Аппараты для распыления
СПОСОБЫ ГТН, РАСПЫЛЕНИЕ МАТЕРИАЛОВ ПРИ ГТН
Для образования качественного покрытия в современных процессах ГТН состояние частиц доводится до жидкого или жидкопластичного и пластичного состояния при скорости частиц десятки и сотни метров в секунду.
Для обеспечения указанных характеристик применяют плазмотроны (дуговые и высокочастотные) газопламенные горелки, дуговые металлизаторы, детонационно-газовые пушки.
Главное назначение аппаратуры: нагрев частиц, ускорение частиц, распыление и распределение частиц в газовом потоке, а также создание вокруг частиц в зоне напыления определенной газовой атмосферы, которая обеспечивает заданное химическое воздействие на частицы [1, 2, 4].
При ГТН в двухфазном потоке происходит взаимодействие между частицами и газом. Вследствие высокой температуры газа оно может привести к образованию новых веществ (влияет и состав газа) – нитридов, оксидов, карбидов и др. соединений. Состав распыляющего газа в двухфазном потоке и его химическая активность являются важным параметром в процессе получения покрытия.
Рассмотрим обобщенную схему процесса ГТН, процесса нагрева, транспортировки и взаимодействия частиц при различных видах ГТН.
В настоящее время к числу наиболее развивающихся направлений в области защитных покрытий широкого промышленного применения относят методы ГТН: плазменное, электродуговое, газопламенное, детонационное, вакуумно-конденсационное [1, 10].
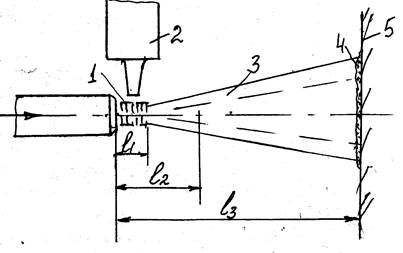
Покрытие формируется из отдельных частиц, нагретых и ускоренных с помощью высокоэнергетической (высокотемпе-ратурной, высокоскоростной) газовой струи, рис.1.
|
 1 –
1 –
Рис.1 – Принципиальная схема газотермического напыления
По способу получения энергии для нагрева частиц способы ГТН разделяются на 2 группы: газовые и газоэлектрические.
На рис. 2 показана классификация способов газотермического напыления
Принципиальные схемы способов газотермического напыления рис.3 а,б,в,г,д,е,ж,з.
Преимущества способов:
1. Разнообразие применяемых материалов (тугоплавкие металлы, оксиды, карбиды, пластмасса).
2. Низкий уровень термического воздействия на напыляемую основу (80 ÷ 150 – 200 0С), что исключает структурные превращения и деформации напыляемой детали.
3. Создается возможность покрытия на основу из самых разнообразных материалов (металл, керамика, бетон, дерево, картон, ткани).
4. Сравнительно-высокая производительность (в сравнении с электролитическим).
5. Опыт 20…30 лет показывает, что ГТН позволяют в 2…5 раза уменьшить износ деталей машин, а также эффективно восстанавливать изношенные детали.
6. Сравнительно низкие удельные затраты на 1 м2 поверхности.
Недостатки способов:
1. Низкая прочность сцепления.
2. Пористость (до 10 %).
3. Наличие оксидов.
4. Вредные выделения при напылении.
5. Шумы.

