Процесс образования сварного шва.
Процесс переноса металла электрода к изделию включает этапы, показанные на рисунке 7, которые прокомментированы ранее (где объясняются способы возбуждения сварочной дуги). Этот процесс повторяется с переходом каждой капли.
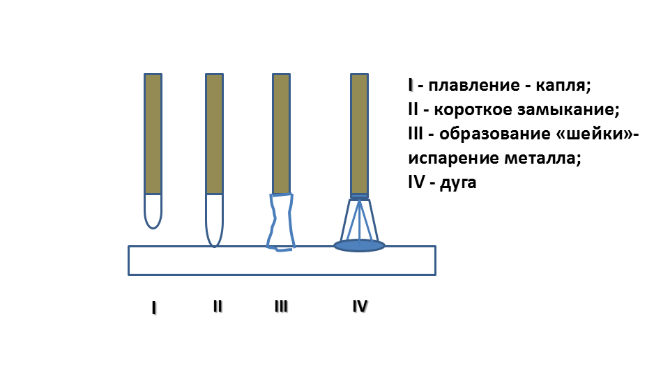
Рисунок 7 – Схема переноса металла электрода на изделие
Перенос металла от электрода к металлу может быть разным (в зависимости от способа сварки, а, следовательно, и силы сварочного тока):
- крупнокапельный, характерный для ручной дуговой сварки покрытым электродом;
- мелкокапельный, наблюдается при сварке под флюсом и в защитных газах;
- струйный, имеет место при сварке в аргоне на больших токах.
В зависимости от положения свариваемых конструкций сварка может выполняться в различных пространственных положениях, что определяет выбор способа, режимов и технологии сварки (см. рис. 8).
Силы, действующие на каплю при её переходе в сварочную ванну:
• Силы тяжести- содействуют или препятствуют переходу – в зависимости от пространственного положения сварки;
• Силы поверхностного натяжения – («втягивают» каплю в сварочную ванну) – способствуют переносу металла в сварочную ванну;
• Газовое дутье - возникает за счет испарения металла электрода и давления газов от сгорания обмазки, направлено от электрода к изделию, т.е. способствует переходу капли металла от электрода в сварочную ванну;
• Внутренне газовое давление – газы внутри капли расширяются и разрывают каплю, что способствует переносу металла в сварочную ванну;
• Сжимающие электромагнитные силы – силовое поле стремится уменьшить поперечное сечение проводника в перешейке,отрывая каплю от электрода, т.е. способствуя переходу капли металла в сварочную ванну;
• Продольная электрическая сила – направлена от электрода - к изделию (плотность тока на электроде больше, чем на изделии), способствует переносу металла в сварочную ванну.
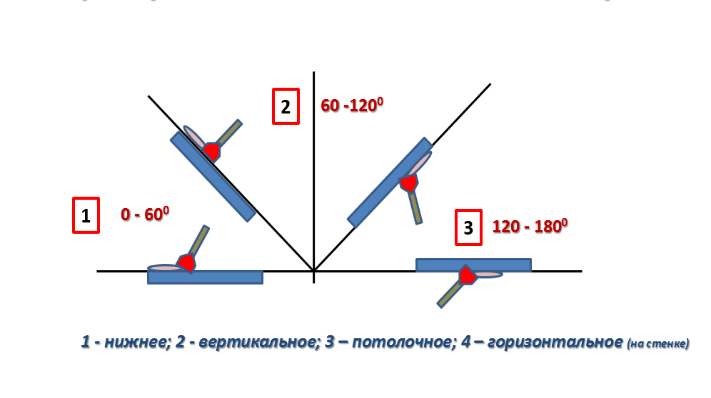
Рисунок 8 – Пространственные положения сварки
Сварочной ванной (см. рис. 9) называют объем металла, находящийся в данный момент времени в расплавленном состоянии. Размеры сварочной ванны: длина, ширина и глубина (провар), - зависят от способа сварки (см. рис. 9) и влияют на процесс формирования сварного шва, а также технологию сварки.

Рисунок 9 – Сварочная ванна
Контрольные вопросы:
1. Объясните, от чего зависит количество теплоты, выделяемое при сварке. Какая из величин в формуле (2) используется для повышения производительности процесса сварки (увеличения количества теплоты)?
2. Проанализируйте распределение теплоты (тепловой баланс) при сварке под флюсом и назовите полезные составляющие (с точки зрения сварочного процесса) и потери.
3. Что такое прямая и обратная полярность? В каких случаях и с какой целью используется сварка на обратной полярности?
4. Перечислите силы, способствующие и препятствующие переходу капли расплавленного металла электрода в сварочную ванну. Как Вы считаете, почему возможна сварка не только в нижнем, но и других пространственных положениях?
Дата добавления: 2017-05-02; просмотров: 2537;
Поиск по сайту
Узнать еще
- AMD Opteron (Socket 940), Intel Xeon Dempsey и Xeon Woodcrest (Socket 771): популярные серверные двуядерные процессоры.
- I-s диаграмма рабочего процесса ГТД
- I. Диалектический характер процесса познания
- I.1.3 ТЕРМОДИНАМИЧЕСКИЙ ПРОЦЕСС. ИЗОПРОЦЕССЫ
- I.2.3 ПЕРВЫЙ ЗАКОН (НАЧАЛО) ТЕРМОДИНАМИКИ. ПРИМЕНЕНИЕ ПЕРВОГО ЗАКОНА ТЕРМОДИНАМИКИ К ИЗОПРОЦЕССАМ
- I.7.1 ПРЕОБРАЗОВАНИЯ ГАЛИЛЕЯ
- I.7.3 ПРЕОБРАЗОВАНИЯ ЛОРЕНЦА
- II. Реакции образования простых и сложных эфиров

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
