Методы определения дефектов поверхности
Визуальный осмотр. Капиллярный контроль. Контроль поверхностных дефектов электромагнитным способом.
Первым этапом проверки качества поверхности отливок является внешний визуальный осмотр. Он обязателен перед проведением дорогостоящих и подробных исследований.
Контроль выполняют визуально без применения увеличительных приборов (кроме случаев, оговоренных особо) на соответствие отливок техническим условиям; в некоторых случаях (при серийном и массовое производстве) – с использованием отливки-эталона.
Внешним осмотром могут быть обнаружены почти все дефекты поверхности (широкие трещины, расслоения, поверхностные повреждения, пригар, складчатость, ужимина, нарост, засор, залив, просечка). Для обнаружения мелких недостатков пользуются различными приборами и приспособлениями, позволяющими достигать 180-кратного увеличения.
Дефекты отливок выявляют выборочной механической обработкой, магнитной дефектоскопией, рентгеновским способом контроля и др. Периодичность контроля устанавливается в соответствии с техническими условиями отрасли или технологическими инструкциями предприятия. Рекомендованный объем контроля составляет 5 % от партии. Из крупных отливок проверяют каждую (100 %), мелкие и средние – выборочно (30-70 % их объема).
Капиллярные методы неразрушающего контроля
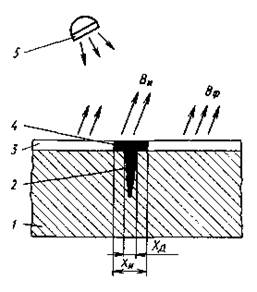 Схема капиллярной дефектоскопии
Схема капиллярной дефектоскопии
|
При визуальном контроле даже с использованием лупы удается обнаруживать только относительно грубые поверхностные или сквозные дефекты отливок. Для обнаружения более мелких несплошностей, тонких трещин или микропор, имеющих выход на поверхность отливки, используют капиллярную дефектоскопию
(ГОСТ 18353-79).
Сущность всех методов капиллярной дефектоскопии состоит в том, что на очищенную очистителем поверхность отливки 1 наносят тонкий слой индикаторной жидкости или суспензии - пенетранта, который под действием капиллярных сил проникает в мелкие поверхностные дефекты 2. Избыток пенетранта смывается очистителем, а на высушенную поверхность наносят слой проявителя 3, способного адсорбировать пенетрант, оставшийся в микродефектах. После выдержки, а при необходимости и тепловой сушки, на поверхности изделия над дефектом образуется так называемый индикаторный след 4 шириной cИ > cД , где cД - раскрытие дефекта, т.е. его размер на поверхности отливки. Этот след можно наблюдать невооруженным глазом или с помощью лупы небольшого увеличения. Обнаружение индикаторного следа, повторяющего характер дефекта, обусловлено либо его способностью люминесцировать под действием ультрафиолетового излучения, для чего используют источник ультрафиолетового излучения 5, либо его цветовым контрастом в видимом световом излучении. Поэтому по способу выявления дефектов наиболее широкое распространение из всех методов капиллярной дефектоскопии нашли методы люминесцентной и цветовой дефектоскопии. При люминесцентном методе более надежное выявление дефекта возможно благодаря существенному различию яркости свечения ВИ индикаторного следа дефекта и поверхности (фона) ВФ
Порядок проведения капиллярного контроля:
 Схема капиллярного контроля:
а – нанесение индикаторной жидкости;
б – удаление ее излишков; в – нанесение проявляющего порошка; г – образование пятна на проявляющем порошке
Схема капиллярного контроля:
а – нанесение индикаторной жидкости;
б – удаление ее излишков; в – нанесение проявляющего порошка; г – образование пятна на проявляющем порошке
|
1. После подготовки (очистки, обезжиривания) поверхности контролируемой детали на нее наносят индикаторную жидкость, например смесь керосина со скипидаром с добавкой красителя. Жидкость проникает внутрь дефектов. Чтобы дефекты лучше и быстрее заполнялись, при нанесении жидкости повышают или понижают давление, воздействуют на деталь звуковыми или ультразвуковыми колебаниями или статической нагрузкой, подогревают жидкость, напыляют ее в виде аэрозоля.
2. После нанесения жидкость с поверхности убирают (вытирают или сдувают), но в дефектах она остается.
3. Далее струей газа, кистью или щеткой припудриванием наносят на поверхность проявитель. Это может быть, например, раствор каолина (белой глины) в этиловом спирте. Проявитель высыхает, в него всасывается из дефектов индикаторная жидкость, окрашивая места дефектов.
Дефекты выявляют внешним осмотром с помощью лупы; если применялись люминофоры, можно использовать фотодатчики. Капиллярным контролем выявляют дефекты шириной от 1 мкм, глубиной от 10 мкм и длиной от 0,1 мм.
Капиллярные методы применяют в заводских лабораториях и в цехах для определения поверхностных дефектов типа трещин, пор, рыхлот, волосовин и других нарушений сплошности на поверхностях деталей из жаропрочных неферромагнитных сплавов на основе меди и из пластмасс в деталях, имеющих сложную конфигурацию и не поддающихся контролю другими методами.
К основным техническим средствам капиллярного контроля относятся дефектоскопические материалы и ультрафиолетовые облучатели.
Дефектоскопические материалы (пенетрант, очиститель, проявитель и др.) должны быть технологически совместимыми, поэтому для контроля они поступают в виде наборов или сочетаний.
