Первичная переработка алюминия-сырца
После шихтовки металл из ковшей переливается в миксеры. Заливку металла производят через карманы миксера. После заполнения миксера поверхность металла обрабатывается флюсом из расчёта 1 кг на тонну жидкого металла. Флюс равномерно рассыпают по поверхности металла и после небольшой выдержки с поверхности снимают шлак. Далее металл разливается в небольшие чушки или Т-образные слитки, предназначенные для повторной переплавки потребителем, либо в слитки для дальнейшего использования (протяжка, прокат т.д.) без повторной переплавки. Выпуск более дорогих по стоимости полуфабрикатов позволяет алюминиевому заводу улучшить экономические показатели производства.
Большая часть алюминия производится в виде переплавляемых видов изделий (небольших чушек и Т-образных слитков). Как правило, это не означает, что предприятие не готово к более глубокой переработке первичного металла. Однако известно, что большинство потребителей стремится получить первичный алюминий в чушках и самостоятельно подготовить металл с учётом специфики собственного производства. Тем не менее, производство полуфабрикатов, т.е. изделий не подлежащих повторной переплавке, постоянно возрастает.
С целью получения товарного металла на алюминиевых заводах используются следующие способы литья:
1. Наполнительное литьё малогабаритных чушек массой 15,0-22,5 кг из технического алюминия (марок А8, А7, А6, А5 по ГОСТ 11069) и литейных сплавов на его основе типа алюминий-кремний (например, силумин, сплав А356.2 и др.).
2. Полунепрерывное литьё крупных Т-образных слитков для повторной переплавки, а также плоских и цилиндрических слитков (1ххх, 6ххх, 5ххх по системе АSTM, США), которые без повторной переплавки направляются потребителю для дальнейшей механической обработки.
3. Совмещённое литьё-прокатка. По этой технологии жидкий металл подаётся на кристаллизатор литейного устройства (литейное колесо или валки), которое превращает жидкий металл в твёрдую заготовку заданной геометрии. В ходе дальнейшего технологического процесса в этом же комплексе заготовка подвергается пластической обработке с получением катанки диаметром от 9 до 24 мм, листа толщиной до 20 мм, шириной до 2000 мм в виде рулона и др. Рулонная заготовка в последующем используется в станах холодной прокатки для придания готовому листу требуемых по толщине размеров.
Рассмотрим эти способы литья более подробно.
Наполнительное литьё
Этот способ литья применяется на алюминиевых заводах для получения товарного продукта в виде мелких чушек из технического алюминия и сплавов на его основе.
Отливка малогабаритных чушек осуществляется на агрегатах в составе миксера с электрическим обогревом вместимостью 15-30т и одного или двух конвейеров производительностью 4-7т/ч каждый. Разливочный конвейер устанавливается рядом с раздаточным миксером.
Температура литья устанавливается в пределах 680-740ºС. Из лётки миксера струя металла поступает через поворотный лоток в движущуюся изложницу разливочного конвейера. После заполнения изложницы с поверхности жидкого металла стальной лопаткой снимают окисную плёнку, а лоток перемещается на следующую изложницу. Готовые чушки маркируются с указанием товарного знака, номера миксера, номера плавки и номера пакета.
После опрокидывания изложницы чушка разгружается и поступают на приёмное устройство машины для механизированной укладки их в штабели. Если чушки получаются с открытой усадочной раковиной, то литьё прекращается, а металл подвергается дополнительному отстою. Бракованные чушки переплавляются в ковшах или миксере.
Геометрия чушек рассчитана таким образом, что при укладке их в штабель последний получает устойчивость против развала за счёт сцепления выступов и углублений в каждой укладываемой чушке. Для большей устойчивости при транспортировке штабель обвязывается стальной лентой или алюминиевой катанкой с помощью специального приспособления.
Полунепрерывное литьё габаритных слитков
Этим способом производят слитки из алюминия и деформируемых сплавов для последующей механической обработки без повторной переплавки. Установки для полунепрерывного литья состоят из электрических стационарных или поворотных миксеров различной вместимости по жидкому алюминию (от 30 до 120 т) и литейной машины для литья одного или одновременного нескольких слитков. МГД-перемешиватель, установленный в специальное гнездо миксера, обеспечивает перемешивание и усреднение металла под воздействием бегущего магнитного поля.
