Сушка макарон в шкафных сушилках
Для сушки макарон в шкафных сушилках используют лотковые кассеты (см. рис. 28). Высушивание осуществляют обычно в шкафных бескалориферных сушилках типов ВВП, 2ЦАГИ-700, «Диффузор».
Сушилка ВВП (рис. 35) состоит из деревянного шкафа 4 глубиной 1600 мм, шириной 1260 мм и высотой 2010 мм. Каркас шкафа изготавливают из деревянных брусков, которые обшивают фанерой. На крышке шкафа крепят кожух 3и электродвигатель 1 с насаженным на его вал осевым вентилятором 2.Лопасти вентилятора расположены внутри кожуха, направляющего поток воздуха в шкаф, а электродвигатель — вне кожуха, перед вентилятором.
В шкаф сушилки устанавливают 156 двойных кассет 5: два ряда по глубине, три — по ширине и 26 кассет по высоте. Вместимость шкафа по сухим изделиям равна 600 кг. При использовании одинарных кассет их устанавливают по глубине в четыре ряда.
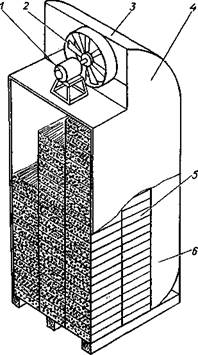
Рис. 35. Шкафная без калориферная сушилка ВВП
а — со шкафами: б — с подкатными вагонетками
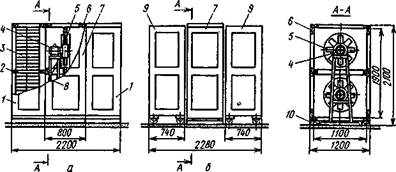
Рис. 36 Шкафная бескалорифсриая сушилка 2ЦАГИ-700: 
После установки кассет в шкаф между задней стенкой и торцами внутренних рядов кассет образуется канал 6,связанный с кожухом отверстием в крышке шкафа. Для уменьшения потерь напора воздуха кожух и нижняя часть канала выполнены по радиусу.
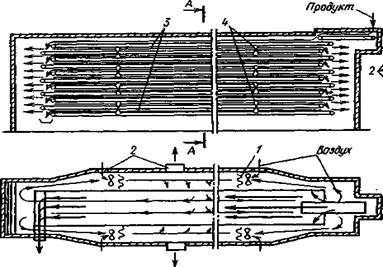
В сушилке 2ЦАГИ-700 осуществляется усиленная прямоточная продувка воздуха через макароны. Сушилка (рис. 36) состоит из вентиляционной установки 7 с двумя реверсивными осевыми вентиляторами 5 марки ЦАГИ-700, расположенными друг над другом. Сушилка снабжена двумя шкафами 1 (рис. 36, а)или двумя подкатными вагонетками 9 (рис. 36,б).
Каркас вентиляционной установки изготавливают из деревянных брусьев 6.Вентиляционную установку и шкафы ставят на установочные бруски 10.
Вентиляционная камера и шкафы (или вагонетки) разделены по высоте горизонтальной перегородкой 2на две равные части. Стенки, дно и крышки вентиляционной камеры и шкафов обшивают фанерой.
Электродвигатели 4,на осях которых насажены вентиляторы, крепятся на металлической сварной опоре 8. Перед электродвигателями с вентиляторами устанавливают предохранительные сетки.
В каждый шкаф или вагонетку устанавливают по 78 двойных кассет 3:по одной кассете в глубину, по три — в ширину и 26 кассет в высоту. Вместимость сушилки по сухим макаронам составляет 600 кг.
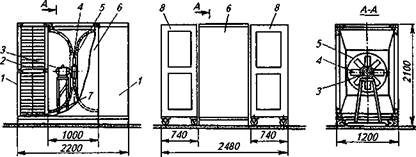
Рис. 37. Шкафная бескалориферная сушилка типа «Диффузор»:
а — со шкафами; б—с подкатными вагонетками
Сушилка типа «Диффузор» (рис. 37) состоит из вентиляционной установки 6с односторонним или двусторонним (как показано на рисунке) диффузором и соответственно одного или двух шкафов 1. Вместо шкафов могут быть использованы одна или две вагонетки 8,которые подкатываются и крепятся стяжками.
Реверсивный вентилятор 4 марки ЦАГИ-700 устанавливают в коллекторе 5. Электродвигатель 3 вентилятора крепится в трубе на металлической сварной опоре 7. С обоих торцов трубу закрывают предохранительными металлическими сетками.
В каждый шкаф или вагонетку входят, как и в сушилке 2ЦАГИ-700, 78 двойных кассет 2.Вместимость сушилки с двухсторонним диффузором составляет 600 кг сухих макарон.
