Обработка металлов резанием
Металлорежущие станки:
Токарные, сверлильные, фрезерные, строгальные, разрезные, зубо- и резьбообрабатывающие, шлифовальные, полировальные, вспомогательные.
Обрабатываемые поверхности:
Плоские, цилиндрические, конические, фасонные, сложной формы (зубья, кулачки и др.).
Движение рабочих органов станков:
а) основное – при котором снимается слой материала. Оно состоит из главного движения и движения подачи;
б) вспомогательное – подвод и отвод режущего инструмента.
Элементы резания:
1. Обрабатываемая поверхность.
2. Поверхность резания.
3. Обработанная поверхность.
| t – глубина резания, S – подача (перемещение резца за один оборот), b – ширина срезаемого слоя, а – толщина срезаемого слоя, ƒ – площадь поперечного сечения стружки. |

Элементы геометрии резца:
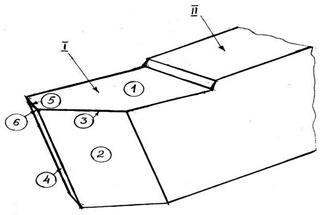
| I. Головка. II. Тело резца. 1) Передняя поверхность 2) Задняя поверхность 3) Главная режущая кромка 4) Вспомогательная задняя поверхность 5) Вспомогательная режущая кромка 6) Вершина резца |
Режущие свойства резца зависят от его геометрии, т.е. углов заточки.
Углы резца измеряются от основной плоскости (горизонтальной, параллельной продольной и поперечной подаче) и плоскости резания (касательной к поверхности резания и проходящей через главную режущую кромку).
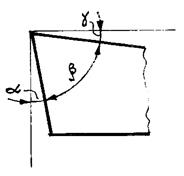
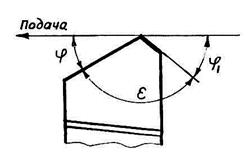
| α – главный задний угол (~8 %) – способствует уменьшению трения при резании; β – угол заострения; γ –главный передний угол – облегчает процесс образования стружки; φ – главный угол; ε – угол при вершине резца; φ1 – вспомогательный угол; λ - угол наклона передней поверхности, влияет на направление схода стружки. |
При резании возникает сложная деформация металла (смятие, сдвиг, срез сопровождаемый трением). При этом возможно образование трех видов стружки:
а) сливная – непрерывная спиральная лента (вязкие металлы);
б) скалывания (менее вязкие);
в) надлома – отдельные частицы неправильной формы (хрупкие металлы).
Режимы резания:
а) скорость резания – путь пройденный в минуту точкой лежащей на обрабатываемой поверхности – характеризует производительность. По ней устанавливается частота вращения шпинделя станка;
б) сила резания и мощность при точении – необходимы для расчёта привода и мощности двигателя.

1) Точение – выполняют на станках токарной группы. Виды работ:
обтачивание черновое и чистовое цилиндрических, конических, торцевых, фасонных поверхностей; подрезание и отрезание; возможно также: сверление, растачивание отверстий, нарезание резьбы.
Станки – токарно-винторезные, револьверные, многорезцовые, карусельные, лобовые и др.
Основные части токарно-винтового станка:
Станина, передняя бабка с коробкой скоростей, суппорт с фартуком, задняя бабка, механизм передачи движения от шпинделя к суппорту (включает: коробку подач, ходовой винт и ходовой валик).

2) Сверление – выполняется спиральными, перовыми, центровочными и свёрлами глубокого сверления.
Зенкерование – обработка резанием стенок отверстий. Различают зенкеры: для расширения отверстий, для получения цилиндрических и конических углублений, для зачистки торцевых поверхностей.
Развёртывание – обработка стенок отверстий для получения высокой точности и чистоты поверхности.
Виды станков – вертикально- и радиально сверлильные, расточные и специальные.


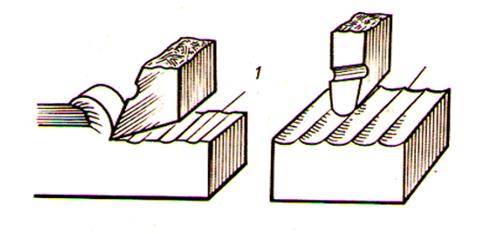
3) Фрезерование – обработка металлов многолезвийным режущим инструментом – фрезой. Фреза имеет главное вращательное движение, а обрабатываемая заготовка – поступательное (подача).
Виды фрез:
а) цилиндрические и торцевые – для обработки плоскостей;
б) дисковые, пазовые, угловые, Т- образные – для изготовления пазов и шлицов;
в) фасонные, модульные, червячные – для изготовления зубчатых колес;
г) отрезные (пилы).
Виды станков:
горизонтально-, вертикально-, продольно- и копировально-фрезерные.

4)Строгание– выполняется резцами на продольно-, поперечно-строгальных и долбёжных станках.
5) Протягивание– механическая обработка многолезвийными инструментами - протяжками, на протяжных станках.

5)Шлифование – обработка поверхностей абразивными инструментами.
Применяют и для обдирочных работ и как отделочную операцию.
Виды работ при шлифовании: плоское, круглое наружнее, круглое внутреннее,
Абразивные инструменты – самозатачивающиеся. Применяют абразивы естественные и искусственные:
а) электрокорунд – кристаллический оксид алюминия;
б) карборунд – карбид кремния;
в) карбид бора;
г )алмазы (естественные и искусственные).
Виды связки: керамическая, вулканитовая, бакелитовая.


6) Отделочные операции:
а) хонингование – применяется для обработки стенок отверстий (цилиндры ДВС);
 Головка (хон) оснащена выдвижными мелкозернистыми абразивными брусками и совершает одновременно вращательное и возвратно-поступательное движение;
Головка (хон) оснащена выдвижными мелкозернистыми абразивными брусками и совершает одновременно вращательное и возвратно-поступательное движение;
б) суперфиниширование – применяется при наружной обработке цилиндрических поверхностей. Головка оснащена абразивными брусками совершающими возвратно-поступательное движение (ход 2…5 мм, частота 250 … 1200 ходов в минуту), а заготовка одновременно вращается и движется возвратно-поступательно;

в) притирка – производится абразивными порошками смешанными со смазкой и нанесёнными на поверхность притиров.

| 
|
7) Электрическая и ультразвуковая обработка:
а) электроискровая – основана на эрозии (т.е. разрушении) металлов искровыми разрядами;
б) ультразвуковая – применяется для получения отверстий, канавок, резьбы и отделки поверхностей твёрдых и хрупких металлов.
Дата добавления: 2020-03-21; просмотров: 818;
Поиск по сайту
Узнать еще
- I этап – обработка протокола
- II. Предстерилизационная обработка.
- II. Физико-химические, восстановление металлов из их оксидов или карбидов.
- А. Первичная обработка исходной статистики
- АВТОМАТИЗИРОВАННАЯ ОБРАБОТКА ДАННЫХ В СЛУЖБЕ ПРИЕМА И РАЗМЕЩЕНИЯ
- Автоматизированная обработка информации.
- Автоматизированная обработка информации.
- Аналитическая обработка данных. Средства On-Line Analytic Processing (OLAP)

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