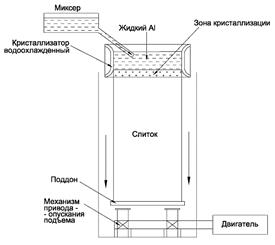
Участок оснащается дисковой или ленточной пилой для резки охлажденных слитков на мерные части, а также оборудованием для их упаковки, маркировки и штабелирования. Готовые слитки отправляются для дальнейшей переработки заказчику. Принципиальная схема литейной машины полунепрерывного литья показана на рис 10.1. Литейная машина имеет следующие основные узлы:
- установка рафинирования металла (ПАЛ, СНИФ или аналогичная система), предназначенная для рафинирования алюминия от натрия, водорода и неметаллических включений;
- камера фильтрации с пенокерамическим фильтром, вставленным в металлотракт распределительного желоба;
- система охлаждения кристаллизатора водой;
- установка подачи лигатурного прутка, предназначенная для непрерывного и плавного введения прутковой лигатуры в расплав для модифицирования кристаллической структуры слитков;
- литейный стол, на который крепится коллектор с кристаллизаторами;
- платформа с поддонами;
- система привода платформы (цепная, тросовая, гидравлическая);
- пульт управления.
Литейная машина должна быть снабжена средствами измерения скорости литья, длины отливаемых слитков, давления (расхода) воды.
Металл из миксера после прохождения системы очистки поступает в водоохлаждаемый кристаллизатор, где охлаждается и затвердевает. Кристаллизатор подпирается снизу поддоном, который по мере затвердевания слитка равномерно опускается вниз с помощью цепного или гидравлического привода. Слиток непрерывно наращивается по высоте. При достижении заданной высоты слитка подача металла в кристаллизатор прекращается и готовый слиток извлекается из литейного устройства.
| Рис. 10.1. Машина полунепрерывного литья больших слитков |
На рис. 10.2 приведена схема литейной машины с цепным приводом, предназначенная для отливки одного или нескольких слитков длиной 5,1м.
Плита поддона передвигается с помощью цепной передачи. Поддон опускается строго вертикально, вместе с поддоном опускаются и затвердевшие слитки, образовавшиеся в кристаллизаторах.
Сечение слитка (плоский, квадратный или круглый) определяется геометрией водоохлаждаемого кристаллизатора, изготовленного из меди или другого теплопроводящего материала. Через стенку кристаллизатора передаются значительные тепловые потоки от расплавленного металла к охлаждающей воде, что обеспечивает эффективное охлаждение слитка.
При литье нескольких слитков с использованием одной лётки металл попадает в распределительную литейную чашу, а затем через раздельные носки подаётся в кристаллизаторы под зеркало металла. Для уменьшения загрязненности поверхности металла желательно отливать каждый слиток из отдельной раздаточной втулки (стакана). Это целесообразно делать при литье крупных слитков. Во всех случаях нужно стремиться максимально сократить расстояние от лётки до кристаллизатора.
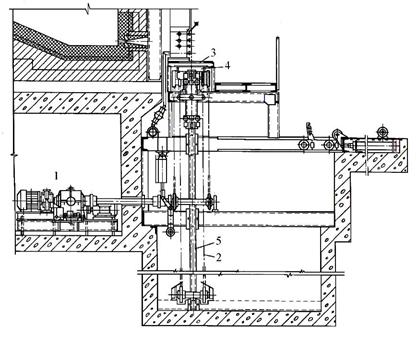
Рис. 10.2 Литейная машина с цепным приводом:
1-привод; 2-цепь; 3-плита для установки кристаллизатора;
4-опускающийся поддон; 5-направляющие
Для уменьшения дефектов литья слитков большое значение имеет поддержание постоянного уровня расплава в кристаллизаторе. Регулировка его производится вручную или более точно автоматически. Существует несколько способов автоматического регулирования уровня металла.
На рис. 10.3 показана схема системы регулирования уровня расплава в кристаллизаторе с помощью поплавка, хорошо зарекомендовавшей себя при литье слитков большого и среднего сечений. Уровень металла в кристаллизаторах не должен доходить до верхней его кромки на 30-40мм, что обеспечивает затопление нижней части носков на 10-15мм. Поверхность металла в кристаллизаторе поддерживается чистой, без шлака. Недопустимо нарушение целостности оксидной плёнки на поверхности металла. Плёнка должна непрерывно двигаться от центра к периферии. Для уменьшения смачивания поверхности носков и поплавков металлом их перед началом литья припудривают криолитом. На пути от лётки до кристаллизатора не допускается большой перепад и бурление металла.