Высушивание изделий в шкафных бескалориферных сушилках производится следующим образом.
Кассеты, заполненные сырыми макаронами, укладывают либо на тележки, которые отвозят в сушильное отделение, где кассеты устанавливают на полки шкафов сушильных аппаратов, либо в шкафы-вагонетки, которые вплотную ставят к сушильным шкафам.
Кассеты на полках сушильных аппаратов или в вагонетках укладывают в несколько рядов по ширине и высоте. По глубине устанавливают не более четырех рядов одинарных или двух рядов двойных кассет.
Макароны сушат, продувая воздух через макаронные трубки, лежащие в кассетах. При этом используется воздух сушильного отделения, параметры которого поддерживаются на постоянном уровне (сушка с постоянной сушильной способностью воздуха), а именно: температура 30...35 °С, относительная влажность 65...70 %. Воздух в сушильном помещении нагревается либо от батареи радиаторов отопления, либо калорифером, через который в помещение нагнетается свежий воздух взамен части отсасываемого из помещения увлажненного отработавшего воздуха.
Для более равномерного высушивания периодически, через 1 ч, меняют направление движения воздуха в сушильных установках на противоположное, переключая электродвигатель и работу в обратном направлении, т. е. реверсированием электродвигателя.
 Продолжительность сушки при указанных параметрах воздуха должна составлять от 20 (для макарон большого диаметра) до 24 ч (для макарон малого диаметра). Стремление сократить продолжительность сушки путем использования более сухого воздуха или увеличением скорости движения воздуха приводит к получению большого количества растрескавшихся макарон. С другой стороны, необходимо следить, чтобы влажность воздуха в сушильном отделении не увеличивалась более 70...75 % во избежание закисания и плесневения макарон, особенно во внутренних рядах кассет.
Продолжительность сушки при указанных параметрах воздуха должна составлять от 20 (для макарон большого диаметра) до 24 ч (для макарон малого диаметра). Стремление сократить продолжительность сушки путем использования более сухого воздуха или увеличением скорости движения воздуха приводит к получению большого количества растрескавшихся макарон. С другой стороны, необходимо следить, чтобы влажность воздуха в сушильном отделении не увеличивалась более 70...75 % во избежание закисания и плесневения макарон, особенно во внутренних рядах кассет.
При сушке в лотковых кассетах макароны подвергают обдувке воздухом с внутренней и наружной поверхностей трубочек. Однако из-за неравномерного соприкосновения макарон происходит неравномерное удаление влаги с их поверхности, а следовательно, неравномерная усадка изделий. Это приводит к сильному искривлению изделий во время сушки, что значительно снижает их качество, увеличивает расход тары для упаковки. Кроме того, тесное соприкосновение трубочек в кассете и невозможность быстро удалить влагу в начальной стадии сушки зачастую приводят к слипанию трубок между собой, образованию слитков.
Существенными недостатками данного способа сушки являются также затраты большого количества ручного труда и тяжелые климатические условия для работы в сушильном отделении — повышенные влажность и температура. Однако этот способ сушки макарон не требует сложного дорогостоящего оборудования и больших производственных площадей.
С целью устранения ручного труда на ряде макаронных предприятий были созданы механизированные поточные линии по производству макарон с сушкой .в лотковых кассетах.
Сушилки механизированных поточных линий конструируют из нескольких шкафных аппаратов, устанавливаемых в один или два ряда. С обеих сторон аппаратов (в однорядных сушилках) или между рядами аппаратов (в двухрядных сушилках) медленно перемещаются стопки кассет с высушиваемыми макаронами. Сушилки обычно заключают в кожух, что позволяет интенсифицировать процесс сушки путем использования более высоких температур воздуха —до 40...45 °С с одновременным увеличением влажности до 70...75 %.
В качестве примера на рис. 38 приведена схема сушилки конструкции Волгоградской макаронной фабрики. Она состоит из вентиляционных установок 5 сушилок 2ЦАГИ-700, размещенных вплотную друг к другу боковыми стенками, и двух цепных транс портеров 4,расположенных по обе стороны этих установок. Каждый транспортер состоит из двух параллельных цепей, движущихся по направляющим. Оба транспортера имеют общий привод от электродвигателя через два последовательно расположенных червячных редуктора. Ширина каждого транспортера 500 мм, длина зависит от числа вентиляционных установок.
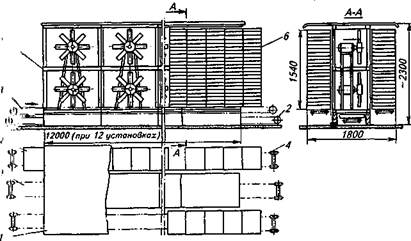
Рис. 38 Сушилка макарон в лотковых кассетах
Кассеты 6с сырыми макаронами укладывают стопками (по 22 кассеты высотой по 70 мм) на поддоны 3,предварительно уложенные на цепные транспортеры. Для большей устойчивости стопок желательно использовать двойные кассеты, но можно и одинарные.
