Статические характеристики дугового разряда
Сварочная дуга (рис. 1.5) – это установившийся мощный электрический разряд, например, между электродами 1 и 2 в ионизированной смеси газов, паров металлов и веществ, входящих в состав электродных покрытий, флюсов и других защитных средств. Носителями электричества в сварочной дуге являются электроны и ионы. Электрическая проводимость дугового промежутка обеспечивается тем, что под действием электрического поля между катодом и анодом отрицательно заряженные электроны движутся к аноду 2, а положительно заряженные ионы – к катоду 1. Но основными носителями электричества в сварочной дуге, по большей части и определяющими ее проводимость, являются электроны.

Рис. 1.5. Распределение потенциала по длине столба дуги
Электроны в дуге появляются в основном за счет их эмиссии с поверхности катода как термоэлектронной (вследствие нагрева его поверхности до температуры Т ~ Тпл), так и автоэлектронной (вследствие наличия у его поверхности электрического поля высокой напряженности εк ≈ 104 В/мм). Кроме того, электроны появляются при термической ионизации нейтральных газов и паров металлов.
В сварочной дуге четко выражены три области: катодная, столб дуги и анодная, характеризуемые падениями напряжения Uк, Uст и Uа.
Падение напряжения в катодной области Uк, непосредственно прилегающей к катодному пятну диаметром dк обычно преобладает в общем падении напряжения на дуге, а его величина зависит от конкретных физических условий для данной дуги, в том числе от потенциала ионизации газов и паров катодной области. Протяженность катодной области lк очень мала: lк ≈ 10–3...10–4 мм.
В анодной области, непосредственно прилегающей к анодному пятну диаметром da, ионизации практически не происходит. Как показывают экспериментальные данные, анодное падение напряжения зависит от физических условий в анодной области и степени влияния пространственного отрицательного заряда. Оно практически не зависит от сварочного тока. Протяженность анодной области lа также очень мала: la ≈ 10–2...10–3мм.
Падение напряжений в катодной области, которое преобладает в общем падении напряжения на дуге, составляет Uк ≈ 5...25 В, и в анодной области, которое также весьма значимо Uа ≈ 2...10 В, не зависит от длины дуги, а падение напряжения в столбе Uст пропорционально длине дуги lд:
 ,
,
где  – градиент напряжения в столбе, равный
– градиент напряжения в столбе, равный  = 1...4 В/мм.
= 1...4 В/мм.
Падение напряжения на дуге Uд – это сумма падений напряжений в анодной и катодной областях, а также в столбе дуги:
 . (1.2)
. (1.2)
Мощность дуги Pд можно выразить следующим образом:
 . (1.3)
. (1.3)
Экспериментально сумму катодного и анодного падения напряжений можно найти, постепенно уменьшая длину дуги и замеряя напряжение при минимальной ее длине, когда падением в столбе можно пренебречь. Отдельные же величины, входящие в выражение мощности дуги, определяют следующим образом. Катодное падение напряжения Uк часто принимают равным потенциалу ионизации газа. Например, потенциал паров железа равен UiFe = 7,83 В, а воздуха – Uiвозд = 14 В.
В случае если нет точных измерений потенциала паров металла, которые экспериментально довольно трудно выполнить, в среднем берут Uк ≈ 10 В. Для анодного падения напряжения, сильно меняющегося в зависимости от разных обстоятельств, при ручной сварке стальным электродом часто принимают Uа = 6...8 В. Что же касается столба дуги, то градиент напряжения в нем можно принять 2...3 В/мм, в среднем – 2,5 В/мм. Таким образом, напряжение дуги длиной 6 мм будет
 В.
В.
При прямом действии электрической дуги свариваемое изделие включается в электрическую цепь и служит одним из электродов дуги. Если дуга питается постоян-ным током и электрод присоединяется к отрицательному полюсу источника тока (электрод 1), а изделие – к положительному полюсу (электрод 2), то имеем прямую полярность дуги. Присоединение электрода к положительному полюсу, а изделия – к отрицательному полюсу дает обратную полярность. Изменение полярности влияет на распределение тепла и перенос электродного металла в дуге. В практике дуговой сварки применяют и прямую, и обратную полярность, учитывая особенности технологии сварки.
