Продолжительность и интенсивность замеса
 Как упоминалось выше, назначение стадии смешивания ингредиентов макаронного теста, условно называемой замесом теста, — получение крошковатой, мелкокомковатой сыпучей массы, равномерно увлажненной по всему объему. При этом для получения однотонного цвета изделий, без белых частиц непромеса, все частицы муки должны полностью пропитаться влагой (пастифицироваться), чтобы при дальнейшей доработке теста в шнековой камере пресса произошла полная их пастификация.
Как упоминалось выше, назначение стадии смешивания ингредиентов макаронного теста, условно называемой замесом теста, — получение крошковатой, мелкокомковатой сыпучей массы, равномерно увлажненной по всему объему. При этом для получения однотонного цвета изделий, без белых частиц непромеса, все частицы муки должны полностью пропитаться влагой (пастифицироваться), чтобы при дальнейшей доработке теста в шнековой камере пресса произошла полная их пастификация.
Вследствие этого продолжительность замеса макаронного теста определяется двумя факторами: достижением равномерного распределения воды по всей массе теста, образующегося в тестомесильном корыте и скоростью проникновения влаги внутрь частиц муки.
Чем в более диспергированном, распыленном виде будет подаваться вода в месильное корыто, тем быстрее и более равномерно она распределится по всей тестовой массе. При подаче воды в корыто в виде одной струи она впитывается отдельными порциями муки, встречающими струю, и затем требуется длительное и интенсивное вымешивание для перераспределения влаги по всему объему теста. К сожалению, именно таким способом подается вода в тестомесильное корыто распространенного на макаронных предприятиях пресса ЛПЛ-2М. Целесообразно же, подавать воду в корыто в разбрызганном состоянии, т.е. в виде множества мелких струек, или в распыленном виде, как это предусмотрено в устройстве, запатентованном в Японии, схема которого изображена на рис. 11.
Устройство представляет собой камеру 5, в которую подают муку и воду. Мука распыляется через сопло 7, куда она нагнетается по трубопроводу 8 сжатым воздухом от воздуходувки 9. В трубопровод мука поступает из промежуточного бункера 11 через дозатор 10, с приводом 12 Вода необходимой температуры из бака-смесителя 4 подается насосом 3 по трубопроводу 2 к соплу /, через которое она в виде мельчайших капелек распыляется в камере навстречу частицам муки. Конструкция сопел позволяет регулировать количество и скорость распыления через них муки и воды в соответствии с заданными параметрами. Равномерно и быстро увлажненные частицы муки падают на ленту транспортера 6, который подает их на окончательное вымешивание в корыто тестосмесителя.
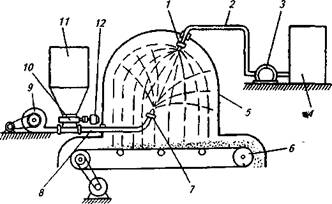
Рис. 11. Устройство для предварительного увлажнения муки перед замесом теста
Другой эффективный способ ускорения равномерного распределения влаги в макаронном тесте — интенсификация смешивания муки и воды. Для этого в многокорытных прессах тестомесильный вал первого корыта вращается с большей частотой, чем валы последующих корыт, а в современных прессах фирмы «Паван» муку и воду предварительно смешивают в центробежном мукоувлажнителе «Турбоспрей». Это устройство представляет собой прозрачный цилиндр небольших размеров, внутри которого вращается вал с частотой около 3000 мин . На валу по винтовой линии закреплены лопасти в виде штырей. В цилиндр подсасываются мука и вода в заданном соотношении. Частицы муки быстро и равномерно увлажняются и поступают в корыто тестосмесителя.
Интенсивность пропитывания частиц муки влагой определяется в первую очередь размерами частиц муки. Естественно, более крупные частицы требуют более длительного вымешивания. Кроме того, при одинаковом размере частиц влага будет медленнее проникать в частицы продуктов помола твердой пшеницы, чем в менее плотные частицы продуктов помола мягкой пшеницы.
При старом, периодическом способе производства макаронных изделий подготовка теста к прессованию длилась около часа. В этом случае было оправдано использование крупки с размерами частиц до 500 мкм и более, которые за такой длительный период приготовления теста полностью пропитывались влагой и пастифицировались.
