Оценка шероховатости поверхности отливок
Контроль микрогеометрии поверхностей и выявление поверхностных дефектов
Сущность контроля заключается в визуальном или обязательном сравнении исследуемой поверхности с поверхностью эталонных образцов; ощупывании рельефа микронеровностей контактными и бесконтактными щупами; наблюдении и измерении микрорельефа с использованием оптических изображений поверхности; регистрации и обработке параметров различных полей и излучений при взаимодействии с исследуемой поверхностью; заполнении поверхностных микротрещин веществами, делающими трещины видимыми или обнаруживаемыми с помощью преобразователей.
Эти методы используются практически во всех отраслях машиностроения. Объектами контроля являются изделия и конструкции с нормированными требованиями к шероховатости и микрогеометрии поверхностей, а также к отсутствию нарушений сплошности поверхностного слоя.
Оценка шероховатости поверхности отливок
Наряду с требованиями повышения точности отливок возрастают требования и к качеству поверхности отливки. Для некоторых отливок это требование служит решающим показателем качества. Примером могут служить турбинные лопатки, мерительный и режущий инструмент, товары народного потребления и д.р.
Шероховатость поверхности отливок зависит от таких факторов, как:
- зерновой состав формовочных материалов;
- дисперсность огнеупорных покрытий и красок;
- температура заливаемого сплава;
- скорость кристаллизации;
- габаритные размеры отливки и толщина ее стенок;
- качество поверхности моделей;
- качество поверхности форм;
- методом уплотнения смеси;
- способ литья.
Поэтому микрогеометрия поверхности отливок очень чувствительна к изменению параметров технологического процесса.
Допустимая величина шероховатости отливки регламентируется для поверхностей, не подвергающихся механической обработке.
Вместе с тем необходимо отметить, что требования к шероховатости поверхности должны устанавливаться исходя из ее функционального назначения для обеспечения заданных эксплуатационных свойств изделий или выполнения последующих операций, например нанесения лакокрасочных покрытий. Если в этом нет необходимости и товарный вид отливок соответствует ТУ, то требования к шероховатости не устанавливаются, и она не контролируется.
Некоторые технологические процессы литья позволяют получить такую чистую поверхность, что отливки можно использовать почти без механической обработки. В первую очередь это ЛКД (жидкая штамповка) и ЛПД, а также ЛВМ и оболочковое литье.
В случаях, когда механическая обработка не проводится, особо необходим контроль шероховатости поверхности отливки.
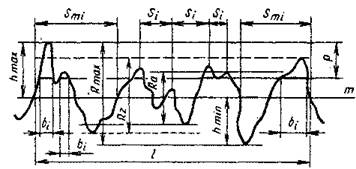
Параметры шероховатости, используемые в машиностроении для оценки качества поверхности, установлены ГОСТ 2789-73. Шероховатостьюназываютсовокупность неровностей поверхности с относительно малыми шагами на базовой длине. Количественно шероховатость оценивается расстояниями от средней линии m, проведенной таким образом, что в пределах базовой длины l сумма квадратов отклонений профиля от этой линии минимальна.
Основные параметры, определяющие шероховатость поверхности отливки
Установлено шесть основных параметров шероховатости поверхности:
– высотные (вертикальные)
Ra – среднее арифметическое отклонение профиля, вычисляемое приближенно по абсолютным значениям отклонений профиля;
Rz – высота неровностей профиля по десяти точкам, определяемая как сумма средних арифметических абсолютных отклонений точек пяти наибольших минимумов hmin и пяти наибольших максимумов hmaxпрофиля;
Rmax – наибольшая высота профиля, т. е. расстояние между линией выступов и линией впадин профиля, проведенных через максимальную вершину и впадину;
– шаговые (горизонтальные)
Sm – средний шаг неровностей профиля (по средней линии m);
S – средний шаг неровностей профиля по вершинам выступов;
– по опорной длине профиля tр – относительная опорная длина профиля, определяющаяся как отношение опорной длины профиля l* к базовой длине l, т.е.  .
.
Для расчета параметров Sm и S используют величины Smi – шаг неровностей профиля по средней линии и Si – шаг местных выступов профиля.
Опорная длина профиля l* – это сумма длин отрезков bi, отсекаемых в материале выступов на заданном уровне сечения профиля р.
Требования к шероховатости поверхности устанавливаются путем указания значений параметров шероховатости и базовых длин, на которых определяют параметры. При этом базовую длину l выбирают исходя из значений Ra, Rz, Rmax(табл.).