Возврат порожних поддонов и кассет к месту загрузки производится транспортером 2, который расположен под рядом вентиляционных установок. Привод транспортера осуществляется от индивидуального электродвигателя через червячный редуктор. Линейная скорость движения этого транспортера 14 см/мин.
Вентиляторы в соседних сушильных установках вращаются в противоположные стороны, что обеспечивает изменение направления движения воздуха через макаронные трубки в кассетах при движении их на транспортерах. С обеих торцевых сторон сушильной камеры расположены герметически закрывающиеся двери, а наверху — крыша 1.
Поддоны, устанавливаемые на транспортеры, изготавливают из 8-миллиметровой фанеры. На каждый поддон устанавливают по две стопки двойных кассет или по четыре одинарных . Чаще всего используют конструкцию сушилки с десятью вентиляционными установками, которая не обеспечивает достаточной продолжительности сушки и требует использования сушильного воздуха с повышенной сушильной способностью. Поэтому для выработки прочных макарон необходима сушилка с большим числом вентиляционных установок.
2  Сушка короткорезаных изделий в шкафных сушилках
Сушка короткорезаных изделий в шкафных сушилках
Для сушки короткорезаных изделий тоже могут быть использованы представленные выше бескалориферные шкафные сушилки. В этом случае изделия распределяют слоем 2...3 см на сетчатых рамках, которые друг над другом устанавливают в сушилку. Однако для этих целей в настоящее время большое распространение в цехах небольшой производительности получили шкафные сушилки разнообразных конструкций с индивидуальными воздухонагревателями: чаще — электрическими с батареей ТЭНов мощностью 3...8 кВт, реже — паровыми калориферами.
Принцип высушивания остается прежним: вентилятор осуществляет непрерывное движение воздуха внутри шкафа, прогоняя его над поверхностью изделий, рассыпанных на рамках. Однако в данном случае шкаф закрывается дверцами, и благодаря наличию воздухонагревателя (обычно перед вентилятором) и отверстий с шиберами для регулирования подсоса свежего воздуха и выброса части отработавшего воздуха в шкафу можно устанавливать необходимые режимы сушки с температурой воздуха до 60...65 °С и относительной влажностью до 80 % (за счет испарившейся из изделий влаги). В связи с этим имеется возможность, с одной стороны, варьировать параметры сушки в широких диапазонах и, с другой стороны, поддерживать их на заданном уровне с достаточной степенью точности.
Для сушки короткорезаных изделий в закрытых шкафных сушилках можно применять разнообразные варианты режимов, например:
- сушка с постоянной сушильной способностью воздуха при температуре 45...50°С и относительной влажности 70...80 % до влажности изделий 13,5... 14,4 %;
- трехстадийный режим сушки:
первая стадия — предварительная сушка при температуре 55...60 °С и относительной влажности воздуха 70...80 % до влажности изделий 20...21 %; вторая стадия — отволаживание в течение 30...45 мин при отключении обогрева и вентиляции и при закрытых дверцах сушилки: влага из изделий при этом не испаряется, происходит выравнивание влажности изделий по всей их массе; третья стадия — окончательная сушка при температуре 40...45 °С и относительной влажности воздуха 70...75 % до влажности изделий 13,5... 14,5 %.
Кривые сушки изделий по этим двум режимам приведены на рис. 39.
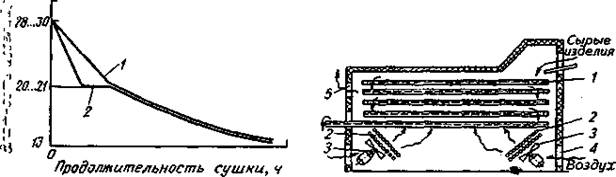
Рис. 39. Кривые сушки изделий в за- Рис. 40. Схема установки для первич-
крытых шкафных сушилках: ной подсушки короткорезаных1 - при постоянной сушильной способности
воздуха; 2— при трехстадийном режиме
В обоих случаях длительность сушки зависит от формы изделий, толщины слоя изделий на рамках, скорости движения воздуха и определяется экспериментальным путем.
После окончания сушки целесообразно стабилизировать изделия путем медленного остывания в шкафу в течение 2...3 ч при отключенных нагреве и вентиляции и при закрытых дверцах.
Некоторые фирмы, в частности «Паван» (Италия), предлагают поставку шкафных сушилок для короткорезаных изделий в комплекте с установкой для первичной подсушки — трабатто.
