Основы технологии производства искусственного зернистого материала из глинистых грунтов с использованием электроплазменных устройств
Территория России характеризуется значительной неоднородностью по наличию и запасам месторождений каменных материалов, пригодных для применения в дорожном строительстве. К регионам, где темпы строительства автомобильных дорог сдерживаются отсутствием или ограниченными запасами месторождений каменных дорожно-строительных материалов, относят районы Нечерноземья в европейской части России, а в азиатской части - Западную Сибирь, являющуюся главной топливно-энергетической базой государства. Полностью отсутствуют каменные материалы, например, в Омской и Курганской областях, на большей части Тюменской, Новосибирской, Томской областей и Алтайского края.
Обеспечение морозоустойчивости конструкций дорожных одежд, удаление свободной воды из рабочего слоя земляного полотна на значительной территории Западной Сибири осуществляют за счёт применения в дополнительных слоях стабильных, не изменяющих своего объёма при промерзании в увлажнённом состоянии зернистых материалов и, прежде всего, гравийно-песчаных смесей, дальность транспортирования которых к месту укладки может составлять сотни километров. В таких районах экономически оправдано применение искусственных каменных материалов, по своим физико-механическим свойствам альтернативных природным, но имеющим меньшую стоимость. Один из таких материалов - керамит, предложенный проф. В.Н. Ефименко [34, 35].
При разработке технологии производства керамита были учтены требования к дорожно-строительным материалам, предназначенным для строительства дополнительных слоев дорожных одежд. По своим свойствам конечный продукт процесса переработки глинистого сырья при помощи электроплазменных устройств отнесён к группе изделий строительной керамики и в соответствии с ГОСТ 25137-82 классифицирован как пористый неорганический заполнитель со средней объёмной плотностью менее 2 т/м3. По крупности зёрен новый заменитель природных заполнителей подразделён на две группы - крупный (с размером зёрен от 5 до 15 мм) и пористый песок. При водопоглощении по объёму до 25 % и по массе до 15 % марка продукта плазменной обработки керамического сырья по насыпной плотности соответствует 900 кг/м3 из девяти, предусмотренных ГОСТ 9759-61. Морозостойкость керамита соответствует 25 циклам. Коэффициент фильтрации Кф крупного заполнителя составляет не менее 200 м/сут, для пористого песка Кф соответствует 3 м/сут. Параметры, характеризующие прочность и деформируемость керамита в сравнении с другими природными и искусственными каменными материалами, приведены в табл. 15.32.
Таблица 15.32
Характеристики прочности и деформируемости искусственных и природных каменных материалов, применяемых в дополнительных слоях дорожных одежд
| Материал | Значения характеристик | Прочность частиц (зёрен) | ||||
| Еу, МПа | С, МПа | φ, град | σсж, МПа | σр, МПа | τпр, МПа | |
| Керамзит гравие-подобный и его разновидности | 90-120 | - | 30-40 | 0,3-6,0 | - | - |
| Аглопоритовый щебень | 85-100 | - | 30-0 | 0,4-5 | - | - |
| Керамит в виде смеси зёрен диаметром 0,14-10,0 мм (песок крупный гравелистый) | 100-135 | 0,008 | 9,7 | 1,3 | 6,4 | |
| Природный песок: | ||||||
| крупный гравелистый | 0,005 | - | - | - | ||
| средней крупности | 0,005 | - | - | - |
Фазовые и структурные превращения, протекающие в гранулированном глинистом грунте, находящемся в газовой среде, имеющей температуру 3000-5000 °С, способствуют формированию в пределах физического объёма зёрен керамита трёх основных зон с характерными минеральным составом и микроструктурой, что отражено в табл. 15.33.
