Соединения арматуры в обычном железобетоне
По длине стержни горячекатаной арматуры в обычном железобетоне соединяются, как правило, с помощью сварки, независимо от способа образования каркаса.
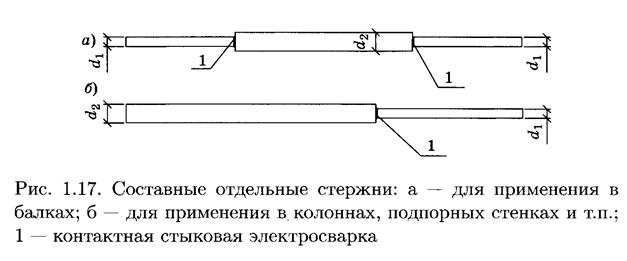
Стержни отдельных позиций сварного каркаса могут быть простыми, состоящими из цельного стержня одного диаметра, или, в целях экономии арматурной стали, составными, состоящими по длине из стержней двух-трёх различных диаметров (рис. 22), соединённых контактной стыковой сваркой. Составными могут быть только стержни из горячекатаной арматуры периодического профиля. Составные стержни часто применяют при армировании ригелей, колонн, подпорных стенок и т.п.
Все сварные соединения в зависимости от места их выполнения делятся на:
- сварные соединения, выполняемые в заводских условиях;
- сварные соединения, выполняемые в условиях стройплощадки.
Сварные соединения, выполняемые в заводских условиях. Различают два основных их типа:
А. Контактная электросварка встык (или контактная стыковая электросварка) предназначена для соединения заготовок арматурных стержней, приварки к стержням коротышей большего диаметра и т. п. Выполняется на специальных сварочных машинах. Процесс сварки состоит в том, что концы стержней в месте их контакта под действием электрического тока большой силы (до 100 кА) разогреваются до пластического или жидкого состояния с одновременным или последующим сильным сжатием, обеспечивающим взаимодействие атомов металла. В зоне сварки металл оплавляется, образуя небольшое утолщение (рис. 23, а). Прочность такого соединения получается даже выше, чем прочность самих стыкуемых стержней. Этим способом может производиться соединение стержней диаметром от 10 до 80 мм.
При соединении стержней арматуры классов A240, А300, A400, А500, A600, А800, A1000 разных диаметров должно соблюдаться условие d1 /d2 ≥ 0,85 (соотношение 0,3 допускается при использовании специальной технологии сварки), а наименьший диаметр стержня d1 = 10 мм.
Б. Контактная точечная электросварка используется для соединения отдельных стержней в местах их пересечения при изготовлении сеток и каркасов, В этих случаях применяют стержневую арматуру классов A240, A300, A400 и проволочную класса В500. Перекрещивающиеся стержни сдавливают с большой силой в зажимах сварочной машины, затем включают ток, который доводит металл между зажимами до оплавления, а прилегающую зону – до пластического состояния.
Качество точечной электросварки зависит от соотношения диаметров свариваемых поперечных и продольных стержней. Оно должно быть в пределах d1 /d2 = 0,25...1.
Сварные соединения, выполняемые в условиях стройплощадки. Ограничимся рассмотрением двух типов таких соединений.
А. При монтаже арматурных изделий и сборных железобетонных конструкций для соединения встык как горизонтальных, так и вертикальных стержней (или выпусков) арматуры классов A240, A300, A400 диаметром 20 мм и более применяют электродуговую ванную сварку в съёмных инвентарных медных формах или на стальной скобе-подкладке (рис. 23, б). Принцип электродуговой сварки основан на образовании электрической дуги между свариваемым металлом и электродом. В зазор 10... 15 мм между свариваемыми стержнями помещается гребёнка электродов. При прохождении электрического тока между гребёнкой и формой возникает электрическая дуга. В результате этого образуется ванна расплавленного металла, которая разогревает и плавит торцы стыкуемых стержней. При этом расплавленный металл электродов и стержней образует сварной шов.
