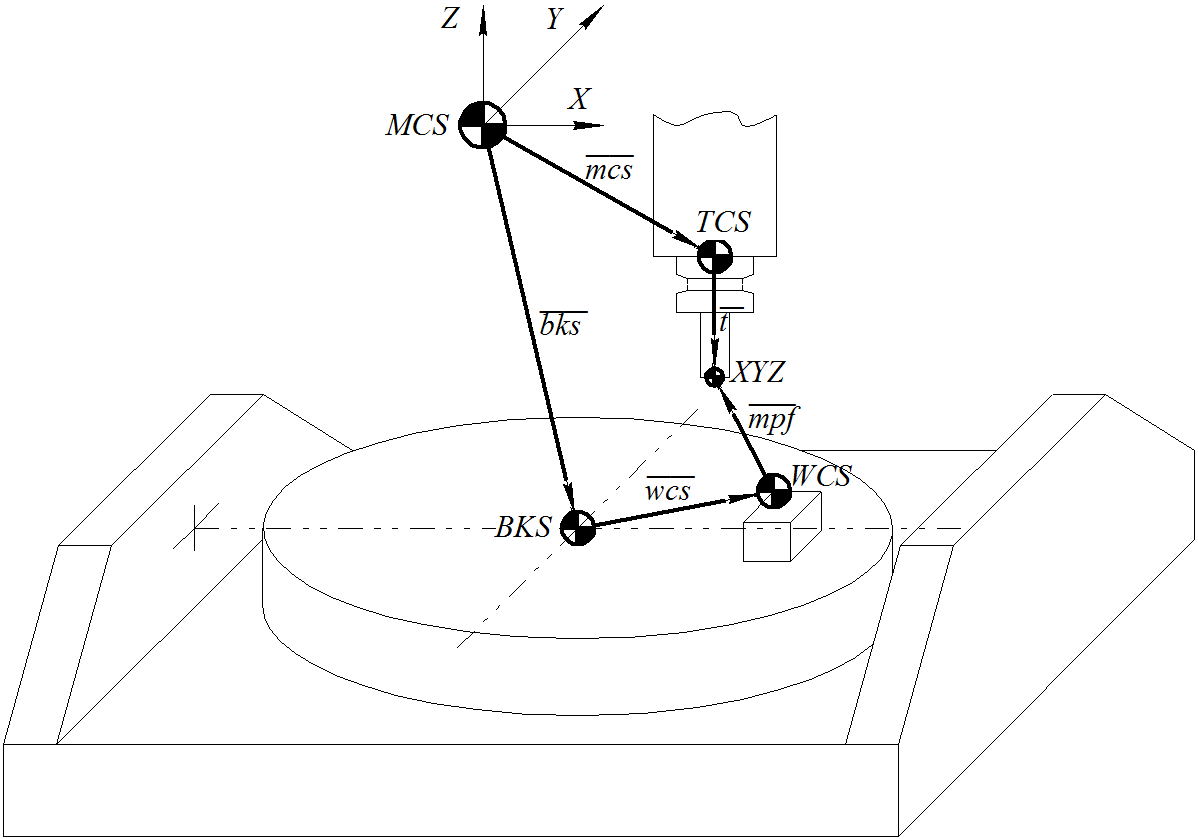
MCS + TCS – Ф – WCS – BKS = 0
Большинство современных систем ЧПУ позволяют трансформировать систему координат для более удобного программирования однотипных элементов (на примере Sinumerik):
1) Перенос СК – система фреймов (TRANS);
2) Поворот СК (ROT);
3) Масштабирование (SCALE);
4) Отражение (MIRROR);
Цели и задачи CAM-системы. Обзор современных CAM-систем
Подготовка любого производства состоит из научного, организационного, конструкторского и технологического этапов.
Технологическая подготовка включает комплекс работ, обеспечивающих наиболее эффективное применение новых, высокопроизводительных технологических процессов (ТП) с использованием передовых достижений науки и техники на базе максимальной механизации и автоматизации. Заключительным этапом технологической подготовки производства является разработка управляющей программы (УП) и наладка обрабатывающего оборудования.