Соотношение параметров Ra, Rz, Rmax и базовой длины
| Ra, мкм | Rz, Rmax, мкм | l, мм |
| До 0,025 | До 0,10 | 0,08 |
| Св. 0,025 до 0,4 | Св. 0,10 до 1,6 | 0,25 |
| Св. 0,4 до 3,2 | Св. 1,6 до 12,5 | 0,80 |
| Св. 3,2 до 12,5 | Св. 12,5 до 50,0 | 2,50 |
| Св. 12,5 до 100,0 | Св. 50,0 до 400,0 | 8,00 |
Качество поверхности при значениях высотного параметра Rz > 100 мкм должно оцениваться параметром Rz, а при Ra < 0,025 – мкмпараметром Ra. В интервале значений высотных параметров от 0,025 до 100 мкм для оценки шероховатости поверхности можно использовать все высотные параметры, однако более предпочтительным является использование Ra.
Даже точные способы литья не позволяют получить поверхность с шероховатостью менее Ra=0,63 мкм. Поэтому для отливок выбирают параметр Rz.
Шероховатость отливок контролируется только в том случае, если она влияет на эксплуатационные свойства отливки или ее внешний вид и поэтому на чертеже указано требуемое значение Rz. Контролируются только необрабатываемые поверхности отливок. Контроль ведут только у поверхностей, не имеющих дефектов (пригар, окисление, повреждение – эти места подлежат исправлению или отливка бракуется).
Поверхность можно контролировать визуально (путем сравнения шероховатости контролируемой поверхности с эталонами) и ощупыванием профиля поверхности иглой с алмазным наконечником. Приборы, используемые для контроля шероховатости, подразделяют на оптические и контактные
К оптическим приборамконтроля шероховатости относятся микроскопы сравнения, в поле зрения которых можно одновременно наблюдать и проверяемую, и эталонную поверхности. Для измерения параметров шероховатости используют пять типов оптических приборов (ГОСТ 9847-79): теневого сечения – ПТС, светового сечения – ПСС (т.е. двойные микроскопы, однообъективные микроскопы, интерференционные микроскопы, микроскопы-профилометры). Из этих приборов по своим характеристикам для контроля шероховатости поверхности отливок пригодны только первые два: для грубых поверхностей (Rz = 40 ÷ 320 мкм) – ПТС, для чистых поверхностей (Rz = 0,5÷40 мкм) – ПСС.
Все оптические средства измерения предназначены для определения трех параметров шероховатости: Rz, Rmax и S в плоскости, нормальной к неровностям поверхности.
Для контроля внутренних поверхностей отливок используют эндоскопы – приборы, работающие по принципу волоконной светотехники. Световодом является гибкий элемент, поэтому с помощью эндоскопа можно исследовать любые внутренние полости отливки.
К контактным приборамотносят профилометры и профилографы, действие которых основано на ощупывании контролируемого профиля поверхности алмазной иглой с закругленным наконечником. Вертикальные перемещения измерительного шума при его движении вдоль поверхности с помощью индуктивных или механотронных преобразователей превращаются в электрические сигналы, пропорциональные отклонению щупа.
В профилометрах параметры шероховатости определяются по стрелочным или цифровым отсчетным устройствам, поэтому число параметров, измеряемых профилометрами не превышает трех (высотных). Профилографы кроме цифрового отсчетного устройства имеют устройство для записи профилограммы, что дает возможность определять все шесть параметров шероховатости поверхности.
Контактные средства измерения шероховатости и, в первую очередь, профилометры находят широкое применение в цеховых условиях благодаря их надежности, компактности и простоте обслуживании.
| <== предыдущая лекция | | | следующая лекция ==> |
| г) Испытание под давлением, контроль герметичности | | | Методы определения дефектов поверхности |
Дата добавления: 2017-04-05; просмотров: 3440;
Поиск по сайту
Узнать еще
- I. Обработка поверхности изделий.
- I. Подготовка поверхности.
- II. СРАВНИТЕЛЬНАЯ ОЦЕНКА КАЧЕСТВА ИЗГОТОВЛЕНИЯ ПАЯННЫХ И ЦЕЛЬНОЛИТЫХ ЗУБНЫХ ПРОТЕЗОВ
- VI шкала «Общая оценка адаптированности ребенка»
- Агротехническая оценка качества обработки почвы
- Адсорбция на однородной поверхности
- Алгебраические линия и поверхности.
- Анализ и оценка потенциала фирмы методом круговой диаграммы с помощью факторного анализа.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