Б. Если диаметр соединяемых стержней менее 20 мм, то применяют дуговую сварку стержней четырьмя фланговыми швами с использованием круглых накладок (рис. 23, в). Этим способом могут соединяться стержни диаметром от 10 до 80 мм, начиная от класса A240 до класса A500 включительно. Допускается применять и односторонние сварные швы с удлинёнными накладками (рис. 23, г). При этом должны быть соблюдены следующие требования к размерам сварного шва: b≥ 10 мм и b≥ 0,5d; h ≥ 4 мм и h ≥ 0,25d, где b – ширина шва; h – глубина шва (рис. 23, д).
Соединение стержней в тавр с пластиной толщиной δ = 0,75d (из листовой или полосовой стали) выполняют автоматической дуговой сваркой под флюсом (рис. 23, е). Соединение внахлёстку арматурных стержней диаметром 8...40 мм с пластиной или плоскими элементами проката выполняют дуговой сваркой фланговыми швами (рис. 23, ж).
Сварные соединения способствуют рациональному расходу стали и использованию отходов арматуры.
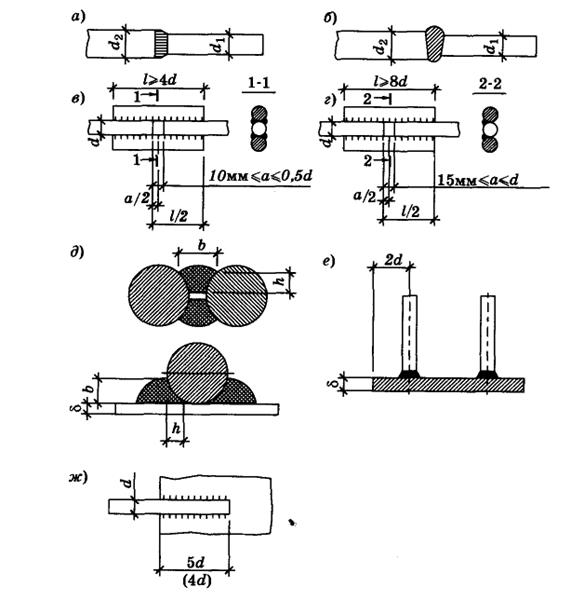
Рис. 23. Сварные стыковые соединения арматуры: а – контактная электросварка встык; б – дуговая ванная сварка в инвентарной форме; в – дуговая сварка с накладками с четырьмя фланговыми швами; г – то же, с двумя фланговыми швами; д – размеры сварного шва; е – сварное соединение в тавр стержней с пластиной; ж – сварное соединение внахлёстку стержня с пластиной
Стыки арматуры внахлёстку без сварки. Стержневую арматуру классов A240, А300, A400 допускается соединять внахлёстку без сварки с перепуском концов стержней на 20...50 диаметров в тех местах железобетонных элементов, где прочность арматуры используется не полностью. Однако такой вид соединения стержневой арматуры вследствие излишнего расхода стали и несовершенства конструкции стыка применять не рекомендуется.
Внахлёстку можно выполнять стыки сварных и вязаных каркасов и сеток в направлении рабочей арматуры (рис. 24).
При этом диаметр рабочей арматуры должен быть не более 36 мм. Длина перепуска (нахлёстки) стыкуемых стержней, каркасов, сеток в рабочем направлении определяется расчётным путём по формуле (1.25).