Таблица 15.33
Характерные зоны гранулы керамического материала, сформированные при плазменной обработке глинистого сырья
| Зоны гранулы | Цвет | Минеральный состав | Микроструктура | Основные процессы |
| Периферийная оболочка | Чёрный и тёмно-серый | Аморфное вещество с включениями разновидностей кремнезёма | Стекловатая | Расплав с остеклованием при температуре 1800-2000 °С |
| Подложка | Тёмно-серый и серый за счёт окисления лимонита до магнетита | Основной: разновидности кремнезёма и плагиоклаза; Второстепенный: волластонит, полевые шпаты, дегидратированные мусковит и хлорит | Кристаллически-тонкозернистая, включающая как самостоятельные выкристаллизованные зёрна, так и объединённые в агрегаты | Связывание СаО с расплавленной алюмосиликатной частью при температуре 1600-1800 °С |
| Основной физический объём | Красный за счёт окисления гидрооксидов железа до гемотита | Основной: кремнезём, плагиоклаза и их разновидности; Второстепенный: в температурной зоне 1100-1500 °С: волла-сгонит, полевые шпаты, дегидратированные мусковит и хлорит, в температурной зоне 900-1000 °С: кварц, плагиоклаз, хлорит, гидромусовит | Мелко- и среднезернистая, по величине зёрен - неравномерно зернистая, объединённая в агрегаты | Диссоциация карбонатов; аморфизация глинистых минералов; спекание контактов частиц при температуре 900-1500 °С |
Мощный тепловой удар, который получает частица глинистого сырца в плазменном реакторе, обеспечивает плакирование её поверхности. Распространяясь по вектору радиуса гранулы сферической формы, тепловой импульс обеспечивает необратимые изменения химико-минералогических и других свойств глинистого сырья. Однако глубина процессов физико-химических преобразований по сечению частицы керамита неоднородна, поскольку центральная её часть нагревается до температуры около 900 °С, а периферия - до температуры газовой среды в реакторе. Смежные зоны материала в физическом объеме гранулы не имеют чётко выраженных границ. Как правило, между ними фиксируют постепенные переходы, что благоприятно сказывается на прочностных свойствах продукта плазменной обработки глинистого сырья.
Результаты исследования комплекса свойств керамита и сопоставление их с требуемыми значениями нормативных документов, регламентирующих применение материалов в дорожном строительстве, позволяют рекомендовать его для применения в нижних слоях оснований дорожных одежд автомобильных дорог любых категорий, во всех дорожно-климатических зонах.
Получение зернистого искусственного материала на основе использования тепловой энергии низкотемпературной плазмы при обработке местных глинистых грунтов открывает перспективы обеспечения мобильности и снижения капитальных затрат производства, требований к составу и свойствам сырья. Применение его в дорожных конструкциях может способствовать расширению сырьевой базы, обеспечить экологическую безопасность производства и интенсифицировать строительство в районах, имеющих недостаточно развитую сеть транспортных сооружений, характеризующихся разбросанностью и удалённостью от поставщиков и потребителей производственных баз при отсутствии месторождений каменных материалов.
Технологические особенности применения энергии плазмы при производстве керамита. В основу технологии производства керамита положен комплекс оборудования, хорошо зарекомендовавший себя в практике производства керамзита [93]. Технологическая схема производства керамита представлена в табл. 15.34 и на рис. 15.1.
Главная и наиболее ответственная операция в производстве керамических материалов - обжиг переработанного сырья. Высокотемпературную обработку гранулированного сырца при получении керамита осуществляют в установке. Схема её работы включает следующие основные стадии: загрузку подготовленного сырья в плазменный реактор, генерирование потока горячего газа (воздуха) при помощи плазмотронов и смешение его с укрепляемым сырьём, выгрузку готового продукта с последующими закалкой и складированием (см. рис. 15.1).
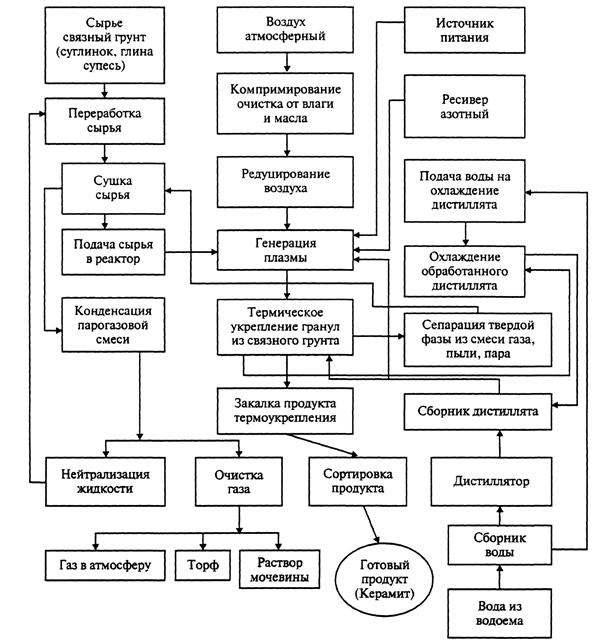
Рис. 15.1. Принципиальная технологическая схема плазменного укрепления гранул глинистых грунтов при производстве керамита
Подача гранулированного сырца в реакторный блок происходит при помощи питателя, навстречу газовому потоку от плазмотронов, направляемому в сушильную камеру. Из сушильной камеры паропылегазовый поток попадает в теплообменник блока газоочистки, где газовая смесь освобождается от воды. Полученный конденсат собирают в сборнике, где его нейтрализуют и направляют на повторное использование в блок переработки грунтового сырья. Газ, содержащий оксиды азота, попадает в абсорбер, а затем выбрасывается в атмосферу (рис. 15.2).