Назначение этой установки — создание на поверхности сырых короткорезаных изделий подсушенной корочки, препятствующей слипанию изделий в процессе их дальнейшей сушки в слое на рамках.
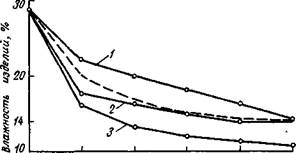
В верхней части корпуса установки для первичной подсушки (рис. 40) расположено пять (или три, или одна) сетчатых прямоугольных рамок 1, а в нижней части — два осевых вентилятора 3с калориферами 2. Три сетчатые рамки соединены с одной парой шатунов, две другие сетчатые рамки — с другой парой и расположены между первыми тремя рамками. Оба набора сетчатых рамок подвешены на деревянных подвесках. В рабочей секции рамки совершают возвратно-поступательное движение, причем когда рамки, соединенные между собой одной парой шатунов, двигаются в одну сторону, другие рамки, соединенные другой парой шатунов, — в противоположную. Полуфабрикат на сетках трех нечетных рамок перемещается в одном направлении, а на сетках двух четных рамок — в противоположном.
Сырые изделия поступают на верхнюю сетчатую рамку установки, по которой перемещаются в противоположную сторону и через окно в сетке падают на сетку второй рамки. Далее полуфабрикат изделий таким же образом перемещается последовательно по всем сеткам и с пятой сетки нижней рамки выходит из установки через лоток выгрузки с противоположной от загрузки стороне.
Находясь на сетках, сырые изделия непрерывно обдуваются горячим воздухом, проходящим через сетки рамок снизу вверх. Воздух в установку засасывается из помещения через регулируемые окна 4в торцевых щитах обшивки корпуса и нагнетается через водяные калориферы (или электронагреватели) под сетку нижней рамки.
Влажный воздух удаляется центробежным вентилятором через окно 5.
Сырые изделия на сетках установки находятся в постоянном движении, т.е. не образуют слоя даже минимальной толщины, что исключает возможность их слипания.
Изделия в пятирамочной установке для первичной подсушки находятся 2...3 мин. При температуре сушильного воздуха 35...45 °С и его относительной влажности 60...70 % влажность изделий за счет испарения влаги с их поверхности снижается на 2...3 %.
По выходе из установки подсушенные изделия распределяют на рамках для окончательной сушки в шкафных сушилках.
3 Сушка короткорезаных изделий в паровых конвейерных сушилкахОсновная масса короткорезаных изделий в нашей стране высушивается в паровых конвейерных сушилках типов КСК-4Г-45 и КСК-4Г-90.
Паровая конвейерная сушилка КСК-4Г-45 (рис. 41) состоит из сварного стального каркаса, на котором крепятся все механизмы и обшивка сушилки. Боковые и торцевые стороны сушилки состоят из плотно закрывающихся дверей с резиновыми прокладками. Двери выполнены из термоизоляционного материала, обшитого листовым железом.

Рис. 41. Паровая конвейерная сушилка КСК-4Г-45
Внутри сушильной камеры 1 проходят пять ленточных конвейеров 3. Ширина каждого конвейера 2000 мм, диаметры барабанов 4340 мм. Сушильная поверхность рабочей ветви каждого конвейера 9 м , следовательно, общая сушильная поверхность сушилки составляет 45 м . Калорифер 2 каждого конвейера состоит из двух последовательно соединенных батарей. Каждая батарея представляет собой две продольные трубы с отверстиями, в которые вварено 16 поперечных труб. На поперечных I рубах навиты металлические полоски так, что образуется 100 ребер на 1 м длины трубы. Пар подается к каждому калориферу через впускной коллектор 6, а выходит через коллектор II. Контроль давления пара, поступающего в калориферы, осуществляется с помощью манометров, установленных на впускном коллекторе и на входе пара в калориферы. Регулирование давления пара, следовательно, температуры, воздуха в сушилке производят вручную вентилями на входе пара в калориферы.
Для создания тяги над сушилкой установлено два вытяжных зонта 9, переходящих в вытяжные трубы. Отсос воздуха производится осевыми вентиляторами, регулирование количества отсасываемого воздуха — шиберами 10.
Сырые изделия распределяются раскладчиком на ленте верхнего транспортера сушилки, медленно перемещаются в противоположную сторону, ссыпаются на ленту следующего транспортера и т. д. до нижнего транспортера, который подает их на выгрузку. Ленты соседних транспортеров движутся в противоположные стороны. Изделия пересыпаются с ленты на ленту по наклонным щиткам 5.
Над верхней лентой каждого транспортера установлен ворошитель, который представляет собой вал с закрепленными на нем по винтовой линии пальцами. Вал расположен поперек ленты, и при его вращении пальцы ворошат высушиваемые изделия, предотвращая образование слитков.