В связи с переходом на непрерывный способ замеса и прессования теста на шнековых прессах, на которых длительность обработки не превышает 20 мин, потребовалось использование крупки более тонкого помола, с размером частиц не более 350 мкм. Более крупные частицы крупки, среди которых может быть достаточно большое количество белых крупинок, полученных размолом примеси мучнистой пшеницы, не успевают полностью пропитаться влагой и, сохраняя свою индивидуальность, просматриваются на поверхности сухих макаронных изделий в виде белых точек. Особенно часто такой дефект наблюдается при работе с крупкой на однокорытных прессах ЛПЛ-2М, в которых длительность замеса не превышает 9... 10 мин. Поэтому на однокорытных прессах непрерывного действия более целесообразно вырабатывать макаронные изделия из муки тонкого помола, в частности из хлебопекарной муки. Правда, следует заметить, что при использовании матриц без тефлоновых вставок шероховатая поверхность изделий будет скрывать следы непромесов, а если отформованные изделия сушат при жестких режимах, то на фоне микротрещин и воздушных пузырьков не промешенные частицы не будут выделяться на поверхности готовых изделий.
Таким образом, для производства макаронных изделий с однотонным цветом без следов непромесов при наличии крупки с размером частиц до 350 мкм и тем более до 500 мкм необходимо использовать многокорытные прессы, продолжительность замеса теста в которых составляет 16...20 мин. При работе на прессах с продолжительностью замеса 8... 10 мин целесообразно использовать муку с размерами частиц не более 200...250 мкм (полукрупку или хлебопекарную муку).
Исходя из этих рассуждений, следует устанавливать продолжительность замеса теста на мини-прессах, которые снабжены месилками периодического действия.
Кроме рассмотренных факторов продолжительность и интенсивность замеса макаронного теста оказывают определенное влияние на структурно-механические свойства формуемых сырых макаронных изделий.
Н. И. Назаров, Н. Н. Шебершнева и Г. К. Бергман установили следующую эмпирическую зависимость предела прочности g (кПа) и пластичности & (%) сырых изделий от влажности теста W (%) частоты вращения месильного вала п (мин-1) и продолжительности замеса теста т (мин):
g = 4347,9 - 122,26W- 0,67315& - 1,7243т + 0,5225n.
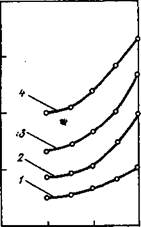
На рис. 12. приведена полученная теми же исследователями зависимость прочности и пластичности выпрессовываемых изделий от продолжительности вымешивания теста.
При определении реологических характеристик тесто замешивали при частоте вращения рабочего вала тестомесильного корыта 115 мин при разных значениях влажности теста.
Прочность сырых изделий возрастает с увеличением продолжительности замеса, достигая своего максимального значения, а затем начинает снижаться. Пластичность изделий при этом все время увеличивается. Подобная зависимость сохраняется для любого значения влажности теста. Однако при меньших значениях влажности прочностные свойства сырых изделий выше. Зависимость пластических свойств изделий от влажности иная: чем ниже влажность, тем менее пластичны изделия, и наоборот, — с увеличением влажности пластичность возрастает.
В результате проведенных опытов замеса теста при частоте вращения месильного вала 90, 115, 140 и 180 мин была найдена максимально допустимая продолжительность замеса теста, при которой формуемое тесто достигает оптимальных физических свойств.
|

5 /О 15 205 /0 15 20
Продолжительность замеса мин Продолжительность замеса мин
 Рис. 12 Зависимость предела прочности (в) и пластичности (б) сырых макаронных изделий от продолжительности замеса теста влажностью:1-30 %; 2 – 30,5%; 3 – 31%; 4-31,5 %
Рис. 12 Зависимость предела прочности (в) и пластичности (б) сырых макаронных изделий от продолжительности замеса теста влажностью:1-30 %; 2 – 30,5%; 3 – 31%; 4-31,5 %
Этими же опытами установлено, что наиболее эффективным является двухстадийный замес: на первой стадии интенсивное перемешивание теста, на второй — перемешивание при пониженной частоте вращения месильного вала. На основании полученных данных был рекомендован следующий режим замеса теста:
I стадия — частота вращения вала 140 мин , продолжительность замеса 11 мин;
II стадия — частота вращения вала 40 мин , продолжительность замеса 5 мин.
Для выполнения этого режима следует иметь, по крайней мере, двухкорытный тестосмеситель.
Вследствие непродолжительности замеса макаронного теста и относительно низкой доли влаги в нем биохимические процессы на этой стадии находятся в начальном состоянии и не оказывают практического влияния на свойства теста и отформованных сырых изделий. Основная фаза биохимических процессов протекает во время сушки изделий при использовании низкотемпературных режимов сушки. Однако параметры замеса (влажность и температура теста) и использование вакуумирования могут в достаточной степени отразиться на глубине протекания биохимических процессов в изделиях во время последующей сушки.
В то же время в тесте, налипшем на вал и стенки тестомесильного корыта, которое долгое время остается без движения, могут протекать значительные по глубине микробиологические процессы. Это может привести к закисанию теста, вследствие чего необходимо периодически, через 1—2 ч работы пресса, счищать налипшее на вал, лопатки и стенки корыта тесто.