Таблица 15.34
Технологическая схема производства керамита
| Операция | Применяемое оборудование | Описание технологической операции |
| 1. Добыча и доставка сырья на базу переработки | Одноковшовый экскаватор ЭО-5111 А. Мощность двигателя N = 79,5 кВт. Ёмкость ковша 1 м3. Автомобили-самосвалы ЗИЛ или КамАЗ | Глинистый грунт разрабатывают в карьере одноковшовым экскаватором, доставляют автомобилями-самосвалами на базу переработки и разгружают в бункер ящичного подавателя |
| 2. Рыхление материала | Глинорыхлитель СМ-1031. Производительность (рабочая) 10 м3/ч. Мощность двигателя N = 2,8 кВт | Проходя через глинорыхлитель, глинистый грунт приобретает некоторую однородность за счет измельчения и далее попадает в ящичный питатель |
| 3. Дозирование глинистого грунта | Ящичный питатель СМ-664. Производительность (паспортная) 15-25 м3/ч. Ленточный транспортер. Скорость ленты 1,8 м/мин. Ширина ленты 0,9 м. Высота подъёма шибера 220-250 мм | Ящичным питателем грунт равномерно подают на транспортер. Дозируют грунт шибером, установленным на определенной высоте в зависимости от объема пропускаемого материала. Высоту подъема шибера рассчитывают по формуле h = Q×K/60b×v, где Q - количество связного грунта (рассчитано на часовую производительность плазменного реактора), м3; b - ширина слоя, м; v - скорость движения ленты, м/мин; К = 1,3 - коэффициент, учитывающий комковатость грунта. Отдозированный грунт ленточным транспортером подается в вальцы грубого помола. Над транспортером установлен электромагнит для извлечения металлических включений из грунта |
| 4. Переработка грунтовой массы | Вальцы грубого помола СМ-1198. Производительность 25 м3/ч. Мощность двигателя N = 43 кBt. Глиномешалка СМИ-246. Производительность: паспортная - 35 м3/ч, рабочая - 10 м3/ч. Мощность двигателя N = 40 кВт. Дырчатые вальцы СМ-369. Производительность 25 м3/ч. Мощность двигателя N = 55 кВт. | На вальцах грубого помола грунт измельчают при помощи валков, рабочий зазор между которыми составляет 10 мм. Полученная масса грунта поступает в глиномешалку, где перемешивается до однородной массы. Из глиномешалки масса поступает в дырчатые вальцы для более тщательной переработки. Дырчатые вальцы включают два валика одинакового диаметра, которые вращаются навстречу друг другу. Масса грунта, поступающая в загрузочную воронку кожуха, захватывается валиками, продавливается через отверстия диаметром 14-16 мм внутрь валиков, откуда попадает в формующий пресс |
| 5. Формование грунтовой массы | Пресс формовочный СМ-294. Производительность (рабочая) 10 м3/ч. Мощность двигателя N = 56 кBt | Грунтовая масса, поступая в приемную коробку посредством питающего валка, подается к лопастям шнека, который при вращении увлекает сырье к выходному отверстию цилиндра, производит его уплотнение и продавливание через фронтальную плиту с отверстиями диаметром 7-15 мм. Влажность гранул сырца при этом составляет 20-23 %. Полученные формованием гранулы должны быть плотными, с поверхностью, не имеющей задир. Из пресса гранулы поступают в опудривающий барабан |
| 6. Опудривание сырцовых гранул | Барабан-опудриватель. Производительность 25 м3/ч. Мощность двигателя N = 22 кВт. | В барабане-опудривателе гранулы покрываются тонким слоем порошка из огнеупорного материала толщиной около 0,5-1,0 мм, который служит защитой от слипания зерен в конгломераты при высокотемпературной обработке |
| 7. Сушка гранул связного грунта | Сушильное устройство. Производительность 10 м3/ч. Мощность двигателя N = 5 кВт. Элеватор ЛГ-250. Производительность 10 м3/ч. Мощность двигателя N = 7 кВт. Бункер запаса вместимостью V = 15 м3. Объемный дозатор. Мощность двигателя N = 0,6 кВт. | Опудренные гранулы поступают через приемную печку в сушильное устройство. Теплоносителем для гранул являются отходящие газы реактора, имеющие температуру около 800 °С. Подсушенные гранулы при помощи элеватора направляются в бункер запаса сухих гранул, из которого через питатель-дозатор они поступают в плазменный реактор |
