Флексографская печать
Флексографская печать – это единственный способ высокой печати, применение которого расширяется преимущественно в упаковочной, этикеточной и газетной печати. Главная отличительная черта флексографской печати – использование гибких, по сравнению с типографской печатью, относительно мягких печатных форм, которые позволили изменить процесс подачи краски. При помощи эластичных (мягких) печатных форм и специально подобранных печатных красок (низкой вязкости) можно получать большую палитру цветов на впитывающих и невпитывающих материалах. На рис. 3.9 показан принцип работы печатной секции флексографской машины. Жидкая печатная краска равномерно переносится ячейками накатного валика с растрированной поверхностью (так называемого растрированного (анилоксного) валика, линиатура растра от 200 до 600 лин/см, керамическая или хромированная поверхность) на печатающие элементы. На формном цилиндре находится резиновое клише или клише из синтетического материала. Давление печатного цилиндра обеспечивает перенос краски на запечатываемый материал. Применение ракеля вместе с системой подачи краски оказывает стабилизирующее действие на печатный процесс благодаря равномерному заполнению краской ячеек, находящихся на растрированном валике.
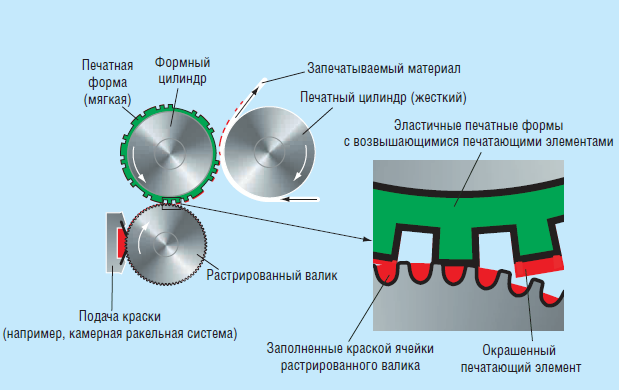
Рисунок 3.9 - Печатный аппарат машины флексографской печати (принцип ротационной высокой печати)
С применяемыми ранее исключительно резиновыми печатными формами была возможна печать лишь простых изображений и грубых штриховых рисунков невысокого качества. Сегодня для удовлетворения постоянно растущих требований к качеству, прежде всего в печати упаковки, используются фотополимерные вымывные печатные пластины (например, Nyloflex фирмы BASF и Cyrel фирмы DuPont), которые обеспечивают возможность использования линиатуры растра до 60 лин/см.
Типоофсет
В типоофсете изображение с формы передается на бумагу через промежуточный носитель – обтянутый резинотканевым полотном цилиндр, что представляет собой высокую непрямую печать. По аналогии с офсетной печатью можно назвать ее и непрямым способом плоской печати, а также рассматривать как офсетную высокую печать.
Печатная продукция
Типичная продукция высокой печати:
• малоформатная акцидентная продукция;
• визитные карточки;
• бланочная или формулярная печать;
• упаковка (флексографская печать);
• этикетки (флексографская и типографская печать);
• сумки с ручками и пакеты (флексографская печать).
Глубокая печать
Способ глубокой печати характеризуется применением форм с углублением печатающих элементов. Пробельные элементы на форме расположены в одной постоянной плоскости. На всю печатную форму (пробельные и печатающие элементы) при печати наносится краска, т.е. форма заливается ею. Перед печатью соответствующее средство (ткань или бумага для снятия краски или ракель) обеспечивает удаление печатной краски с пробельных элементов. Таким образом, она остается только в углублениях. Высокое давление и силы адгезии обеспечивают перенос краски из углублений на запечатываемый материал. Принцип глубокой печати показан на рис. 3.10.