Напряжение и ток дуги связаны между собой сложной зависимостью, которая определяет свойства дуги как нелинейного элемента электрической цепи.
Аналитические выражения зависимости Uд = f(I) очень громоздки и для практического использования малопригодны. Чаще всего эту зависимость представляют графически в виде вольтамперных характеристик (ВАХ). При этом ВАХ называются статическими, если они построены по результатам измерений относительно медленно изменяющихся тока и напряжения в состоянии устойчивого равновесия дугового разряда.
Наиболее достоверные статические ВАХ могут быть получены для дуги с неплавящимися электродами, длина которой остается практически постоянной в большом диапазоне изменения тока. В сварочной дуге с плавящимся проволочным электродом длина дуги вследствие оплавления конца электрода и последующего переноса металла в шов не является постоянной, и такая дуга, строго говоря, имеет неустановившийся характер. Построение более или менее достоверных статических ВАХ в этом случае возможно лишь для начальной стадии дугового разряда при неподвижном электроде. В общем случае статические вольтамперные характеристики дуги имеют форму, показанную на рис. 1.6.
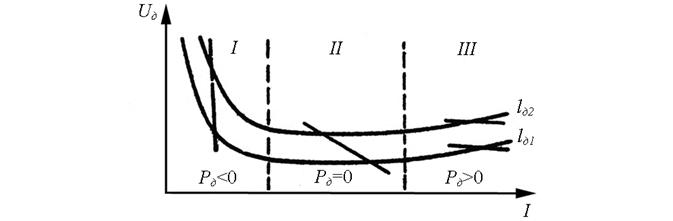
Рис. 1.6. Общий вид статических вольтамперных характеристик дугового разряда (lд2>lд1)
При неизменных прочих условиях (длина дуги, материал и геометрия электродов, состав и давление дугового газа) форма ВАХ зависит от порядка величины тока, что позволяет выделить на ней три характерных участка.
1. При относительно небольших токах напряжение дуги с ростом тока уменьшается и ВАХ является падающей. Это объясняется тем, что рост тока на этом участке характеристики сопровождается резким увеличением сечения и электропроводности столба, что ведет к уменьшению напряжения на нем, а значит и напряжения дуги, поскольку катодное и анодное падение напряжения от тока практически не зависят. Такая форма статических ВАХ свойственна малоамперным дугам при сварке неплавящимся электродом. Сварка плавящимся электродом в этом диапазоне токов не производится ввиду недостаточной устойчивости дуги.
2. Дальнейший рост тока сопровождается пропорциональным увеличением площади катодного пятна и сечения столба, в то время как его проводимость изменяется незначительно. Поэтому напряжение дуги остается практически постоянным в широком интервале изменения тока. Такая форма ВАХ, называемая жесткой, имеет место при ручной сварке покрытыми электродами, в большинстве случаев сварки под слоем флюса, а также при сварке неплавящимся электродом на токах от 20...30 А и более.
3. При больших плотностях тока в электроде площадь катодного пятна и сечение столба не могут сколько-нибудь существенно увеличиться, поэтому рост тока сопровождается увеличением падения напряжения в столбе дуги. Возрастающая форма ВАХ свойственна сварочным дугам, в которых используется тонкая
(до 2 мм) электродная проволока. Больший угол наклона имеет место при сварке в среде защитного газа, поскольку его струя способствует охлаждению и некоторому сжатию столба дуги.
Дата добавления: 2017-11-21; просмотров: 2926;
Поиск по сайту
Узнать еще
- II. Физические характеристики участников коммуникации
- U – образные и рабочие характеристики синхронного двигателя
- U – образные характеристики синхронного генератора
- U-образные характеристики
- XIII. ЭНЕРГЕТИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОБОРУДОВАНИЯ
- Амплитудо-частотная и фазо - частотная характеристики усилителя .
- Аналоговые усилители. Классификация. Основные характеристики и параметры усилителей
- Антропометрические характеристики человека

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