Для наблюдения за работой сушилки в крайних боковых дверцах предусмотрены окна 7. Ссыпающаяся с лент транспортеров мучель {мучель — мелкие остатки сухих изделий в виде крупинок и пылевидных частиц) собирается в нижней части сушилки на поддонах 12.
Визуальный контроль температуры воздуха над каждой лентой сушилки осуществляют при помощи термометров 8,установленных над каждой лентой (или на пульте управления сушилкой).
Привод конвейеров сушилки осуществляется от двух электродвигателей. Вал каждого электродвигателя через клиноременную передачу соединен с вариатором-редуктором, от которого через червячную и цепную передачи вращение передается приводным барабанам конвейеров. Приводной барабан каждого последующего конвейера (считая сверху) вращается с несколько меньшей частотой, тем самым обеспечивая более медленное движение ленты, а следовательно, большую толщину слоя продукта по мере его высыхания. Регулируя частоту вращения приводных барабанов вариатором, можно в определенных пределах изменять толщину слоя изделий на лентах транспортеров и продолжительность пребывания изделий в сушилке.
Паровая конвейерная сушилка КСК-4Г-90 конструктивно отличается от предыдущей сушилки только длиной. Общая сушильная поверхность лент сушилки 90 м . Продолжительность сушки изделий в ней может быть в два раза больше, чем в сушилке КСК-4Г-45, следовательно, возникает возможность смягчения режима сушки.
При сушке макаронных изделий в паровых конвейерных сушилках слои изделий, лежащих на лентах транспортеров, пронизываются воздухом, который засасывается через днище и выбрасывается в верхней части сушилки. Свежий воздух подогревается нижним калорифером до температуры 50...60 "С и относительной влажности 15...20 %. Затем подогретый сушильный воздух проходит через слой изделий, лежащих на нижнем транспортере, отдает им часть теплоты и увлажняется. Пройдя через второй калорифер, воздух снова нагревается примерно до той же температуры, проходит через слой изделий, лежащих на ленте второго транспортера, и т. д. до верхнего транспортера. Параметры отработавшего сушильного воздуха на выходе из сушилки примерно следующие: температура 50...55 °С, относительная влажность около 50 %. Такой режим сушки называется режимом с повышающейся сушильной способностью воздуха: по мере высыхания изделия обдуваются более сухим воздухом. Этот режим нежелателен для сушки макаронных изделий, так как по мере высыхания изделий во избежание их растрескивания необходимо не интенсифицировать, а снижать интенсивность удаления из них влаги.
Продолжительность сушки изделий при указанных параметрах составляет в зависимости от ассортимента изделий и марки сушилки от 30 (для тонкой вермишели) до 90 мин (для рожков и ракушек с толстой стенкой). Толщина слоя изделий на лентах должна составлять не более 5 см. При этом' зачастую для охлаждения изделий обогрев нижней ленты отключают, высушивая изделия только на четырех верхних лентах. Однако такой прием целесообразно применять при отсутствии в цехе охладителей или бункеров-накопителей, и только при использовании сушилок типа КСК-4Г-90. При возможности же всегда следует стремиться к более длительному высушиванию изделий в паровых конвейерных сушилках и к смягчению режима сушки в них.
Применение жестких режимов сушки в паровых конвейерных сушилках — вынужденная мера, поскольку за ограниченно короткий промежуток времени необходимо полностью высушить изделия. Это часто приводит к образованию трещин на поверхности высушиваемых изделий, особенно трубчатых (перья рожки) и фигурных (ракушки и др.) с толщиной стенок 2 мм и более. Но несмотря на это, сушка короткорезаных изделий в паровых конвейерных сушилках остается пока самой распространенной на отечественных предприятиях главным образом за счет большой производительности этих сушилок при небольших габаритных размерах, а также из-за относительной простоты их обслуживания, надежности в работе и сравнительно небольшой стоимости.
Указанные выше температуры воздуха над лентами транспортеров сушилки можно изменять в ту или иную сторону (изменением давления пара в калориферах и количества удаляемого вентиляторами воздуха) в зависимости от марки сушилки, вида изделий, диаметра или толщины их стенок и других факторов. В каждом конкретном случае желательно строить кривую сушки по результатам анализов влажности изделий в конце каждого транспортера.
Рассмотрим в качестве примеров несколько вариантов кривой сушки, построенной по результатам измерения влажности изделий в конце транспортеров паровой конвейерной сушилки.
Влажность изделий после первого (верхнего) яруса снижается примерно до 20...21 % с последующим плавным удалением влаги на нижерасположенных ярусах примерно до 14%-ной влажности продукта, выходящего из сушилки, с учетом удаления оставшегося 1 % влаги при последующем остывании.