Влажность теста

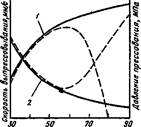
Рис. 13. Характер изменения скорости выпрессовывания (Г) и давления прессования (2) макаронного теста в зависимости от его влажности
| Температура теста, °С |
Влажность макаронного теста — один из двух главных параметров (наряду с температурой теста), которые технолог может менять в определенных пределах, оказывая влияние на физические свойства теста, сырых изделий и качество продукции. В самом деле, при поступлении на предприятие определенной партии муки возможности технолога влиять на ее макаронные свойства весьма ограничены: нет возможности изменить гранулометрический состав муки, нельзя увеличить влажность муки и изменить свойства клейковины (без добавления сухой клейковины хорошего качества, которую не выпускают в нашей стране, или без подмешивания дефицитной муки с высоким содержанием клейковины, что, с другой стороны, будет ухудшать ее макаронные свойства). Еще в большей степени ограничены возможности технолога в условиях непрерывного процесса замеса и прессования теста на шнековом прессе определенной марки: нельзя изменить продолжительность и интенсивность замеса теста технические параметры шнека и матрицы.
В то же время увеличение влажности теста приводит к увеличению толщины сольватных оболочек, окружающих частицы муки в уплотненном тесте, а значит, к снижению когезионной прочности теста. Вследствие этого с увеличением влажности снижаются вязкость теста и прочность сырых изделий, увеличивается их пластичность.
Таким образом, для приготовления теста из порошкообразной муки с реологическими свойствами, т. е. с соотношением пластичности и вязкости, идентичными свойствам теста из крупитчатой муки, можно повысить влажность теста при замесе в пределах 1...2 %. Иными словами, при переводе работы пресса с крупки твердой пшеницы на хлебопекарную муку для поддержания режима формования изделий. На прежнем уровне необходимо увеличить количество воды, подаваемой в корыто пресса для замеса теста. Естественно, это относится к тому случаю, когда содержание влаги и клейковины в хлебопекарной муке примерно такое же, как в крупке. Уменьшение же клейковины приводит к снижению пластичности теста и выпрессовываемых сырых изделий и требует дополнительного увеличения влаги в тесте.
С повышением влажности теста увеличиваются пластичность, текучесть теста и облегчается процесс его выпрессовывания через матрицы. Это приводит (как показывают соответствующие кривые на рис. 13) к снижению давления прессования и к увеличению скорости выпрессовывания, т. е. к повышению производительности пресса. Однако если при работе на поршневых прессах такая зависимость наблюдалась при повышении влажности теста до 34 % и выше (на рис. 13 эти кривые показаны пунктиром), то для шнековых прессов скорость выпрессовывания сырых изделий увеличивается только до повышения влажности теста примерно до 32 %. Дальнейшее повышение влажности при замесе теста приводит к образованию крупных комков, плохо проходящих сквозь входное отверстие шнековой камеры. Поэтому, хотя пластичность теста и повышается, плохое питание им шнековой камеры ведет к резкому падению давления прессования и, как следствие, к снижению скорости выпрессовывания (сплошная кривая на рис. 13). Таким образом, с точки зрения экономичности работы шнекового пресса оптимальная влажность теста 32 %. Но при этом надо учитывать и другие факторы: гранулометрический состав, содержание клейковины в исходной муке (о чем мы уже говорили), а также способы разделки и сушки изделий (на чем мы остановимся ниже). Наконец, надо еще раз отметить, что влажность теста влияет на степень шероховатости поверхности изделий при использовании матриц без тефлоновых вставок, что также связано с влиянием влажности теста на величину давления прессования.
Рассматривая зависимость влажности теста от величины давления прессования, следует иметь в виду, что уменьшение влажности теста приводит к увеличению давления прессования и, казалось бы, к увеличению скорости выпрессовывания изделий. Однако при этом в еще большей степени увеличивается вязкость теста и снижается его текучесть. Как показывают кривые на рис. 13 в области влажности теста до 32...33 %, хотя более крутое тесто и приводит к увеличению давления, при этом в 'большей степени снижается скорость выпрессовывания изделий из матрицы. Следовательно, при конкретных условиях формования теста оптимальные соотношения скорости выпрессовывания сырых изделий и величины давления прессования следует находить эмпирическим путем: с одной стороны, необходимо поддерживать давление на достаточно высоком уровне, чтобы обеспечить достаточную прочность выпрессовываемых изделий, с другой стороны, величина давления не должна превышать определенного предела, установленного для конкретного пресса, во избежание его поломки.