В типографиях нашла применение так называемая глубокая ракельная печать. Формы глубокой печати, как правило, цилиндрические. Особенность глубокой ракельной печати состоит в том, что на каждое цветоделенное изображение используется комплектный формный цилиндр (без формной пластины). Это означает, что в четырехкрасочной машине при каждом новом заказе должны быть заменены четыре отдельных формных цилиндра. Предприятие с частыми повторяющимися заказами вынуждено хранить большое количество этих цилиндров. Формные цилиндры глубокой печати обычно имеют значительный вес и требуют специальных транспортной и обслуживающей систем. На рис. 3.11 представлены технологии передачи полутонов оригинала в глубокой печати. При этом следует отметить, что только глубокая печать с переменной глубиной ячеек, и прежде всего, с различными глубиной и площадью ячеек (полуавтотипная печать), позволяет достичь высокого качества продукции. Глубокая печать с переменной площадью ячеек (автотипная) сегодня не находит применения.
Традиционная глубокая печать (изменяется только глубина ячеек) также все больше теряет свое значение, так как изготовление печатных форм основывается на сложных, не поддающихся стандартизации процессах копирования и травления. По этой причине на практике добилась признания глубокая печать с переменными глубиной и площадью ячеек, которая в промышленном применении основана на электронно-механическом гравировании (с помощью резца).
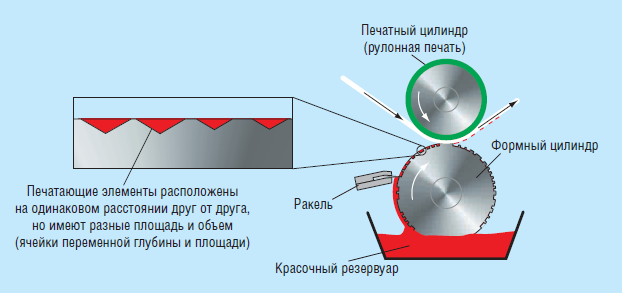
Рисунок 3.10 - Глубокая печать (принцип)
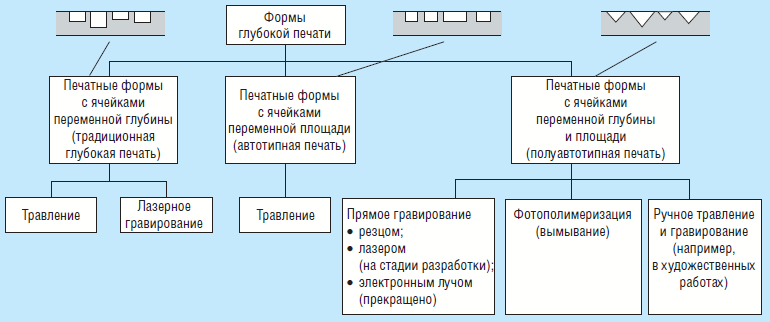
Рисунок 3.11 - Обзор способов изготовления форм глубокой печати
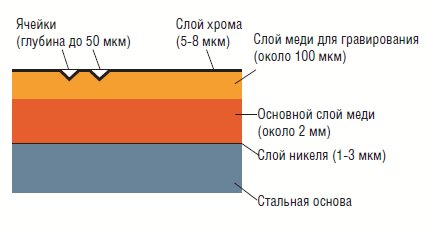
Рисунок 3.12 -Структура слоев цилиндра глубокой печати
Различают два способа построения формного цилиндра (рис. 3.12). На стальном цилиндре расположен полученный гальваническим наращиванием основной слой меди (обычно толщиной около 2 мм), на который наносится слой меди, предназначенный для гравирования, толщиной около 100 мкм. Он получается либо гальваническим путем, либо методом Балларда. В этом слое происходит гравирование соответственно воспроизводимому изображению. (Кроме того, используются методы восстановления поверхности цилиндров, бывших в употреблении).
В процессе растрирования изображение разделяется на печатающие элементы формы (ячейки) и пробельные элементы (металлические перегородки). Металлические перегородки между ячейками служат опорой для ракеля при снятии лишней краски. После снятия краски с поверхности формы она остается только в ячейках. Если на краях ячеек останется краска, то при печати будет наблюдаться тенение или при наличии дефектов ракеля – полошение.
На рис. 3.13,а изображена микрофотография поверхности формы глубокой печати. Ячейки и перегородки между ними различимы. На печатной продукции (рис. 3.13,б) можно увидеть ячеистую структуру и различить расплывшиеся края отдельных элементов изображения. Отдельные ячейки не видны из-за попадания краски на пробельные элементы при печати. Формы для глубокой печати с переменной глубиной ячеек получают методом травления.