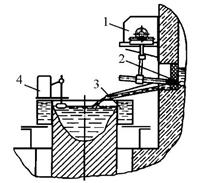
| Рис. 10.3. Система регулирования уровня металла для литья слитков 1-исполнительный механизм; 2-лёточное отверстие; 3-кристаллизатор; 4-датчик |
Скорость литья слитков должна быть в пределах
45-60 мм/мин при температуре металла в миксере порядка 700ºС. Правильно организованная подача металла из миксера в кристаллизатор имеет большое значение для получения качественного слитка. При нарушении технологии качество слитка ухудшается вследствие попадания в него окисных плёнок с поверхности металла.
При достижении заданной высоты слитка, которую контролируют специальным датчиком, лётку закрывают и подачу металла прекращают. Охлаждение кристаллизатора водой прекращают после окончания поступления в него металла и полного затвердевания отливки. Слитки опускают ниже кристаллизаторов так, чтобы была возможность свободного их извлечения. После высвобождения слитка его с помощью захвата и подъёмного механизма извлекают и вывозят к месту дальнейшей обработки.
Слиток обрезается дисковой или циркулярной пилой с донного и литникового торцов и далее разрезается на отдельные секции, готовые к прокату. По такой же технологии выпускаются слитки прямоугольной формы. Высота обрезаемой части с нижнего конца слитка должна быть в пределах 300-500мм, что гарантирует удаление той части слитка, которая образовалась в начале процесса и имела не устоявшуюся кристаллическую структуру. Высота верхнего обреза существенно меньше и имеет целью удалить усадочную часть слитка, образующуюся на выходе из кристаллизатора при завершении литья.
Обязательным условием производства следует считать получение слитка, свободного от дефектов структуры, однородного по химическому составу, с одинаковыми механическими и физическими свойствами по всему объёму изделия. Структура твёрдого изделия после затвердевания расплава показана на нескольких примерах (рис. 10.4).
Структура может быть представлена столбчатыми кристаллами, которые начинают расти от стенки кристаллизатора и протягиваются вглубь до центра слитка (рис. 10.4а). Однако наиболее желательна структура, когда сплавы затвердевают с образованием мелких однородных кристаллов (рис 10.4б.). Разноосные зёрна этих кристаллов имеют случайную ориентировку и одинаковые размеры во всех направлениях. Это способствует образованию однородного (гомогенного) по химическому составу и физическим свойствам материала.
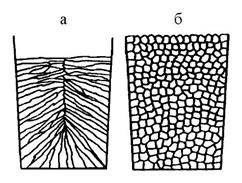
| Рис. 10. 4. Тип структуры слитков: а – столбчатые кристаллы; б – равноосные кристаллы |
Слитки с мелкозернистой структурой (см. рис.10.4,б) обладают рядом других преимуществ по сравнению со слитками с крупнокристаллической структурой (см. рис 10.4,а), в том числе:
- имеют более высокие пределы прочности и удлинения, что положительно сказывается на процессе пластической деформации;
- менее склонны к образованию трещин при затвердевании, поэтому литьё можно вести на повышенных скоростях;
- имеют более высокие механические свойства и повышенную плотность.
Эффект измельчения зерна достигается модифицированием сплава небольшими добавками тугоплавких металлических соединений, например диборида титана TiB2. Для получения требуемого измельчения зерна необходимо равномерное распределение частиц образующихся интерметаллидов тугоплавких металлов по объёму модифицируемого сплава.
Дефекты, образующиеся как на поверхности, так и внутри слитков, можно разделить на две группы. Первая из них – это поверхностные дефекты. К ним относятся дефекты геометрии слитка, точечные и штриховые выступы и раковины на поверхности слитка, продольные складки. Вторая – это пористость, оксидные и твёрдые неметаллические включения (грубые включения в виде шлака и мелкодисперсных частиц оксидной плёнки).
Для удовлетворения повышенных требований к качеству слитков применяют кристаллизаторы новых поколений. Один из них базируется на использовании так называемого принципа «Айр-Слип», основанного на создании газовой прослойки между стенкой кристаллизатора и жидким металлом, что даёт возможность избежать прямого контакта металла и стенки кристаллизатора. Это позволяет получить улучшенное качество поверхности слитка, без задиров и раковин.
Возможно применение литья слитков в электромагнитном поле. Жидкий металл в кристаллизаторе подвергается воздействию пульсирующего электромагнитного поля индуктора. При этом он испытывает силовое воздействие, возникающее в результате взаимодействия вихревых токов, наведенных в металле, с полем индуктора. Процесс литья сводится к формированию жидкой зоны, имеющей в поперечном сечении форму слитка. Масса жидкого металла удерживается от растекания электромагнитными силами, не образует прямого контакта со стенкой кристаллизатора, непрерывно затвердевает и отводится вниз. На границе раздела твердой и жидкой областей в кристаллизаторе образуется фронт кристаллизации, где в результате интенсивного электромагнитного перемешивания формируется мелкодисперсная структура слитка.