Режим сушки, при котором кривая сушки имеет характер кривой 1 (см. рис. 42), возможен, но все же желательно несколько повысить температуру над лентой верхнего транспортера, увеличив давление пара в его калориферах.
I I I III I 7
Транспортеры сушилки (по направлению продукта)
Рис. 42. Варианты кривых сушкикороткорезаных изделий в паровых конвейерных сушилках
Если при этом влажность изделий на выходе из четвертого транспортера снизится до 13,5... 14,5 %, обогрев воздуха на нижнем пятом транспортере можно отключить. В этом случае создаются условия для медленного остывания изделий в самой сушилке. Однако такой прием нецелесообразно использовать в сушилках КСК-4Г-45 в связи с малой продолжительностью пребывания в них изделий. Лучше проводить сушку в этой сушилке на всех пяти ярусах, предварительно понизив температуру сушки на всех ярусах.
Режим сушки по варианту, при котором кривая сушки имеет вид кривой 2(см. рис. 42), хотя и позволяет достичь в конце сушилки требуемой влажности изделий, но приводит к расслоению поверхности и к образованию пузырьков воздуха в толще изделий вследствие чрезмерно быстрого удаления влаги на верхней ленте сушилки. В данном случае надо снизить температуру воздуха на верхнем ярусе и несколько увеличить ее на втором и третьем ярусах.
Наконец, третий вариант сушки (см. рис. 42, кривая 3) совсем неприемлем, так как наряду с только что отмеченными дефектами изделия будут пересушиваться и растрескиваться в результате чрезмерно жесткого режима. Кроме того, пересушка изделий приводит к убыткам из-за перевеса упаковываемой продукции. При этом пересушка изделий на каждый 1 % влажности при отсутствии контроля влажности приводит к потере предприятием на перевесе продукции в среднем 11,5 кг на каждую тонну продукции.
Для смягчения режима сушки и получения более прочных изделий рекомендуется устанавливать последовательно две паровые конвейерные сушилки. В этом случае первая сушилка выполняет роль предварительной, а вторая — окончательной.
Выходящая из паровых конвейерных сушилок продукция должна медленно остыть до температуры упаковочного отделения (если она не была охлаждена на нижней ленте сушилки) и стабилизироваться. Для этой цели используют бункерные стабилизаторы-накопители, один из вариантов которых конструкции Уфимской макаронной фабрики представлен на рис.36.
Стабилизатор-накопитель состоит из пяти прямоугольных бункеров 5 (количество их может быть большим или меньшим) с наклонными днищами. Бункера выполнены из листовой стали и соединены между собой при помощи сварки. Вся конструкция установлена на опорах 6из труб.
Бункера загружаются ленточным транспортером 1 на который наклонным элеватором 10подаются изделия из сушилки. В воздуховод 4 с ответвлениями центробежным вентилятором 11нагнетается воздух, сдувающий изделия с ленточного транспортера в приемные отверстия 2 бункеров. Загрузка продукцией того или иного бункера регулируется заслонками, которыми снабжены ответвления воздуховодов.
Накопитель оборудован вытяжной вентиляцией 1, которая отключается по мере заполнения соответствующего бункера.
Бункера разгружаются через выходные щели в днищах, снабженные задвижками: при открывании задвижки стабилизированная продукция при помощи вибролотка 8с приводом 9подается на ленточный транспортер 7, который направляет изделия на упаковку. Быстрое охлаждение выходящих из сушилки теплых изделий нежелательно вследствие увеличения в них внутренних напряжений. Однако при отсутствии стабилизаторов-накопителей часто приходится применять охладители синтенсивной продувкой слоя изделий воздухом помещения.
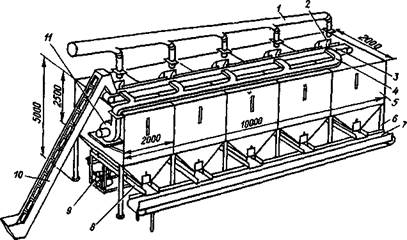
Рис. 43. Стабилизатор-накопитель для короткорезаных изделий конструкции
Наиболее распространен виброохладитель (рис. 43). Он представляет собой короб 3,в днище которого укреплены подшипники качения 9,которые опираются на раму 10,изготовленную из уголковой стали. Внутри короба ступенчато расположены девять полок 4,к выходной части короба прикреплен лоток 6.К днищу лотка прикреплены постоянные магниты 7 для улавливания металломагнитной примеси. Толщину слоя продукта, проходящего через лоток в подставленный на кронштейн 8ящик или мешок, регулируют заслонкой, перемещаемой рукояткой 5.
