На основные показатели качества изделий
Рассмотренные выше показатели качества продукции в значительной степени зависят от технологии изготовления изделия. Одним из определяющих элементов, влияющих на качество изделия, является качество поверхностей деталей машин, обеспечиваемое в результате выполнений технологических процессов материалообработки.
Качество поверхности деталей машин определяется макрогеометрией и физико-механическими свойствами поверхностного слоя. Поверхность, ограничивающую деталь и отделяющую ее от окружающей среды, называют реальной поверхностью.
Номинальная поверхность - это идеальная поверхность, номинальная форма которой задана чертежом или другой технической документацией.
Геометрические характеристики качества обработанной поверхности определяются отклонениями реальной поверхности от номинальной. Эти отклонения можно подразделить на три разновидности: шероховатость, волнистость, отклонение от правильной геометрической формы. Термины и определения шероховатости поверхности установлены ГОСТом 25142-82.
Оценка геометрических параметров поверхности металла должна включать характеристики макрогеометрии, микрогеометрии и субмикрогеометрии.
К макрогеометрии относят неровности на больших участках поверхности, к микрогеометрии – отклонения на участке примерно в 1 мм (шероховатость) и к субмикрогеометрии – неровности, обусловленные несовершенством внутреннего строения металла. Субмикроскопический рельеф рассматривается на участках поверхности от одного до нескольких микрометров.
Субмикрогеометрия поверхности связана со структурным строением, физическими, механическими и химическими свойствами поверхностного слоя металла. В соответствии с дислокационной теорией каждое кристаллическое тело характеризуется определенным типом дислокаций и их плотностью. Поверхности реального кристаллического тела представляют собой сложную систему блоков, фрагментов зерен и выходов отдельных групп дислокаций в виде тонкой системы впадин и выступов [24].
Поверхность реального тела всегда имеет шероховатость, обусловленную случайным и несовершенным расположением кристаллографических плоскостей. Схематичное представление о субмикроскопическом рельефе поверхности представлено на рис.1.5.
Тонкий поверхностный слой деталей машин имеет механические, физические, химические свойства и напряженное состояние иные, чем в глубинной части материала. Этот слой, толщина которого в зависимости от вида обработки находится в пределах от десятков ангстрем до сотых и десятых долей миллиметра, оказывает большое влияние на работоспособность деталей. Отличные свойства тонких поверхностных слоев от свойств сердцевины обусловлены следующими причинами:
¨ особым состоянием атомов ионов поверхности, следствием чего является наличие свободной поверхностной энергии и большая адсорбционная активность;
¨ суммой механических, тепловых и физико-химических воздействий на поверхность металла при окончательных и предварительных операциях технологической обработки [24].
Физически чистая (ювелирная) поверхность металла, обладая высокой способностью к адсорбции, при контакте со смежной газообразной или жидкой средой вступает с ней во взаимодействие, что приводит к адсорбции атомов и молекул среды на внешних поверхностях металла.
На рис.1.6 схематически представлены исследованные методом структурной электронографии поверхностные слои стального образца после обработки тонким шлифованием. Как видно из приведенной схемы, поверхностная часть металла состоит из трех различных слоев. Слой 1 представляет собой пленку адсорбированных газов из атмосферы. Эта
| |




| |
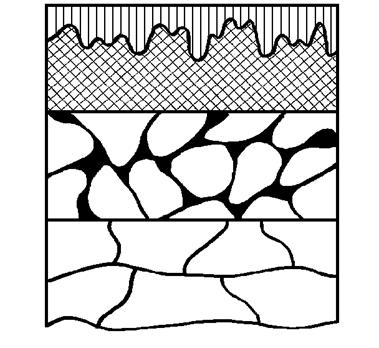
Рис.1.6. Поверхностные слои стального образца, исследованные
методом структурной электронографии после обработки
тонким шлифованием
Таблица 1.2.
Дата добавления: 2017-10-04; просмотров: 1881;
Поиск по сайту
Узнать еще
- Arthropoda.Систематика.Тараканы и мухи.Географическое распространение.Основные представители.Морфология,развитие,патогенное действие.Медицинское знаение.Меры борьбы.
- Cущность организации и ее основные признаки
- I. Назначение унифицированных газозарядных станций и основные тактико-технические требования, предъявляемые к ним.
- I. Натуральные показатели
- I. Обработка поверхности изделий.
- I. ОСНОВНЫЕ ПОЛОЖЕНИЯ
- I. Политический режим: понятие, сущность и основные типы.
- I.2. Основные категории водопотребления промышленных предприятий и их особенности

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
