Техническое обслуживание насосов: ремонт валов, подшипников и балансировка по ГОСТ
Техническое обслуживание насосов, валов и подшипников требует точного соблюдения нормативов и применения современных методов. Рассмотрим ключевые этапы ремонта, материалы и контроль качества для обеспечения долговечности оборудования.
1. Ремонт валов. Термомеханическая правка (рис. 6.4):
- Нагрев вала до 500–550°C с последующим нажимом траверсами на 3–4 часа.
- Допустимое биение после правки: ≤0.015 мм (прогиб — ≤0.0075 мм).
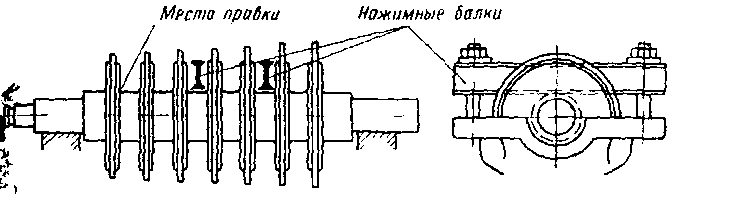
Рисунок 6.4. Правка вала термомеханическим способом
Восстановление шеек вала:
- Обточка и шлифовка при конусности/эллиптичности ≤0.04 мм.
Наплавка (рис. 6.5) при износе >2–3% от номинального диаметра:
- Последовательность: продольное наложение швов (1→2→3→4→5→6).
- Сварка по спирали для минимизации тепловой деформации.
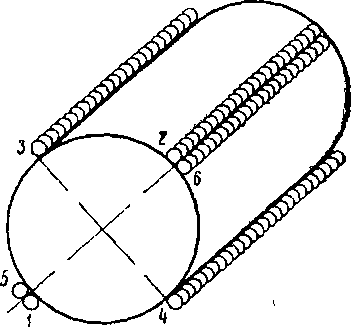
Рисунок 6.5. Наплавка изношенной шейки вала продольным наложением швов
2. Подшипники скольжения. Критерии замены баббита:
- Толщина слоя: <1.5 мм (для ДВС — <4 мм).
- Трещины, отслоение баббита, толщина прокладок ≤0.5 мм.
Этапы перезаливки:
1. Промывка вкладышей в керосине и травление в кислотах:
- 50% HCl или 10–15% H₂SO₄ — 10 мин.
- Обработка щелочью (20–30% NaOH/KOH) для чугунных вкладышей.
2. Лужение поверхности:
- Температура полуды: 320°C (третник), 285°C (олово), 380°C (Б-83).
- Контроль качества: равномерный тускло-серебристый цвет.
3. Заливка баббита (марки Б-82, БН, БТ) с защитой от окисления древесным углем.
Допустимые зазоры:
Радиальный зазор (зависит от диаметра вала):
- 50–80 мм → 0.1–0.16 мм.
- 80–120 мм → 0.12–0.20 мм.
- 180–250 мм → 0.2–0.4 мм.
Боковой зазор: половина радиального.
3. Балансировка роторов. Статическая балансировка:
- Проверка на призмах из стали Ст.5 с термообработкой.
- Устранение дисбаланса: удаление металла сверлением/фрезерованием (толщина стенки ≥3 мм).
Допустимое биение:
- Рабочие колеса → ≤0.2 мм.
- Защитные втулки → ≤0.03 мм.
- Уплотнительные кольца → ≤0.05 мм.
Динамическая балансировка: выполняется на специализированных заводах.
4. Ремонт муфт и коленчатых валов. Зубчатые муфты:
- Устранение вмятин и заусенцев на зубьях.
- Замена резиновых колец в полуэластичных муфтах.
Коленчатые валы:
- Шлифовка при эллипсности/конусности >0.001d + 0.05 мм.
- Допустимое уменьшение диаметра шеек: ≤0.03d.
5. Восстановление цилиндров и клапанов. Цилиндры поршневых насосов:
- Расточка при задирах и эллипсности.
- Максимальное уменьшение толщины стенки: ≤1/12 номинала.
Клапаны:
- Проточка седел на токарном станке с последующей притиркой.
Штоки и крейцкопфы:
- Металлизация и шлифовка изношенных поверхностей.
- Зазор между крейцкопфом и направляющей: 0.2–0.3 мм.
6. Ремонт газовых турбин и картеров. Цилиндры турбин:
- Заварка трещин после подготовки (сверление концов, травление 10% HNO3).
Картеры газомотокомпрессоров:
- Сварка трещин электродами УОНИ-13/45, УОНИ-13/55, ОММ-5 (диаметр 3–5 мм).
Ключевые рекомендации
- Используйте предиктивную диагностику для раннего выявления износа.
- Соблюдайте ГОСТ и API-стандарты при выборе материалов (баббиты, электроды).
- Внедряйте цифровые системы контроля (CMMS) для оптимизации ремонтов.
Дата добавления: 2018-05-10; просмотров: 1703;
Поиск по сайту
Узнать еще
- КАРТЕР, КОЛЕНЧАТЫЙ ВАЛ, ШАТУНЫ, ПОРШНИ И ЦИЛИНДРЫ
- Светодиодный матричный индикатор. Принцип работы
- СВЧ генератор (клистрон); 2, 4 – развязка (диодная); 3 – исследуемый объект; 5 – СВЧ детектор; 6 – индикатор.
- СВЧ генератор; 2 – разветвитель; 3 – исследуемый объект; 4 – образцовый фазовращатель; 5 – фазовый детектор; 6 – индикатор.
- Семисегментный индикатор.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