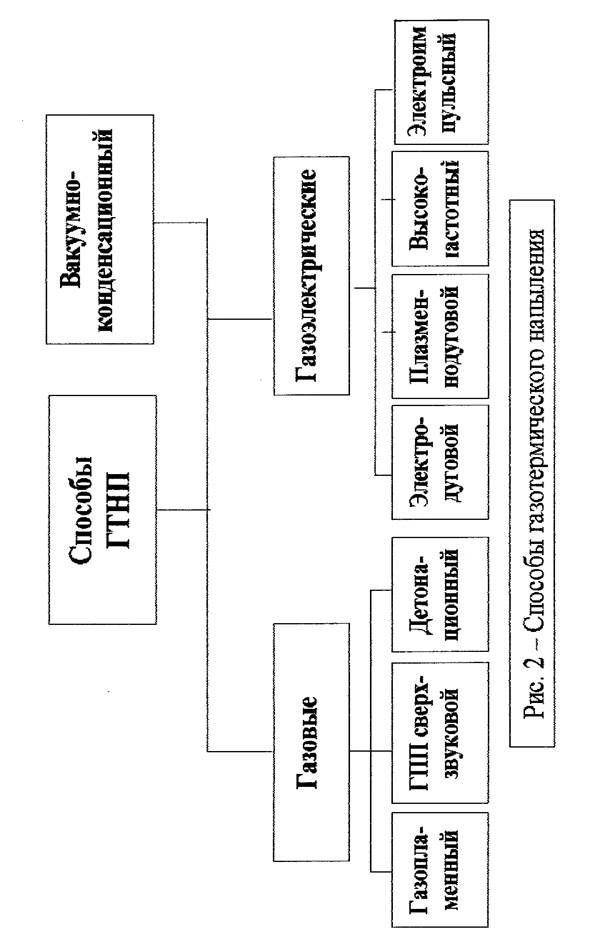
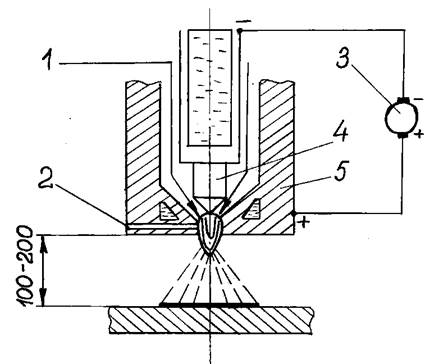
Рис.3,а – Схема плазменного напыления:
1 – плазмообразующий газ; 2 – место ввода напыляемого материала; 3 – источник питания; 4 – катод; 5 – анод (сопло плазмотрона)
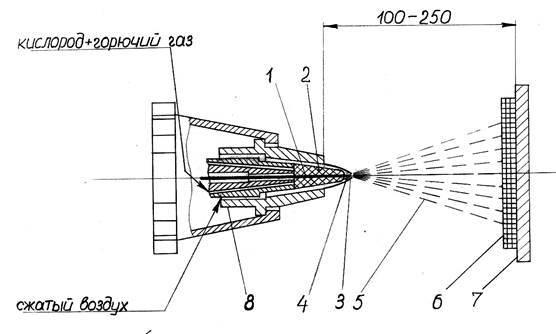
Рис.3,б – Проволочное газопламенное напыление:
1 – проволока; 2 – пламя, образующееся при горении; 3 – оплавляющийся конец проволоки; 4 – воздушный поток; 5 – частицы металла; 6 – покрытие; 7 – подложка; 8 – насадок
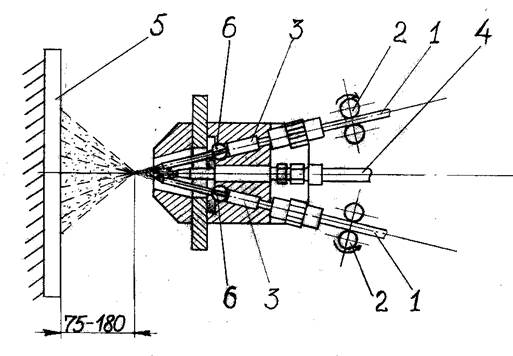
Рис.3,в – Схема электродуговой металлизации:
1 – проволока; 2 – подающий механизм; 3 – наконечник; 4 – сопло; 5 – восстанавливаемая деталь; 6 – токоподводы
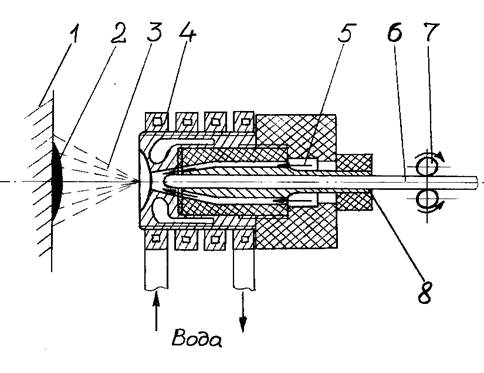
Рис.3,г – Схема высокочастотного напыления:
1 – напыляемая деталь; 2 – покрытие; 3 – распыляемый поток частиц; 4 – кольцевой индуктор; 5 – воздушный канал; 6 – проволока; 7 – подающие ролики; 8 – направляющая втулка

Рис.3, д – Схема детонационного напыления:
1 – напыляемая деталь; 2 – водоохлаждаемый ствол; 3 – камера; 4 – электрический запал: а – заполнение камеры рабочей смесью; б – подача порошка; в – взрыв рабочей смеси и разгон частиц порошка; г – образование покрытия
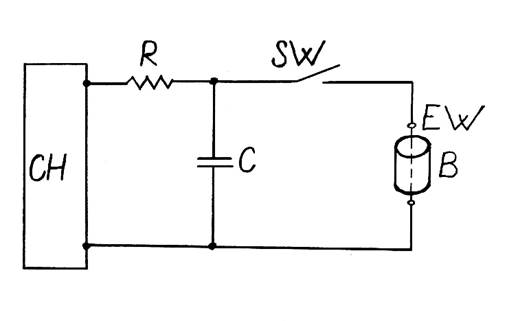
Рис.3,е – Схема электроимпульсного напыления:
СН – источник питания для зарядки конденсатора; R – резистор; С – конденсатор; SW – выключатель; EW – металлическая проволока; В – основной материал (цилиндрическое изделие)

Рис.3, ж – Схема газопламенного напыления транспортирующим газом: 1 – сопло; 2 – факел; 3 – покрытие; 4 – подложка
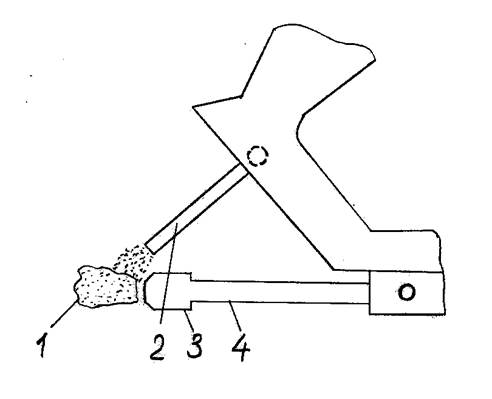
Рис.3, з – Схема напыления с внешним вводом порошка в зоне пламени: 1 – пламя; 2 – трубка, подводящая порошок; 3 – мундштук; 4 – наконечник
Необходимо четкое выполнение технологии, т.к. при нарушении возможен перегрев, отслоение, трещины в покрытии.
Дата добавления: 2017-02-13; просмотров: 1539;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- III. Порошки для стирки и мытья
- III. ТИТАН – МАТЕРИАЛ ДЛЯ СОВРЕМЕННОЙ СТОМАТОЛОГИИ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