Вибрационные колебания короб получает от электродвигателя 1 через клиноременную передачу, эксцентрик 12и толкатель 11.Короб совершает 250 колебаний в минуту. Центробежный вентилятор 2,подающий воздух внутрь короба, вращайся от того же электродвигателя через муфту, укрепленную на его оси.
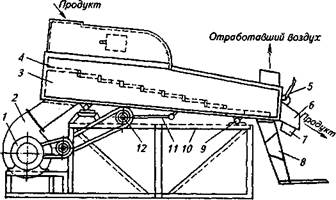
Рис. 44. Виброохладитель
Сушка короткорезаных изделий в сушилках автоматизированных поточных линий.Сушка короткорезаных макаронных изделий в сушилках автоматизированных поточных линий с применением традиционных низкотемпературных режимов проводится и три этапа: первичная подсушка, предварительная и окончательная сушка.
Назначение первичной подсушки и установку для ее осуществления мы рассмотрели выше (см. рис. 40). Остановимся теперь па стадиях предварительной и окончательной сушки, для проведения которых чаще всего используют конвейерные сушилки, хотя получают распространение и другие типы сушилок, в частности барабанные, где изделия в процессе сушки находятся в постоянном движении. Однако нет принципиальных различий в режимах сушки на линиях разных типов.
В качестве примера рассмотрим низкотемпературный режим сушки на линиях фирмы «Брайбанти» (Италия) с конвейерными сушилками.
Предварительная сушилка, схема которой приведена на рис. 45, представляет собой теплоизолированный и герметизированный тоннель, внутри которого расположены один над другим девять ленточных транспортеров.
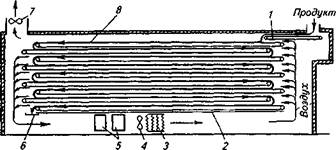
Рис. 45. Схема предварительной сушилки фирмы «Брайбанти» для короткорезаных изделий
Сырые изделия, равномерно распределенные по всей ширине рабочей ветви ленты верхнего транспортера 8 сушилки раскладчиком 1 направляются в противоположный конец сушилки, где ссыпаются на рабочую ветвь второго транспортера. Этот транспортер перемещает изделия в обратном направлении после чего, они ссыпаются на рабочую ветвь третьего транспортера и т.д. до выхода подсушенных изделий из сушилки с рабочей ветви последнего, девятого транспортера. Здесь изделия ссыпаются на вибролоток 6,который выводит их из сушилу
При движении на транспортерах предварительной сушилки изделия обдуваются сушильным воздухом при помощи двух осевых вентиляторов 4,установленных под перекрытием 2, отделяющим сушильную камеру от пространства. Между полом и перекрытием. Засасываемый вентилятором через отверстия 5 свежий воздух прогоняется через водяной калорифер 3состоящий из ребристых труб, в котором он подогревается. Подогретый воздух направляется в торцевую часть сушилки, расположенную под загрузочным отверстием, и проходит над слоями высушиваемых изделии, находящихся на рабочих ветвях лент транспортеров. Отработавший воздух с меньшей температурой и большей влажностью выходит в противоположной торцевой части расположенной над выгрузочным лотком. Воздух частично отсасывается из сушилки вытяжным вентилятором 7 и выбрасывается в помещение сушильного цеха, а частично идет на рециркуляцию, смешиваясь с новыми порциями свежего воздуха.
Система обдувки изделий сушильным воздухом в предварительной сушилке линии «Брайбанти» организована таким образом, что на протяжении всего времени пребывания полуфабриката в ней он обдувается воздухом практически с постоянной сушильной способностью.
В щитах обшивки тоннеля сушилки расположены двери, люки и окна, которые обеспечивают свободный доступ к внутренним механизмам. Двери, люки и окна, а также все стыки щитов имеют надежные уплотнения предохраняющие их от неорганизованного подсоса воздуха из помещения внутрь сушилки.
Все транспортеры движутся с одинаковой скоростью, которую, изменяя передаточное число редуктора, можно устанавливать в пределах 0,756…1,168 м/мин, регулируя тем самым продолжительность предварительной сушкив пределах от 84 до 55 мин.
Температура и относительная влажность воздуха в сушилке контролируются системой автоматического регулирования. Для визуального контроля параметров сушильного воздуха в боковых стенках сушилки установлены психрометры.
Окончательная сушилка фирмы «Брайбанти» состоит из тоннеля, 11 ленточных транспортеров с приводом от одного электродвигателя, выводного вибрационного лотка, системы вентиляции и подогрева сушильного воздуха.