Классический процесс электромеханического гравирования представлен на рис. 3.14. Сканируемый цилиндр с оригиналом и гравируемый формный цилиндр связаны друг с другом либо механическим способом, либо с помощью «электрического вала». На цилиндре для сканирования размещается оригинал – позитив воспроизводимого изображения (так называемая опаловая пленка) с соответствующими градациями и интервалом оптических плотностей. В зависимости от оптической плотности сканируемых точек изображения получается соответствующий электрический сигнал. Сигналы, поступающие от сканирующей головки (данные об изображении), преобразуются в компьютере и управляют гравировальной головкой. На рис. 3.15 изображена электромеханическая гравировальная головка, сигнал для которой имеет две составляющие, отображающие собственно изображение и растровую структуру в отношении ее линиатуры и угла поворота растра. В совокупности они используются для управления гравировальной головкой. Угол поворота растра обеспечивается подбором частоты, а также скорости ее подачи и вращения цилиндра. Вместо сканирования пленки-оригинала сегодня в большинстве случаев применяют прямое гравирование, управляемое сигналами из базы, описывающими изображение.
Печатные формы, полученные гравированием, более склонны к непропечатке (пустые ячейки), чем печатные формы, изготовленные методом травления. В первом случае ячейки вследствие технологии образования переносят меньше краски на запечатываемый материал. Для устранения или уменьшения эффекта непропечатки при печати на ротационных машинах применяют электростатические добавки, которые повышают мениск поверхности краски в растровых ячейках для лучшего смачивания запечатываемого материала.
Очень высокие расходы на изготовление печатных форм приводят к тому, что ракельная глубокая печать экономически выгодна только при печати массовых тиражей (более 500 тыс. экземпляров). Получаемые при гравировании (а также при травлении) растры являются периодическими. В многокрасочной печати при их использовании может появиться муар. В офсетной и высокой печати муар сводят к минимуму, поворачивая направления растровых линий для отдельных печатных красок на опре деленный угол. В глубокой печати можно имитировать угол поворота растров, используя изменения конфигурации ячеек.
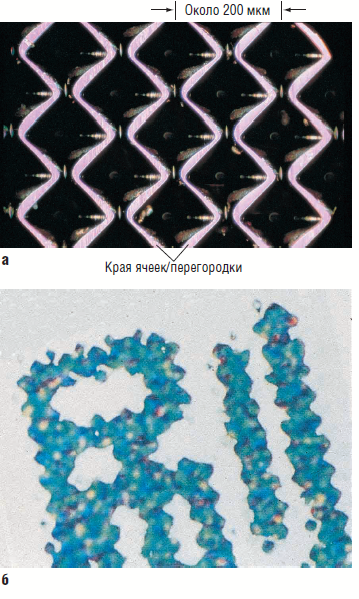
Рисунок 3.13 - Микрофотографии формы и оттиска глубокой печати:
a форма глубокой печати, изготовленная электромеханическим гравированием;
б оттиск с формы глубокой печати, полученной гравированием (полуавтотипн., четырехкрасочные); отчетливо видна «зубчатая» структура по краям – отличительная особенность глубокой печати
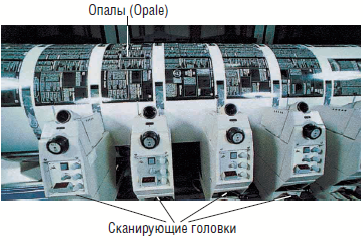
Рисунок 3.14 - Сканирование изображения на негативной пленке 12 головками (Helio-Multiscan, Hell Gravure Systems)
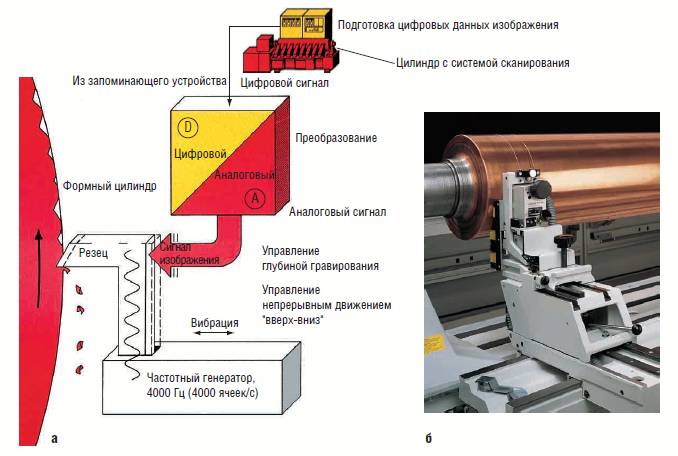
Рисунок 3.15 - Гравирование цилиндра резцом:
a управление гравировальной головкой;
б электромеханическое гравирование цилиндра (Hell gravure systems)
В табл. 3.1 приведены некоторые типовые параметры глубокой печати.