CAM-система (англ. Computer-aided manufacturing) – компьютерное средство проектирования процессов формообразования.
| CAM-система |
| 3D-модель детали с ТТ |
| Режущий инструмент |
| траектория |
| Постпроцессор |
| УП |
ЦельюCAM-системы является эффективная подготовка производства изделия на заданном оборудовании. Для достижения данной цели современные CAM-системы должны решать следующие задачи:
1) создание 3D-модели заготовки;
2) выбор режущего инструмента для каждой операции либо его предварительное проектирование;
3) генерация траектории движения режущего инструмента;
4) проверка и отладка траектории движения инструмента на основе средств визуализации и контроля;
5) генерация УП;
6) проверка УП на основе средств визуализации и контроля.
Современные CAM-системы должны отвечать ряду требований:
· поддержка большинства форматов 3D-моделей изделий (.igs; .stp; .dwg и т.д.);
· наличие инструментов геометрического построения;
· возможность создания и использования шаблонов траекторий;
· наличие пополняемой базы РИ с рекомендациями по выбору режимов обработки;
· возможность генерации карт наладки;
· наличие инструментария по созданию постпроцессоров.
CAM-системы можно классифицировать по следующим признакам:
1. по уровню интеграции с CAD:
1.1. автономные (PowerMill, Esprit и т.д.);
1.2. встроенные (CamWorks – SolidWorks, HSM Express – Inventor и т.д.);
2. по наличию модулей видов механообработки:
2.1. токарный (FeatureCam);
2.2. фрезерный (PowerMill);
2.3. эрозионный (CamWorks);
2.4. фрезерный установ на токарном обрабатывающем центре (CamWorks);
3. по поддержке многоосевой обработки (для фрезерования):
3.1. 2.5-осевые (Гемма);
3.2. 3-осевые (HSM Express);
3.3. 3+2-осевые;
3.4. 5-осевые (PowerMill);
Стратегия обработки – набор методов и правил, по которым происходит генерация траектории движения инструмента. Стратегия обработки определяет, каким образом будет осуществляться движение режущего инструмента относительно обрабатываемой поверхности. Как следствие, она определяет, как будет осуществляться снятие напуска и припуска с заготовки и формообразование поверхности.
В большинстве своем стратегии обработки делятся на следующие группы:
1. По типу операции:
1.1. Черновые – съем большого количества материала с многократными проходами при предварительном формообразовании (выборка напуска);
1.2. Чистовые – съем малого количества материала при окончательном формообразовании (снятие припуска после черновой);
1.3. Доработка уступов и углов – съем материала в труднодоступных местах после предыдущей обработки инструментом большего диаметра;
2. По количеству одновременно управляемых на станке осей:
3.5. 2.5-осевые;
3.6. 3-осевые;
3.7. 3+2-осевые;
2.1. 5-осевые;
3. По схеме формирования профиля:
3.1. Профильная – траектория формируется путем построения эквидистант к окончательному профилю;
3.2. Генераторная – траектория формируется путем построения переменных контуров, переходящих от контура заготовки к контуру детали;
3.3. Растровая – построчная выборка материала с обводом формируемой поверхности;
4. По способу перехода:
4.1. Послойные;
4.2. С оптимизированной высотой перехода;
4.3. Спиральные
5. По обеспечению условий резания:
5.1. Реализующие принципы силового резания (High Removal Rate Machining) – большие сечения срезаемого слоя при малых скоростях резания, высокий объем съема металла в минуту;
5.2. Реализующие принципы скоростного резания (High Speed Cutting) – малые сечения срезаемого слоя при высоких скоростях резания, большие минутные подачи, спиралевидная траектория.
Важными элементами траектории движения инструмента помимо рабочих ходов являются подводы, отводы и переходы. Они могут быть прямыми, наклонными, перпендикулярными, по дуге, касательные и т.д. Особое внимание следует уделять именно подводам, так как при подводах инструмент испытывает наибольшее нагружение. Некоторые осевые инструменты имеют возможность наклонного, вертикального врезания, а также врезания по спирали.
| <== предыдущая лекция | | | следующая лекция ==> |
| Общие сведения адсорбционной очистки газов. | | | Шпоночные и шлицевые соединения. |
Дата добавления: 2020-03-21; просмотров: 1149;
Поиск по сайту
Узнать еще
- A. Узагальнені координати і узагальнені швидкості та прискорення
- B). Система относительных координат.
- F45.38 другие органы или системы
- I. История возникновения и развития классно-урочной системы.
- I. Развитие Донбасса в условиях кризиса феодально-крепостнической системы
- I. Создание системы управленческого учета.
- III. Филогенез эндокринной системы.
- IV. Движение поездов при неисправности электрожезловой системы и порядок регулировки количества жезлов в жезловых аппаратах

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