Проявитель может быть в виде порошка (сухой способ). Можно наносить в качестве проявителя растворы люминофоров (в летучем растворителе) - тогда дефект будет светиться в ультрафиолетовых лучах (беспорошковый способ). Если добавить в индикаторную жидкость краситель и после очистки от нее поверхности нагреть деталь, то жидкость выступит на кромки дефекта, испарится, а затвердевший краситель покажет расположение дефекта.
Гасители пенетранта представляют собой вещества для устранения (гашения) люминесценции или цвета на поверхности изделий после окончания контроля. В качестве гасителя используют водный раствор резорцина с ацетоном или с изоприловым спиртом.
а) Цветовой метод используется для выявления наличия поверхностных и сквозных трещин и пор в отливках. Дефекты на поверхности заполняют жидкостью (цветной, люминесцирующей, керосином).
Порядок проведения цветного контроля:
1. Поверхность отливки очищают обезжиривающими материалами (ацетоном, уайт-спиритом) и просушивают.
2. Затем кистью или пульверизатором наносят краситель, (красный), который состоит обычно из несколько компонентов.
3. Отливку выдерживают 2–10 мин.
4. Красную краску снимают ветошью, смоченной смесью керосина и трансформаторного масла, или удаляют специальными жидкостями.
5. Потом тонким слоем наносят белую краску, высушивают ее и выявляют дефекты.
Трещины с шириной раскрытия более 3 мкм проявляются в виде красных полос, пористость в виде отдельных красных точек.
б) Люминесцентный метод контроля основан на способности некоторых масел – пенетрантов (люминисцентных жидкостей ЛЖ4, ЛЖ6А и др.,) светиться при облучении ультрафиолетовыми лучами с длиной волны 315-400 нм.
1. При испытании контролируемую деталь после тщательной очистки погружают в масляную смесь и выдерживают 10–15 минут. При этом масло смачивает не только поверхность, но и проникает в дефектные места.
2. Затем изделие промывают струей водного раствора очистителя (синтетические моющие средства) под давлением 0,2 МПа при температуре 50 – 60ºС и просушивают теплым воздухом (30 – 40º) в течение 10 – 12с. Масло удаляется только с поверхности, тогда как полости дефектов остаются заполненными.
3. Далее на контролируемую поверхность наносят проявляющий состав (для ЛЖ4 – порошок оксида магния или углекислого магния, для ЛЖ6А – ацетоноспиртовый раствор белой нитроэмали). Проявитель наносят толщиной 10 мкм и выдерживают на воздухе 5 – 10 мин). Порошок извлекает жидкость, (масло) из полостей дефектов на поверхность и, смачиваясь ею, прилипает к поверхности.
4. При последующей обдувке детали воздухом или при стряхивании детали избыток порошка удаляется, а прилипшие за счет жидкости частицы обрисовывают контуры дефектов.
При облучении ультрафиолетовыми лучами трещины или поры, заполненные флуоресцирующей жидкостью, начинают светиться ярким темно-зеленым или зелено-голубым свечением. За счет флуоресценции жидкости (масла) в местах дефектов будет наблюдаться свечение (светящиеся пятна и линии)
После окончания контроля для устранения люминесценции используют гасители – водный раствор резорцина с ацетоном или с изоприловым спиртом.
Метод имеет высокую чувствительность. Минимальные размеры дефектов: 1 мкм по ширине и 10 мкм по глубине (глубина определяется по времени проявления).
Недостатки: использование токсичных, легковоспламеняющихся средств и вредного ультрафиолетового излучения. Требуется специально оборудованное помещение, строгое соблюдение мер техники безопасности и пожарной безопасности.
Магнитная дефектоскопия
Магнитный поток, протекая по образцу, помещенному между двумя полюсами, огибает дефекты (трещины или другие препятствия), в результате чего происходит вспучивание магнитных силовых линий, создается поле рассеяния.

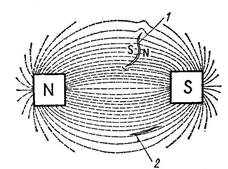
Схема магнитного метода контроля:
а – дефект расположен поперек магнитных силовых линий (поле рассеяния больше);
б – дефект расположен вдоль магнитных силовых линий (поле рассеяния отсутствует)
Существует несколько методов регистрации полей рассеяния над дефектами.
В зависимости от формы контролируемого изделия, необходимой чувствительности, производительности и разрешающей способности применяют феррозондовый, магнитографический, магнитно-порошковый и магнитно-люминесцентный методы регистрации дефектов.
| <== предыдущая лекция | | | следующая лекция ==> |
| Оценка шероховатости поверхности отливок | | | Материаловедение. Особенности атомно-кристаллического строения металлов. |
Дата добавления: 2017-04-05; просмотров: 8626;
Поиск по сайту
Узнать еще
- I. История открытия и методы исследования вирусов
- I. Обработка поверхности изделий.
- I. Подготовка поверхности.
- II. Категории и методы политологии.
- III. Методы искусственной физико-химической детоксикации.
- III. Старение и усталость. Вибрация. Коррозия деталей машин. Краткие сведения по теории трения. Виды трения. Основные требования и определения
- Uобразная проба для определения жидкотекучести литейных сплавов.
- Абсолютный возраст горных пород и методы его определения

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