Конструкция транспортеров в этой сушилке также подобна конструкции транспортеров в предварительной сушилке. Однако и окончательной сушилке транспортеры движутся с разными скоростями, что достигается при помощи звездочек, установленных на приводных барабанах, которые имеют разное число зубьев (разный диаметр). Скорости последующих транспортеров постепенно уменьшаются. Вследствие этого увеличивается толщина слоя изделий на нижерасположенных транспортерах. Это способствует снижению интенсивности удаления влаги из материала на последних этапах сушки, а также уменьшению общей длины транспортеров сушилки.
Привод транспортеров сушилки обеспечивает ступенчатое регулирование скорости движения ленточных транспортеров на четыре диапазона (изменением передаточного числа редуктора). Эти скорости дают возможность изменять продолжительность окончательной сушки в пределах от 6,8 до 10,5 ч.
Таким образом, минимальное время сушки короткорезаных изделий в сушилках линии составляет 7,7 ч, максимальное — 11,9 ч.
Система вентиляции и подогрева воздуха в окончательной сушилке фирмы «Брайбанти» (рис. 46) состоит из четырех групп осевых вентиляторов 4с индивидуальными электродвигателями, калориферов 1из ребристых труб, которые находятся перед вентиляторами, и труб обогрева пола. Каждая группа имеет четыре вентилятора, расположенные один над другим по вертикальной оси. Группы вентиляторов установлены симметрично по две с правой и левой сторон сушилки между каркасом тоннеля и наружной обшивкой. Вентиляторы подают воздух через калориферы двумя потоками, направленными навстречу друг другу по правой и левой сторонам сушилки. Далее подогретый воздух поступает под рабочие ленты всех транспортеров 3,проходит через сетчатую ленту каждого транспортера и слой изделий, лежащих на ней, затем идет между слоем изделий и холостой ветвью соседнего верхнего транспортера к обеим торцевым стенкам сушилки, обдувая изделия сверху. Из торцевых частей сушилки воздух засасывается теми же вентиляторами на рециркуляцию.
|
Р
Рис. 46. Схема окончательной сушилки фирмы «Брайбанти» для короткорезаныхизделий
Описанный выше путь сушильного воздуха обеспечивается наличием боковых 5 и потолочных 6щитков. Боковые щитки обеспечивают вход сушильного воздуха только под рабочие ветви лент, а потолочные — вдоль торцевых сторон сушилки между полуфабрикатом и холостой ветвью ленты верхнего транспортера. Рабочие ветви транспортеров отделены друг от друга, в результате чего сушильный воздух проходит через слой изделий, лежащих на лентах.
Подсос свежего воздуха в сушилку из помещения и выброс влажного воздуха из сушилки в помещение проводятся через отверстия 2, расположенные в боковых стенках сушилки. Соотношение подсасываемого и выбрасываемого воздуха изменяется поворотом заслонок в отверстиях: заслонки открываются и закрываются одновременно посредством автоматических регуляторов, тем самым поддерживая температурно-влажностный режим в сушилке на заданном уровне.
Для получения высококачественного прочного продукта в сушилках автоматизированных поточных линий с низкотемпературной сушкой используются более мягкие режимы, чем в паровых конвейерных сушилках.
Сушка длинных изделий подвесным способом в сушилках автоматизированных поточных линий.Длинные макаронные изделия (вермишель и лапша разных видов, макароны соломка и особые)сушат подвесным способом с использованием низкотемпературных режимов сушки главным образом в сушилках автоматизированных поточных линий Б6-ЛМВ и Б6-ЛМГ. Удаление влаги из сырых изделий, развешенных на бастунах, проводится в два этапа: в предварительной и окончательной сушилках.
Предварительная сушилка Б6-ЛМВ (рис. 47) представляет собой теплоизолированный и герметизированный тоннель 5,в котором размещены три гребенчатых транспортера 1.Тоннель разделен перекрытием на два этажа, которые образуют две зоны сушки. В первой (нижней) зоне находится один гребенчатый транспортер, во второй (верхней) — два. Внизу сушилки проходит транспортер 7 возврата порожних бастунов. Каркас сушилки собирают из отдельных сварных секций, которые соединяют болтами. Внутри и снаружи каркаса установлены сборочные элементы сушилки.
Привод сушилки передает движение механизму перемещения бастунов 9в горизонтальном направлении и цепному транспортеру 6,передаю
Дата добавления: 2017-11-21; просмотров: 3456;
Поиск по сайту
Узнать еще
- Адсорбционная осушка
- Блюда из круп, бобовых и макаронных изделий
- Блюда из макаронных изделий
- Блюда из макаронных изделий
- Влияние режимов замеса и формования на микробиологическое состояние макаронных изделий
- Влияние температуры макаронного теста на изменение состава белковых фракций
- Влияние температуры матрицы на цвет макарон
- Влияние температуры матрицы на цвет, потери сухих веществ, варочные свойства макаронных изделий

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
