ПРИПУСКИ, НАПУСКИ И РАЗМЕРЫ
Припуск на механическую обработку— это слой металла, удаляемый с поверхности заготовки с целью получения требуемых по чертежу формы и размеров детали. Припуски назначают только на те поверхности, требуемые форма и точность размеров которых не могут быть достигнуты принятым способом получения заготовки.
Припуски делят на общие и операционные. Общий припуск на обработку — это слой металла, необходимый для выполнения всех необходимых технологических операций, совершаемых над данной поверхностью. Операционный припуск — это слой металла, удаляемый при выполнении одной технологической операции. Припуск измеряется по нормали к рассматриваемой поверхности. Общий припуск равен сумме операционных.
Размер припуска существенно влияет на себестоимость изготовления детали. Завышенный припуск увеличивает затраты труда, расход материала, режущего инструмента и электроэнергии. Заниженный припуск требует применения более дорогостоящих способов получения заготовки, усложняет установку заготовки на станке, требует более высокой квалификации рабочего.
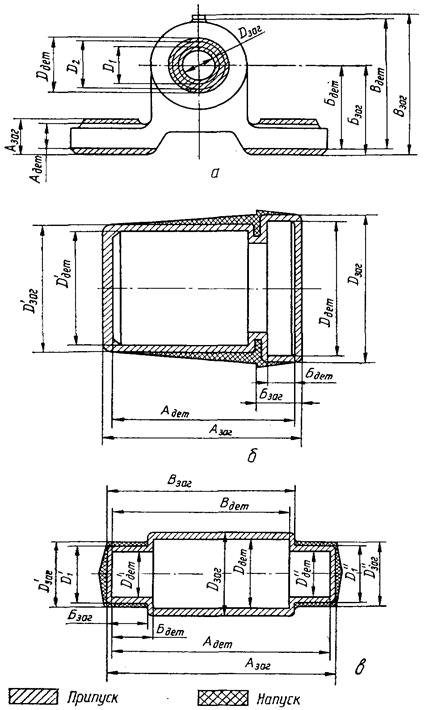
Рис. 3.1. Припуски, напуски и размеры корпуса подшипника (а), пробки (б) и вала (в):
A заг,Б заг, В заг, D загD'заг, D"заг — исходные размеры заготовки; Адет, Бдет, Вдет, D'дет,D"дет - размеры готовой детали; D1, D2, D'1, D"1 — операционные размеры заготовки
Кроме того, он часто является причиной появления брака при механической обработке. Поэтому назначаемый припуск должен быть оптимальным для данных условий производства.
Оптимальный припуск зависит от материала, размеров и конфигурации заготовки, вида заготовки, деформации заготовки при ее изготовлении, толщины дефектного поверхностного слоя и других факторов. Известно, например, что чугунные отливки имеют дефектный поверхностный слой, содержащий раковины, песчаные включения; поковки, полученные ковкой, имеют окалину; поковки, полученные горячей штамповкой, имеют обезуглероженный поверхностный слой.
Оптимальный припуск может быть определен расчетно - аналитическим методом, который рассматривается в курсе «Технология машиностроения». В отдельных случаях (например, когда еще не разработана технология механической обработки) припуски на обработку различных видов заготовок выбирают по стандартам и справочникам.
Действительный слой металла, снимаемый на первой операции, может колебаться в широких пределах, т. к. помимо операционного припуска часто приходится удалять напуск.
Напуск — это избыток металла на поверхности заготовки (сверх припуска), обусловленный технологическими требованиями упростить конфигурацию заготовки для облегчения условий ее получения. В большинстве случаев напуск удаляется механической обработкой, реже остается в изделии (штамповочные уклоны, увеличенные радиусы закруглений и др.).
В процессе превращения заготовки в готовую деталь ее размеры приобретают ряд промежуточных значений, которые называются операционными размерами. На рис. 3.1 на деталях различных классов показаны припуски, напуски и операционные размеры. Операционные размеры обычно проставляют с отклонениями: для валов — в минус, для отверстий — в плюс.
Дата добавления: 2020-02-05; просмотров: 931;
Поиск по сайту
Узнать еще
- III. Максимальные размеры взрывоопасных зон
- Вес и размеры слесарных молотков
- Виды и размеры карьерных полей
- Виды страхового обеспечения, их размеры, корректировка и индексация.
- Гибкость и размеры цепи
- и размеры пластин ОАО «Павлоградхиммаш».
- Конструктивные размеры корпусных деталей редуктора
- КОНСТРУКЦИИ, ТИПЫ, РАЗМЕРЫ ЗЕНКЕРОВ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
