Лекция 4. «Выбор способа получения заготовок. Технологические возможности основных способов получения заготовок. Основные принципы выбора способа получения заготовок».
Основные способы производства заготовок — литье, обработка давлением, сварка. Способ получения той или иной заготовки зависит от служебного назначения детали и требований, предъявляемых к ней, от ее конфигурации и размеров, вида конструкционного материала, типа производства и других факторов.
Литьем получают заготовки практически любых размеров как простой, так и очень сложной конфигурации. При этом отливки могут иметь сложные внутренние полости с криволинейными поверхностями, пересекающимися под различными углами. Точность размеров и качество поверхности зависят от способа литья. Некоторыми специальными способами литья (литье под давлением, по выплавляемым моделям) можно получить заготовки, требующие минимальной механической обработки.
Отливки можно изготавливать практически из всех металлов и сплавов. Механические свойства отливки в значительной степени зависят от условий кристаллизации металла в форме. В некоторых случаях внутри стенок возможно образование дефектов (усадочные рыхлоты, пористость, горячие и холодные трещины), которые обнаруживаются только после черновой механической обработки при снятии литейной корки.
Обработкой металлов давлением получают машиностроительные профили, кованые и штампованные заготовки.
Машиностроительные профили изготавливают прокаткой, прессованием, волочением. Эти методы позволяют получить заготовки, близкие к готовой детали по поперечному сечению (круглый, шестигранный, квадратный прокат; сварные и бесшовные трубы). Прокат выпускают горячекатаный и калиброванный. Профиль, не- обходимый для изготовления заготовки, можно прокалибровать волочением. При изготовлении деталей из калиброванных профилей возможна обработка без применения лезвийного инструмента.
Ковка применяется для изготовления заготовок в единичном производстве. При производстве очень крупных и уникальных заготовок (массой до 200...300 т) ковка — единственный возможный способ обработки давлением. Штамповка позволяет получить заготовки, более близкие по конфигурации к готовой детали (массой до 350...500 кг). Внутренние полости поковок имеют более простую конфигурацию, чем отливок, и располагаются только вдоль направления движения рабочего органа молота (пресса). Точность и качество заготовок, полученных холодной штамповкой, не уступают точности и качеству отливок, полученных специальными методами литья.
Обработкой давлением получают заготовки из достаточно пластичных металлов. Механические свойства таких заготовок всегда выше, чем литых. Обработка давлением создает волокнистую макроструктуру металла, которую нужно учитывать при разработке конструкции и технологии изготовления заготовки. Например, в зубчатом колесе, изготовленном из проката (рис. 4.1,а), направление волокон не способствует повышению прочности зубьев. При изготовлении заготовки штамповкой из полосы (рис. 4.1,6) или осадкой из прутка (рис. 4.1, в) можно получить более благоприятное расположение волокон
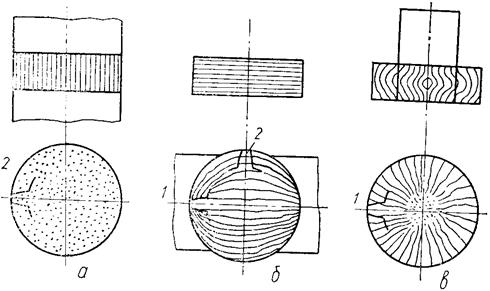
Рис. 4.1. Макроструктура зубчатых колес, изготовленных:
а — из проката; б — штамповкой из полосы; в — осадкой из прутка;
1— благоприятное и 2 — неблагоприятное расположение волокон
Сварные заготовки изготавливают различными способами сварки — от электродуговой до электрошлаковой. В ряде случаев сварка упрощает изготовление заготовки, особенно сложной конфигурации. Слабым местом сварной заготовки является сварной шов или околошовная зона. Как правило, их прочность ниже, чем основного металла. Кроме того, неправильная конструкция заготовки или технология сварки могут привести к дефектам (коробление, пористость, внутренние напряжения), которые трудно исправить механической обработкой.
Комбинированные заготовки сложной конфигурации дают значительный экономический эффект при изготовлении элементов заготовки штамповкой, литьем, прокаткой с последующим соединением их сваркой. Комбинированные заготовки применяют при изготовлении крупных коленчатых валов, станин кузнечно-прессового оборудования, рам строительных машин и т. д.
Перспективно в настоящее время получение заготовок из пластмасс и порошковых материалов. Характерной особенностью таких заготовок является то, что они по форме и размерам могут соответствовать форме и размерам готовых деталей и требуют лишь незначительной, чаще всего отделочной обработки.
Дата добавления: 2020-02-05; просмотров: 926;
Поиск по сайту
Узнать еще
- ОСНОВНЫЕ ТИПЫ И СВОЙСТВА НАПОЛЬНЫХ И БОРТОВЫХ СИСТЕМ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ
- I. Темы рефератов, соответствующие актуальным проблемам в содержании основных разделов программы курса
- I. Темы рефератов, соответствующие актуальным проблемам в содержании основных разделов программы курса «Философия и методология науки»
- II. Основные положения
- II. Основные характеристики микроскопа.
- II. Языкознание и его основные разделы.
- III. Биогеохимические циклы элементов и веществ (на примере основных биогенных элементов: углерод, азот, фосфор) и их количественные характеристики.
- III. Основные направления развития воспитания

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
