Геометрические параметры режущего инструмента
Под геометрическими параметрами понимают систему угловых размеров, координирующих положение поверхностей и режущих кромок инструмента. Для определения числовых значений угловых параметров используют прямоугольную систему координат с тремя перпендикулярными координатными плоскостями. В зависимости от целей применяют инструментальную, статическую и кинематическую системы координат.
Инструментальная система координат с началом в вершине лезвия ориентируется относительно конструкторской установочной базы режущего инструмента и применяется при проектировании, изготовлении и контроле инструмента.
Статическая система координат с началом в рассматриваемой точке режущей кромки ориентируется относительно направления вектора скорости главного движения резания и применяется для приближенных расчетов углов лезвия в процессе резания и для учета изменения этих углов после установки инструмента на станке относительно заготовки.
При детальном анализе параметров лезвия в процессе резания пользуются кинематической системой координат с началом отсчета в рассматриваемой точке режущей кромки и ориентированной относительно направления скорости результирующего движения резания. За результирующее движение в этом случае принимают совокупность главного движения резания и движения подачи.
Конструктивные элементы и геометрические параметры
токарного проходного резца
Характерным режущим инструментом, применяемым при обработке резанием, является резец. Токарные резцы и все другие лезвийные режущие инструменты имеют рабочую (режущую) часть 1 и тело резца П (рис.6.6).
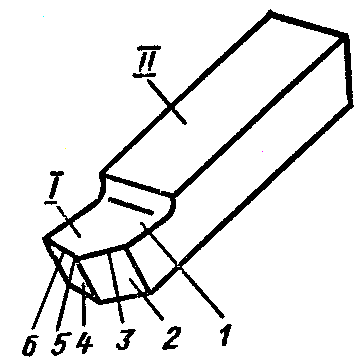
Рис.6.6. Элементы токарного прямого проходного резца
Рабочая часть резца непосредственно участвует в процессе резания и состоит из следующих элементов: 1 — главная передняя поверхность, которая воспринимает давление срезаемого слоя; 2 — главная задняя поверхность, обращенная к поверхности резания заготовки; 3 —вспомогательная задняя поверхность, обращенная к обработанной поверхности заготовки. Пересечение главной передней и главной задней поверхностей образуют главную режущую кромку - 3. Пересечение главной передней и вспомогательной задней поверхностей - вспомогательную режущую кромку - 6. Точка пересечения главной и вспомогательной режущих кромок образуют вершину резца 5, самую слабую точку режущей кромки.
Инструмент затачивают по передней и задним поверхностям.
Углы, под которыми расположены поверхности режущей части инструмента определяют в статической системе координат (рис.6.7).
Основная плоскость (Рv) — координатная плоскость, проведенная через точку режущей кромки перпендикулярно направлению скорости главного движения. Плоскость резания (Рn) — координатная плоскость, касательная к режущей кромке и перпендикулярная основной плоскости.
Главные передний и задний углы резца определяют в статической главной секущей плоскости (Рτ), которая проходит
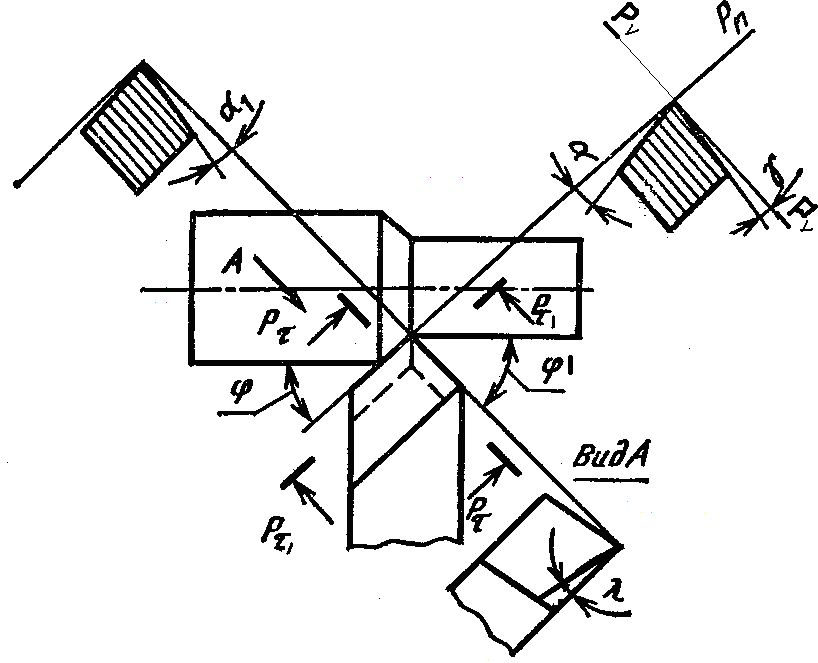
Рис.6.7. Углы токарного прямого проходного резца в статической системе координат
перпендикулярно линии пересечения статической основной плоскости и плоскости резания. Главный передний угол (γ) расположен между следом передней поверхности и следом плоскости, перпендикулярной к следу плоскости резания. Главный задний угол (α) лежит между следом плоскости резания и следом главной задней поверхности.
Вспомогательный задний угол (α1) измеряют во вспомогательной секущей плоскости между следом вспомогательной задней поверхности и следом плоскости проходящей через вспомогательную режущую кромку перпендикулярно статической основной плоскости. Статическая вспомогательная секущая плоскость (Рτ1) перпендикулярна к проекции вспомогательной режущей кромки на основной плоскости.
Значения углов резца оказывают влияние на резание. С увеличение главного переднего угла уменьшается деформация срезаемого слоя, снижается сила резания. При больших значениях γ прочность лезвия снижается, увеличивается износ вследствие выкрашивания, ухудшаются условия теплоотвода от режущей кромки. Для повышения прочности и стойкости резца при обработке заготовок из твердых и хрупких материалов принимают отрицательные значения (- γ). Значения γ принимают от -5 до +15 .
Главный задний угол (α) предназначен для уменьшения трения и износа лезвия по задней поверхности. Увеличение заднего угла уменьшает износ инструмента и улучшает шероховатость обработанной поверхности, но при этом ослабляется лезвие и уменьшается жесткость. На практике угол (α) назначают в пределах от 6 до 9 .
Дата добавления: 2021-06-28; просмотров: 256;
Поиск по сайту
Узнать еще
- II. УГЛЕРОДИСТЫЕ ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
- Аккумуляторная батарея: назначение, тип батареи и его расшифровка. Параметры аккумуляторной батареи. Приборы контроля батареи.
- Аппаратура считается в рабочем состоянии, если ее параметры в рабочем режиме соответствуют ТУ завода-изготовителя, определены ее поправки и полностью укомплектована ЗИПом.
- Аранжировка инструментальных произведений.
- Б) Параметры переменной величины.
- Б) Погрешности обработки, возникающие в результате температурных деформаций инструмента.
- Безразмерные параметры формоизменения в очаге деформации и связь между ними
- В. Параметры доставки пакетов IP

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