| 8. Обжиг (спекание) грунта в форме гранул | Плазменный реактор | Высокотемпературную обработку гранулы проходят в плазменном реакторе (температура в рабочей зоне Т ³ 3000 °С) |
| 9. Закалка и охлаждение керамита | Закалочная камера | Из плазменного реактора гранулы самотеком попадают в термос, где заканчиваются высокотемпературные процессы изменения свойств грунта. Из термоса керамический материал поступает на склад готовой продукции или к потребителю |
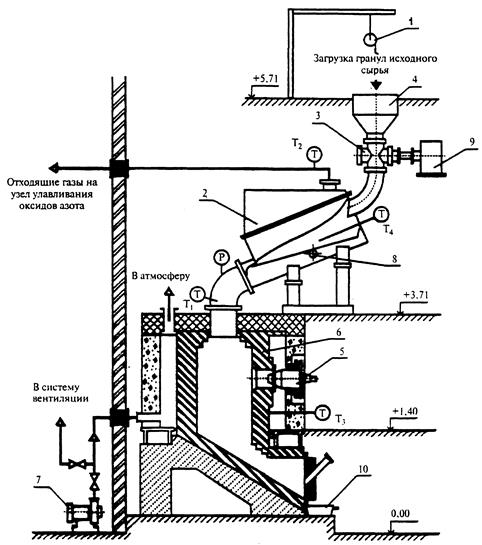
Рис. 15.2. Схема электроплазменной установки для производства керамита:
Механизм для подачи сырцовых гранул в установку; 2 - сушильная камера (виброжёлоб); 3 - секторный затвор; 4 - бункер загрузки; 5 - плазмотрон; 6 - реактор обжига (плазменный реактор); 7 - вентилятор; 8 - привод виброжёлоба; 9 - привод затвора; 10 - механизм для подачи керамита в закалочную камеру
Эффективность термического укрепления гранул глинистого сырца в электроплазменной установке в значительной мере определяет конструктивные особенности и принцип действия плазмотронов, а также обеспечивающие функционирование источники питания. Существуют разнообразные конструкции и принципы действия генераторов плазмы, однако для решения задач технологии крупнотоннажного производства наиболее приемлемы электродуговые плазмотроны (рис. 15.3), имеющие ресурс работы до 500 ч и достаточно высокий термический к.п.д. (до 90 %) [100]. Для питания плазмотронов можно применять источники постоянного, переменного (одно- и трёхфазного) и импульсного тока, которые также, как правило, имеют к.п.д. 86-90 %.
Устройство и принцип действия электродуговых плазмотронов основаны на использовании дугового разряда, возбуждаемого между двумя электродами (анодом и катодом), один из которых (обычно анод) имеет цилиндрический канал, в котором формируется дуга. Для защиты катодов электродуговых плазмотронов применяют газообразный азот. При применении в установке генераторов плазмы с расходным катодом необходимость в азоте отпадает. Охлаждение плазмотронов, герметично закреплённых на корпусе реактора, осуществляют за счёт оборотного водоснабжения.
Рассматриваемую технологию плазменного термоукрепления гранул глинистого грунта можно характеризовать как «экологически чистую». Расчётами установлено, что величина максимальной приземной концентрации вредных веществ, выбрасываемых из одиночной технологической установки при высокотемпературной обработке глинистого сырья, составляет 0,01 мг/м3 [35]. Установленная нормами расчётная максимальная разовая концентрация оксидов азота (в пересчёте на NO2) для промышленной площадки соответствует 1,7 мг/м3, а для населения в селитебной зоне - 0,085 мг/м3. Предельно допустимый холодный выброс вредного вещества в атмосферу из одиночного источника в соответствии с нормами составляет 0,01 г/с. Валовый же сброс при работе установки не превышает 0,0002 г/с. При этом практически безотходное производство керамита в электроплазменном реакторе обеспечивает соблюдение санитарно-гигиенических требований нормативных документов, предъявляемых к предприятиям промышленности строительных материалов.
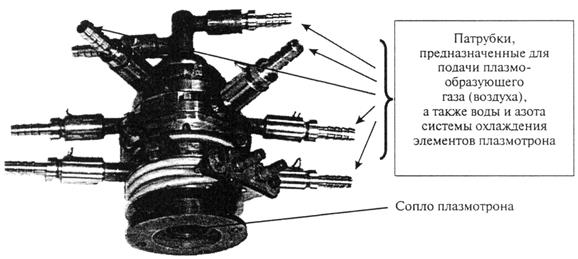
Рис. 15.3. Электродуговой плазмотрон ЭДП-100 конструкции ИТФ СО РАН
Технология производства керамита допускает применение широкого диапазона сырья в виде глин, суглинков или супесей, распространённых в районах строительства автомобильных дорог, содержащего глинистых частиц в пределах 10-40 %, пылеватых частиц от 30 до 60 %. При наличии высокопластичных глин с числом пластичности более 25 в сырьё можно вводить отощающие добавки в виде песка в количестве, определяемом по его крупности.
Дата добавления: 2021-09-07; просмотров: 571;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