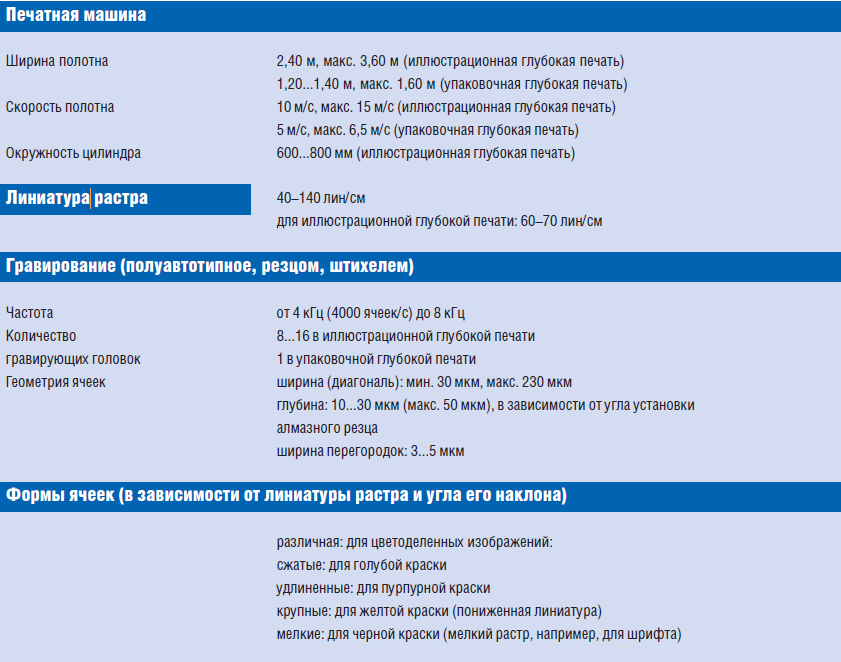
Таблица 3.1 - Типовые параметры глубокой печати
Печатный аппарат машины глубокой печати схематически изображен на рис. 3.16.
Формный цилиндр погружается в краску, находящуюся в красочном резервуаре. Его ячейки ею полностью заполняются. Ракель удаляет лишнюю краску так, что она остается только в ячейках, а перемычки между ячейками остаются чистыми. Под ракелем возникает гидродинамическое давление, которое в основном зависит от угла установки ракеля, скорости и вязкости печатной краски. В современных машинах глубокой печати применяют в основном установку ракеля под большим углом к поверхности цилиндра.
В глубокой многокрасочной печати после каждой печатной секции оттиск необходимо сушить (зона сушки). В отличие от офсета в глубокой печати краски не позволяют осуществлять печать «сырое по сырому» .
Тампонная печать (глубокая непрямая печать). При ее реализации для получения оттиска используется промежуточный носитель, передающий краску на запечатываемый материал с печатной формы.
Дата добавления: 2017-05-02; просмотров: 2861;
Поиск по сайту
Узнать еще
- Другие элементы настройки окна Печать
- Печать без печатных форм (NIP – Non-Impact-Printing)
- Печать документов Excel
- Печать и просмотр документов
- Печать. Долина Инда
- Плоская печать (офсетная печать)
- Пример 5.3. Рисуем печать-экслибрис
- Работа с изображением на экране. Пространства модели и листа. Компоновка чертежа для вывода на печать.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
