Механические способы.
К механическим способам относятся: размол исходного материала в мельницах (шаровых, вихревых, вибрационных), бегунах. Эти способы используются для получения порошков твердых и хрупких материалов.
К этой группе способов относится и получение порошков путем распыления жидкого металла струей воздуха или газа. Этот способ дешевле предыдущих и применяется для получения порошков из легкоплавких металлов.
Механические способы измельчения наиболее стары. Исходные материалы - кусочки мелко нарезанной проволоки, стружка механической обработки, обрезь, образующаяся при листовой штамповке.
Размол исходного материала в шаровых мельницах. Шаровая мельница (рис. 1) представляет собой барабан цилиндрической формы, частично заполненный шарами из твердого материала (белого чугуна, твердых сплавов).
В барабан загружают исходный, подготовленный к измельчению, материал. При вращении барабана шары падают, измельчают материал. В барабан с целью уменьшения трения между шарами и между частицами размалываемого материала, а также для интенсификации процесса в корпус мельницы заливается жидкость (спирт, ацетон, масло, вода, некоторые углеводороды и пр.). Количество жидкости должно быть таковым, чтобы она смогла закрыть верхний уровень шаров в мельнице; обычно оно составляет 0,15…0,25 литра на 1 кг размольных частиц.
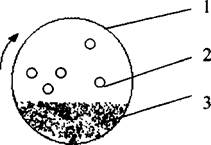
Рис. 1. Шаровая мельница:
1 – корпус мельницы; 2 – шары; 3 – исходные материалы
Форма частиц в результате размола в шаровых мельницах обычно осколочная, т. е. неправильная. Порошки обладают слабо развитой поверхностью и большой насыпной плотностью.
Разновидностью шаровых мельниц являются вибрационные мельницы и аттриторы. Вибрационная мельница - укреплена на пружинном столе, который приводится в колебательное движение неуравновешенным электрическим мотором, установленном на том же столе.
В такой мельнице хорошо дробятся хрупкие металлы и сплавы (чугун, закаленная сталь, твердые сплавы). Недостатком размола в шаровых мельницах является загрязнение полученного продукта примесями, переходящими в него при истирании шаров.
Этот недостаток почти полностью устраняется в вихревой мельнице.
Размол исходного материала в аттриторах. Одной из разновидностей шаровых мельниц является так называемое аттриторное устройство (рис. 2).
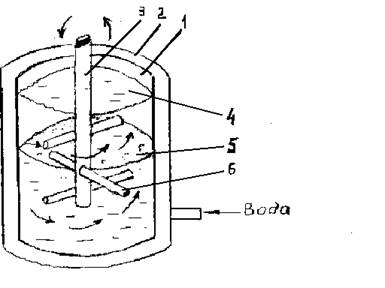
Рис. 2. Аттриторное устройство: 1 – размольная емкость; 2 – рубашка охлаждения; 3 – мешалка; 4 – уровень размалываемого материала;
5 –размольные тела; 6 – лопасть мешалки
Размольные тела загружают в вертикально расположенный неподвижный барабан, внутри которого со скоростью 100 и более оборотов в минуту вращается вертикальная лопастная мешалка. Гребки, наклонно укрепленные на лопастях мешалки, обеспечивают циркуляцию размольных тел и истирание измельченного материала. Аттриторные мельницы конструктивно просты, удобны в эксплуатации и позволяют вести процесс измельчения непрерывно. В результате размола получают материал с более равномерным распределением частиц по размерам, нужная дисперсность достигается в несколько раз быстрее, чем в обычных шаровых вращающихся мельницах. Аттриторы весьма эффективны в случае приготовления ультратонкой порошковой смеси разнородных компонентов.
Размол исходного материала в вихревых мельницах. В закрытом корпусе 1 вихревой мельницы (рис. 3) установлены два пропеллера 2, вращающиеся навстречу друг другу.
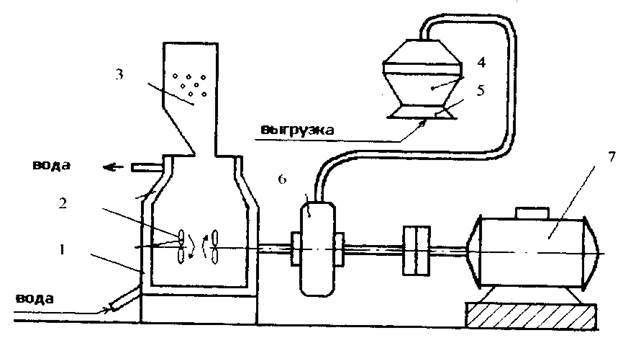
Рис. 3. Схема вихревой мельницы
При этом создаются два встречных воздушных потока. Материал (стружка или кусочки проволоки) поступает из бункера 3 в корпус и измельчается; частицы металла падают на дно корпуса и отсасываются вентилятором 6, приводимым во вращение электродвигателем 7, и подаются в воздушный сепаратор 4, где происходит их классификация по крупности. Мелкие частицы попадают в приемник готового продукта 5, откуда выгружаются по мере накопления, а более крупные частицы через бункер снова возвращаются в корпус мельницы для повторного размалывания.
