Инструментальные магазины.
Основные требования, предъявляемые к инструментальным магазинам, следующие: достаточная вместимость, высокая точность позиционирований инструмента в рабочем органе станка, удобство загрузки магазинов, минимальное время на смену инструмента, высокая надежность и наименьшее число координат при смене инструмента.
Применяются три типа устройств АСИ: для смены шпиндельного узла, для смены инструмента в шпинделе станка и комбинированные.
 а
а
|  б
б
|
 в
в
|
 г
г
|
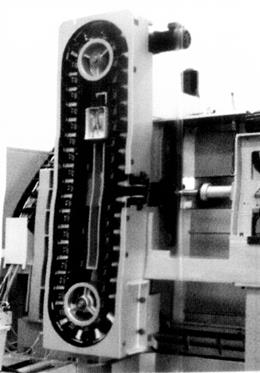
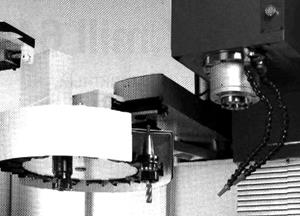
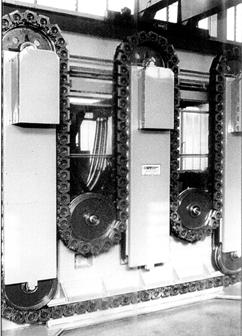
Рис. 40. Инструментальные магазины различных типов: а – цепной
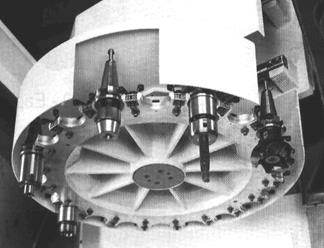
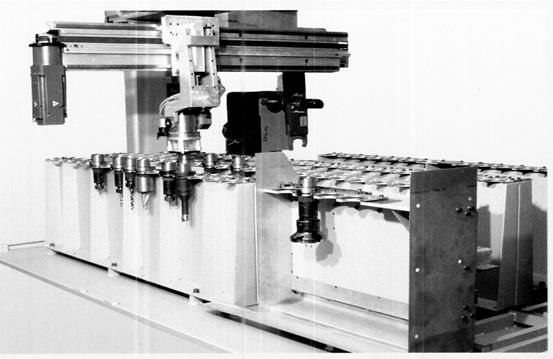
магазин (фрагмент) с устройством смены инструмента; б – цепной (общий вид); в – с вертикальной фиксацией на 56 инструментов; г – дисковый на 40 позиций
При применении револьверных головок отсутствует необходимость в инструментальных и транспортных манипуляторах, а также промежуточных накопителей. Преимуществом таких устройств АСИ являются простота конструкции, минимальное время смены инструментов (1 – 3 с.), отсутствие автоматической смены инструмента в шпинделе станка. Недостатки: небольшое число инструментов, ограниченное размерами рабочей зоны (поскольку подача инструмента осуществляется перемещением самой револьверной головки) и невысокая жесткость инструментальных шпинделей.
Цепные магазины (рис. 42 а) отличаются большей вместимостью. Поиск нужного инструмента производится в процессе обработки детали (вспомогательное время является перекрываемым), что не приводит к снижению производительности станка, но имеет место усложнение конструкции из-за применения специальных манипуляторов для подачи инструмента в шпиндель станка.
Для кассетных (рис. 42 в) магазинов характерно большое (до 150 и более) количество инструментов. Загрузка-выгрузка инструментов производится параллельно с обработкой детали, предусмотрена очистка конусов оправок. Они фактически выполняют роль инструментального склада.
 а
а
|  б
б
|
Рис. 41. Некоторые схемы установки магазинов относительно шпинделя станка: а – соосно сверху; б – снизу на столе станка (ОЦ модели PERLA)
 а
а
|
 б
б
|
 в
в
|
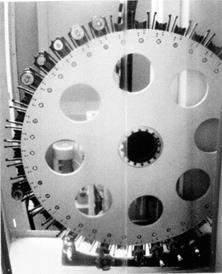
Рис. 42. Инструментальные магазины повышенной вместимости:
а – цепной многорядный на 162 позиции; б – барабанный типа «зонтик»;
в – кассетный наибольшей вместимости
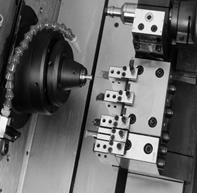
В отношении токарных станков с ЧПУ при размещении режущего инструмента решается задача компактного расположения его непосредственно близко к зоне обработки. Например, в станках с двухшпиндельной компоновкой серии PD применяются разные системы крепления инструмента: стандартные и кассетные державки для инструментальной линейки и державки для револьверной головки. В этом случае применяются варианты резцедержателей, показанные на (рис. 43 и 44). В них устанавливается также осевой инструмент.

| 
| 
|
а б в
Рис. 43. Варианты конструктивного исполнения резцедержателей для
токарных станков с ЧПУ: а – стандартные для инструментальной линейки;
б – блочные резцедержатели; в – конструкция на основе револьверной головки
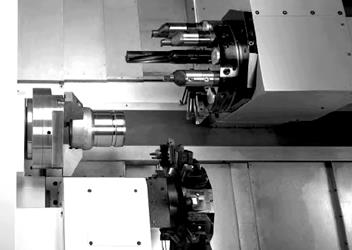
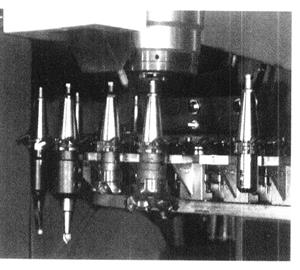
Рис. 44. Пример многоинструментальной наладки токарного станка
Дата добавления: 2017-10-04; просмотров: 5654;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