Начиная с 90-х годов, при литье слитков из технического алюминия и сплавов стали применять поворотные электрические миксеры вместимостью 60-100 т и более жидкого металла и гидравлические вертикальные литейные машины мощностью до 100т, с помощью которых можно за один цикл слить весь приготовленный в миксере металл.
Преимуществом поворотного миксера можно считать возможность поддерживать постоянный уровень металла в литейном желобе. Контроль уровня производится с помощью фотометрического датчика, установленного над желобом. По сигналу, поступающему от датчика, осуществляется автоматизированное управление поворотом миксера и дозированная подача жидкого металла в литейный желоб. В ячейках желоба устанавливаются пористые керамические фильтры для улавливания неметаллических включений. На предприятиях с большим объёмом литейного производства используются мощные литейные комплексы, оснащённые оборудованием для подготовки металла к литью и автоматизированной системой управления, как показано на рис. 10.5.
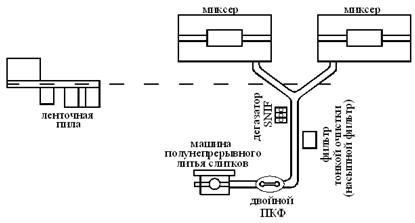
Рис. 10.5. Современный литейный комплекс большой мощности.
Всё изложенное выше позволяет получать габаритные слитки повышенного качества, соответствующие следующим нормативным документам:
ГОСТ-9498 - слитки алюминиевые плоские для проката;
ГОСТ-23855 - слитки цилиндрические из алюминиевого
сплава АД31;
ГОСТ-19437 - слитки алюминиевые цилиндрические;
ГОСТ-4784 - алюминий и алюминиевые сплавы
деформируемые,
а также специальным техническим условиям по контрактам, заключаемым с отечественными и зарубежными фирмами.
Методы контроля качества полученных изделий заключаются в определении кристаллической структуры слитка, количественном определении неметаллических примесей и в обнаружении связанных с ними дефектов. Применяемые методы контроля позволяют обнаружить как наружные, так и внутренние дефекты в слитках и изделиях. Внутренние дефекты в изделиях могут быть выявлены после механической или электрохимической обработки срезов слитков. Степень выявления дефектов при микроконтроле можно повысить, применяя травители. Дополнительную информацию по качеству и структуре слитков и изделий даёт анализ излома темплетов.
Литьё крупногабаритных переплавляемых слитков
Отливка переплавляемых Т-образных слитков производится на агрегатах в составе миксера и машины полунепрерывного литья. Исходным материалом для производства Т-образных чушек является первичный алюминий и его сплавы. Металл из лётки миксера по желобу и через систему фильтрации подается в кристаллизатор литейной машины. Подачу металла из миксера регулируют перекрытием лётки с помощью стальной пики с мягкой обмоткой на конце. Температура металла в миксере поддерживается в пределах 690-730ºС. Другие операции по литью габаритных Т-образных слитков аналогичны представленным в предыдущем разделе операциям полунепрерывного литья.
Требования, предъявляемые к технологии получения переплавляемых слитков, не столь жесткие, как для не переплавляемых видов. Однако в части химического состава, наличия неметаллических включений и газа, усадочных раковин и других дефектов, они лимитируются условиями конкретных договоров и контрактов.
Совмещенные процессы литья-прокатки
Этим способом получают готовые профили, полосы, катанку и другие изделия с малым сечением и большой длинной. Сущность совмещённого процесса литья и прокатки заключается в формировании из жидкого металла непрерывной заготовки в движущемся кристаллизаторе с последующим совмещённым прокатом её в этом же агрегате до изделия малого сечения.
Большое распространение на алюминиевых заводах получило производство алюминиевой катанки – исходного прутка для производства электротехнического провода. Машина для непрерывного литья и проката катанки (НЛП-АК) в составе миксера, литейного агрегата, машины бесслитковой прокатки, летучих ножниц и наматывающей машины схематически показана на рис. 10.6.