В процессе размола частицы сильно нагреваются, поэтому корпус делают с двойными стенками и между ними циркулирует вода для охлаждения. Для предохранения размалываемого материала от окисления внутри мельницы создают защитную газовую атмосферу. Порошки отжигают для снятия наклепа, а спекшуюся массу разбивают в молотковых мельницах и дробилках.
Производительность вихревой мельницы диаметром 2 м при скорости вращения пропеллеров 3 тыс. об/мин составляет 10…15 кг готового порошка в час. Расход энергии 2,5…3 кВт на 1 кг порошка.
Применяется этот способ для производства железных порошков.
К методам механического размельчения относится получение порошков путем распыления жидкого металла струей воздуха или газа (рис. 4).
Распыление жидкого металла производится в защитной среде инертных газов. Этот метод дешевле предыдущих и приемлем для легкоплавких металлов.
Струя жидкого металла 1 (рис. 4) вытекает из металлоприемника и попадает под действие поступающих через сопла 2 струй воздуха или газа, направленных под углом к вытекающему металлу. В результате происходит распыление жидкого металла, и затвердевшие частицы его 3 падают на дно сосуда. Металлические порошки, получаемые путем распыления жидкого металла, отличаются сравнительно шаровидной формой частиц, а это приводит к более низким значениям микротвердости и прочности в металлокерамических изделиях, изготовленных из такого материала.
К группе способов получения металлических порошков распылением струи жидкого металла также относятся:
- распыление инертным газом, содержащим контролируемые добавки кислорода в количестве 2...6 %. Этот способ применяется при производстве порошков трудновосстановимых металлов и сплавов, когда окисная пленка на поверхности распыленных частиц желательна, например порошков алюминия и некоторых его сплавов, предназначенных для изготовления теплостойких материалов, содержащих Al2O3;
- распыление сжатым воздухом в сухие бункера с последующим восстановительным отжигом распыленного порошка или без него; применяется при производстве легковосстановимых цветных металлов и сплавов (свинца, олова, бронзы);
- распыление сжатым воздухом в воду с последующим восстановительным или восстановительно-обезуглероживающим отжигом при производстве порошков меди, железа, сплавов на железной основе;
- распыление водой под высоким давлением при производстве порошков железа, легированных сталей и сплавов, используемых в производстве изделий прессованием-спеканием (отожженные порошки) и в сварочном производстве (порошки железа без дополнительного отжига);
- распыление центробежной силой с использованием осевого и вращательного движений расплавленных заготовок;
- грануляция путем разрушения струи жидкого метала при падении ее на поверхность смачиваемого водой вращающегося металлического барабана или путем выдавливания жидкого металла через отверстия в дне вибрирующего стакана через отверстия калиброванных фильер (экструзия), или через поры специального керамического фильтра.
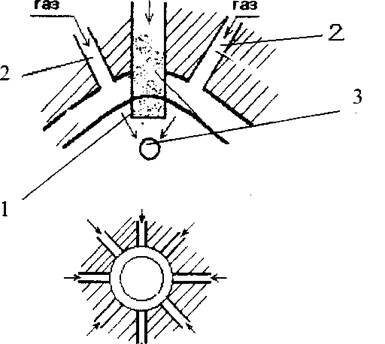
Рис. 4. Схема распыления жидкого металла газом
В настоящее время методами распыления получают порошки в нашей стране и за рубежом (в США, Англии, Японии, Австрии, Франции, Германии, Италии).
При производстве порошков сталей и сплавов, содержащих трудновосстановимые элементы, метод распыления жидкого металла инертным газом в инертную среду наиболее выгоден в технико-экономическом отношении. В нашей стране по этому принципу работает распылительная промышленная установка, предназначенная для производства легированных порошков. Производительность установки 30 кг/мин.; энергоносители - аргон под давлением 2,5 МПа и азот под давлением 3,5 МПа.
Дата добавления: 2017-11-21; просмотров: 2216;
Поиск по сайту
Узнать еще
- Аэромеханические винты
- Б. Механические свойства минералов
- В импедансных дефектоскопах механические импедансы оценивают с поверхности изделия в зонах возбуждения в нем изгибных колебаний звуковых или низких ультразвуковых частот.
- Влияние параметров на вид механической характеристики асинхронного двигателя. Искусственные механические характеристики
- Влияние природы адгезива и субстрата на физико-механические характеристики композиционных материалов
- Влияние состава на механические свойства сплава системы.
- ВОПРОС 22. МЕХАНИЧЕСКИЕ ПЕРЕДАЧИ. КЛАССИФИКАЦИЯ. ОСНОВНЫЕ ПАРАМЕТРЫ.
- Вопрос 3. Квантово-механические представления об атоме.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