Наконец, следует отметить, что на шнековых прессах встречается явление, когда снижение влажности теста практически не увеличивает величины давления прессования, но приводит к снижению скорости выпрессовывания сырых изделий. Это явление наблюдается при работе на изношенных шнеках с матрицами, имеющими низкую пропускную способность (коэффициент живого сечения 0,05...0,1 ед.). В этом случае резко возрастает противодвижение теста в зазоре между шнеком и стенкой камеры, вследствие чего снижается подача высоковязкого, низкотекучего теста к матрице.
Температура теста
|
Рис. 14. Характер изменения скорости выпрессовывания (/) и давления прессования (2) макаронного теста в зависимости от его температуры
Вторым важным технологическим параметром, которым может оперировать технолог в процессе замеса теста, является температура теста.
В условиях старой технологии прессования макаронного теста на поршневых прессах, когда тесто не испытывало относительиого смещения внутренних I поев вплоть до его выпрессовывания через отверстия матрицы (ламинарный характер движения теста), скорость выпрессовывания и давление прессования зависели следующим образом от температуры 1еста. При увеличении температуры приблизительно до 60 °С скорость выпрессовывания увеличивалась, а давление прессования снижалось (пунктирные линии на рис. 14). Это связано с увеличением пластичных и снижением вязкостных свойств геста вследствие ослабления межмолекулярных связей в структуре теста при повышении его температуры. Однако дальнейшее увеличение температуры теста приводило к резкому увеличению давления на матрицу и резкому падению скорости выпрессовывания изделий. Такой характер изменения текучести геста при ламинарном движении объясняется тем, что при температурах выше 60 °С происходит денатурация клейковины, «запечатывание» связанных ею крахмальных зерен которые, в свою очередь, набухают в результате повышения температуры и уплотняют фиксирующуюся белковую матрицу. В результате этого процесса, который называется завариванием теста, оно становится плотным и с трудом поддается формованию. Исходя из сказанного, оптимальной температурой теста при его формовании на поршневых прессах являлась температура 55 °С.
При прессовании теста на шнековых макаронных прессах рассматриваемые зависимости имеют иной характер.
При нагнетании уплотненного теста к матрице в шнековой камере внутренние слои теста испытывают постоянные деформации сдвига, смещения слоев. Наблюдается турбулентный характер движения теста. При увеличении температуры выше 60 °С структура теста не фиксируется: денатурирующаяся клейковина, находящаяся в постоянном смещении, не может сформировать устойчивую структурную решетку вплоть до продавливания теста через отверстия матрицы. Набухающие же зерна крахмала увеличивают свою пластичность, повышая текучесть теста. В результате этого при формовании теста на шнековых прессах увеличение температуры приводит к постоянному росту скорости выпрессовывания изделий и снижению давления прессования в исследованном нами интервале температур вплоть до 90 °С (сплошные кривые на рис. 14).
Контрольные вопросы:
1. Какие требования предъявляются к качеству и количеству клейковины
муки?
2. В чем заключается гранулометрический состав муки?
3. Принцип работы устройства для предварительного увлажнения муки перед
замесом теста?
4. На какие факторы влияет продолжительность и интенсивность замеса
теста?
5. Какую роль играет влажность при замесе теста?
6. Какие изменения происходят при выпрессовывании макаронного теста в
зависимости от температуры?
Литература
1. Медведев Г.М. «Технология макаронного производства».- М.:Колос,2000.
2. Чернов М.Е. Макаронное производство.-М.: Издательство «Мир»,1994г.
3. Чернов М.Е. Оборудование предприятий макаронной промышленности.-
М.: Пищевая промышленность,1978г.-232с.
Лекция 6
Дата добавления: 2017-11-21; просмотров: 2707;
Поиск по сайту
Узнать еще
- ВЛИЯНИЕ ПОЛЕТНОГО ВЕСА И ТЕМПЕРАТУРЫ НАРУЖНОГО ВОЗДУХА НА ДАЛЬНОСТЬ И ПРОДОЛЖИТЕЛЬНОСТЬ ПОЛЕТА
- Влияние режимов замеса и формования на микробиологическое состояние макаронных изделий
- Влияние температуры на интенсивность фотосинтеза
- ГРОЗОВЫЕ (АТМОСФЕРНЫЕ) ПЕРЕНАПРЯЖЕНИЯ. ИНТЕНСИВНОСТЬ ГРОЗОВОЙ ДЕЯТЕЛЬНОСТИ.
- ДАЛЬНОСТЬ И ПРОДОЛЖИТЕЛЬНОСТЬ ПОЛЕТА
- Дальность и продолжительность полета
- Дальность и продолжительность полёта
- Дифференциальные зависимости между крутящим моментом и интенсивностью крутящего момента.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