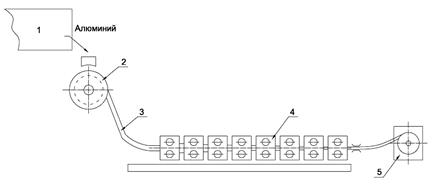
Рис. 10.6. Схема машины непрерывного литья и проката алюминиевой катанки
Технологические операции на агрегате НЛП-АК выполняются в следующей последовательности. Металл из миксера 1 поступает на установку рафинирования металла (ПАЛ, СНИФ или аналогичную другую), где производится рафинирование алюминия от натрия, водорода и неметаллических включений. Далее через систему желобов и камеру фильтрации алюминий поступает в медный дисковый кристаллизатор 2, где по мере вращения литейного колеса непрерывно формируется заготовка 3. Далее заготовка поступает в прокатный стан с редукторами и клетями 4, оснащенными роликовыми протяжными устройствами, калиброванными с таким расчетом,
чтобы после каждой клети диаметр заготовки снижался до заданного значения.
Из последней клети выходит готовая катанка со стандартным диаметром, например 9,2мм. Катанка поступает на наматывающее устройство карусельного типа (моталку) 5 с двумя шпулями. После заполнения одной бухты катанка обрезается с помощью летучих ножниц, установленных перед моталкой, а выходящий из последней клети конец автоматически перекидывается на другую шпулю для намотки следующей бухты.
На рис. 10.7 показана более детальная схема литейной части агрегата НЛП-АК. Основу её составляет водоохлаждаемое литейное колесо 7, по внешнему ободу которого располагается собственно желоб-кристаллизатор. Рабочая лента 3 обжимает литейное колесо и создаёт пространство для кристаллизации жидкого металла. Усилие натяжения ленты создаётся пружинным устройством.
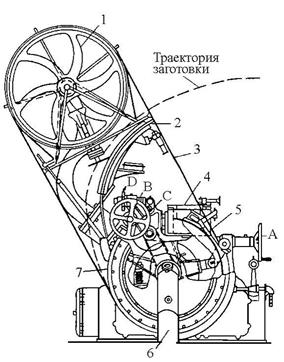
| Рис. 10.7. Схема литейной машины агрегата НЛП-АК 1-холостой шкив; 2-направляющий щиток; 3-рабочая лента; 4-металлоприёмник; 5-дозатор; 6-отводящая труба; 7-литейное колесо |
Узел подачи металла в кристаллизатор состоит из металлоприёмника 4 и дозатора 5 с регулируемым положением его относительно точки ввода жидкого металла. Кристаллизующаяся заготовка перемещается по кругу вместе с литейным колесом 7 и по направляющему щитку 2, затем выходит на рабочую траекторию по оси установки прокатных клетей.
Прокатные станы, устанавливаемые на агрегатах НЛП-АК, имеют в своём составе 13 и 17 клетей. Клети станов – преимущественно трёхвалковые с расположением валков под 120º один к другому. Валки имеют групповой привод. Калибровка валков выполняется по схеме: в первых клетях треугольник-шестигранник, в последних - треугольник-круг.
Впервые процесс непрерывного литья-проката появился в Италии на установках «Проперци», названных в честь их разработчика Иларио Проперци. На заводах России этот способ изготовления катанки нашёл широкое распространение и в целом удовлетворяет потребности электротехнической промышленности в получении заготовки для электрических проводов, заменив сложный процесс горячей прокатки вайербарсов сечением 100х100 мм, отливаемых ранее на алюминиевых заводах. Крупнейший в России изготовитель катанки – Иркутский алюминиевый завод.
Катанка изготавливается из алюминия марок А7Е и A5E, химический состав которых соответствует ГОСТ 13843, и из сплава АВЕ, ГОСТ 20967.
Катанку выпускают следующих марок:
АКЛМ-П - мягкая;
АКЛП-ПМ – полутвёрдая;
АКЛП-Т1, АКЛП-Т2, АКЛП-Т3 – твёрдая.
Идет освоение других современных процессов литья и прокатки, включая прокат широких полос из алюминия на системах Хантера и Хазелета, а также узких полос из алюминия на машинах роторного типа. Процессы непрерывного литья-прокатки получили широкое распространение и в зарубежной промышленности.
Дата добавления: 2016-06-18; просмотров: 5282;
Поиск по сайту
Узнать еще
- Анатомическое строение корней. Первичная и вторичная структура корня.
- Анаэробная переработка биомассы
- Вторичная переработка нефти
- ВЫСОКОТЕМПЕРАТУРНАЯ ПЕРЕРАБОТКА ТОПЛИВА
- Дезоксирибонуклеиновая кислота (ДНК). Первичная и вторичная структура нуклеиновых кислот.
- Добыча и переработка известняка
- Добыча, переработка сырья, помол сырьевой муки и гомогенизация
- Идиопатическая (первичная) мембранозная нефропатия (ИМН)

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
