Соединение посадкой с натягом
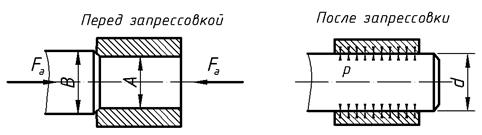
Соединение двух деталей по круговой цилиндрической поверхности можно осуществить непосредственно без применения болтов, шпонок и т. д. Для этого достаточно при изготовлении деталей обеспечить натяг посадки, а при сборке запрессовать одну деталь в другую.
Натягом N называют положительную разность диаметров вала d отверстия: N = B - A. После сборки вследствие упругих и пластических деформаций диаметр d посадочных поверхностей становится общим. При этом на поверхности посадки возникают удельное давление р и соответствующие ему силы трения. Силы трения обеспечивают неподвижность соединения и позволяют воспринимать как крутящие, так и осевые нагрузки. Защемление вала во втулке позволяет, кроме того, нагружать соединение изгибающим моментом.
Нагрузочная способность соединения прежде всего зависит от натяга, величину которого устанавливают в соответствии с нагрузкой. Практически натяг очень невелик, он измеряется микрометрами и не может быть выполнен точно. Неизбежные погрешности производства приводят к рассеиванию натяга, а следовательно, и к рассеиванию нагрузочной способности соединения. Рассеивание натяга регламентируется стандартом допусков и посадок.
Основные понятия о натяге рассматриваются на примере сопряжения вал-втулка.
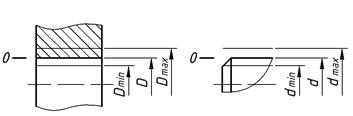
Различают размеры:
- номинальный (D – для отверстия, d – для вала);
- действительный – отличается от номинального на величину погрешности при изготовлении;
- предельные (допустимые) – наибольший Dmax, dmax и наименьший Dmin, dmin; они ограничивают допустимую ошибку изготовления
Допуск (T) – разность между наибольшим и наименьшим предельными размерами.
 ,
, 
Допуск стандартизирован и обозначается латинскими буквами:
Посадка определяет характер сопряжения. Различают посадки с зазором, натягом и переходные. Обычно допуск отверстия принимают по (Н), а различные посадки образуют, выбирая допуски вала.
Основные посадки на чертеже:  ,
,  ,
,  ,
,  ,
,  ,
,  ,
,
Способы сборки
Сборку соединения выполняют одним из трех способов: прессованием, нагревом втулки, охлаждением вала.
Прессование— распространенный и несложный способ сборки. Однако этому способу свойственны недостатки: смятие и частичное срезание (шабровка) шероховатостей посадочных поверхностей, возможность неравномерных деформаций деталей и повреждения их торцов. Шабровка и смятие шероховатостей приводят к ослаблению прочности соединения до полутора раз по сравнению со сборкой нагревом или охлаждением. Для облегчения сборки и уменьшения шабровки концу вала и краю отверстия рекомендуют придавать коническую форму (рис. 7.2).
Шабровка поверхностей контакта устраняется полностью при сборке по методу нагревания втулки (до 200…400°С) или охлаждения вала (твердая углекислота -79°С, жидкий воздух -196°С). Недостатком метода нагревания является возможность изменения структуры металла появление окалины и коробления. Метод охлаждения свободен от этих недостатков, однако требует наличия дорогого криогенного оборудования.
Дата добавления: 2017-02-13; просмотров: 2948;
Поиск по сайту
Узнать еще
- II. Соединение трёхфазной нагрузки звездой без нейтрального провода (симметричная нагрузка).
- III. Расчёт электрического состояния цепи с последовательным соединением элементов L, R, C.
- IV. Расчёт цепи с параллельным соединением R, L, C элементов
- RLC-контур с параллельным соединением элементов в цепи переменного тока.
- А – с зазором, б – с натягом
- А — наложение первого ряда мышечно-мышечных швов; б — наложение второго ряда мышечно-мышечных швов; в — соединение краев пузырно-маточной складки брюшины (перитонизация).
- б) параллельное соединение
- ВОПРОС 6. ВИДЫ СВАРКИ. СТЫКОВОЕ СВАРНОЕ СОЕДИНЕНИЕ.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