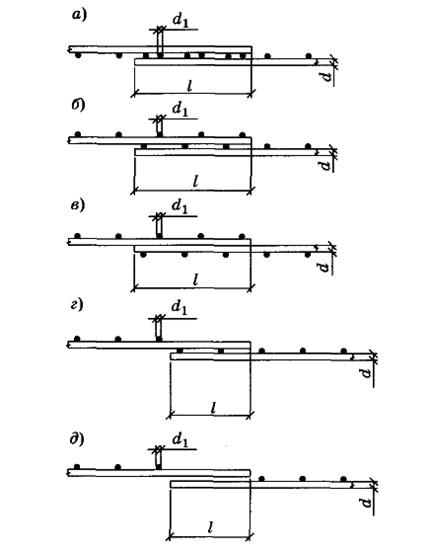
Рис. 24. Стыки сварных сеток в направлении рабочей арматуры: а – при гладких стержнях, когда поперечные стержни расположены в одной плоскости; б, в – то же, но поперечные стержни расположены в разных плоскостях; г – при стержнях периодического профиля, когда в пределах стыка поперечные стержни отсутствуют в одной из стыкуемых сеток; д – то же, когда в пределах стыка поперечные стержни отсутствуют в обеих стыкуемых сетках; l – длина перепуска сеток; d, d1 – соответственно диаметры рабочей и распределительной арматуры
Поперечные стержни соединяемых сеток могут располагаться в разных плоскостях (рис. 24, б, в) или в одной плоскости (рис. 24, а). В каждой из соединяемых в растянутой зоне сеток на длине нахлёстки должно быть расположено не менее двух поперечных стержней, приваренных ко всем продольным стержням сеток. Такие же типы стыков применяются и для стыковки внахлёстку сварных каркасов с односторонним расположением рабочих стержней из всех видов арматуры; при этом на длине стыка устанавливают дополнительные хомуты или поперечные стержни с шагом не более 5 диаметров продольной арматуры. Если рабочей арматурой сеток являются стержни периодического профиля, то одна из стыкуемых или обе сетки в пределах стыка выполняются без приваренных поперечных стержней (рис. 24, г, д).
Стыки сварных сеток в нерабочем направлении (когда соединяется распределительная арматура) также выполняются внахлёстку (рис. 25).
Длину перепуска (считая между крайними рабочими стержнями сетки) принимают равной 50 мм при диаметре распределительной арматуры до 4 мм и равной 100 мм при диаметре распределительной арматуры более 4 мм. При диаметре рабочей арматуры 16 мм и более сварные сетки в нерабочем направлении допускается укладывать впритык друг к другу, перекрывая стык специальными стыковыми сетками, укладываемыми с перепуском в каждую сторону не менее 15 диаметров распределительной арматуры и не менее 100 мм (рис. 25, в). Стыки плоских каркасов, как и сеток, в конструкциях следует располагать вразбежку.
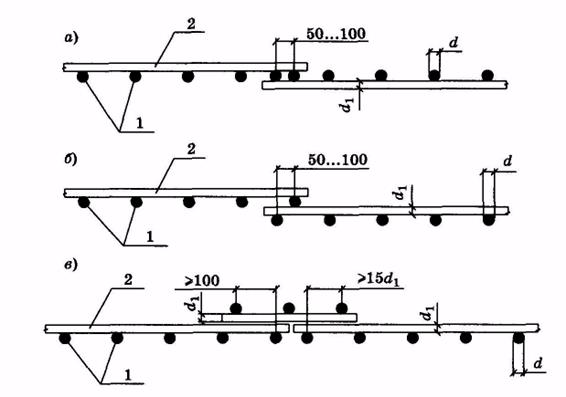
Рис. 25. Стыки сварных сеток в направлении нерабочей (распределительной) арматуры: а – внахлёстку с расположением рабочих стержней в одной плоскости; б – то же, с расположением рабочих стержней в разных плоскостях; в – стык впритык с наложением дополнительной стыковой сетки; d, d1 – соответственно диаметры рабочей и распределительной арматуры; 1 – рабочая арматура; 2 – распределительная арматура
Вязаные каркасы и сетки в настоящее время применяют редко, так как при использовании вязаных изделий существенно повышается трудоёмкость. Однако в случае применения вязаных изделий исключается концентрация напряжений, которая при сварных изделиях возникает в зонах точечной сварки, а также устраняется опасность пережога поперечных стержней, что иногда наблюдается в сварных изделиях. В вязаных сетках и каркасах соединение стержней между собой осуществляется с помощью вязальной (отожжённой) проволоки диаметром 0,8...1 мм.
Дата добавления: 2021-09-07; просмотров: 1131;
Поиск по сайту
Узнать еще
- II. Соединения позвонков
- IP как протокол без установления соединения
- IV. Конденсация фенолов с другими органическими соединениями
- Азотсодержащие органические соединения
- АЗОТСОДЕРЖАЩИЕ СОЕДИНЕНИЯ
- Аллотропия. Химические соединения и смеси.
- Анкеровка напрягаемой арматуры
- Арматура для железобетонных конструкций. Назначение арматуры и требования к ней

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
