Обработка окантовочным швом
Для обработки проймы окантовочным швом бейку выкраивают под углом 45° к нити основы. Части бейки и концы стачивают. Строчка должна проходить параллельно нити основы Швы подрезают, оставляя припуск 0,5 - 0,7 см. Швы разутюживают.
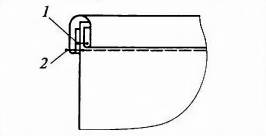
При использовании машины без спецприспособления окантовывают в два приема, сначала притачивают бейку по срезу проймы с лицевой стороны, затем, огибая припуски шва, бейку перегибают на изнаночную сторону, подгибают край и застрачивают, располагая строчку в шов (т.е. с изнаночной стороны проймы она проходит по окантовке, на расстоянии 1-2 мм от внутреннего сгиба, а по лицевой стороне – по окантовкой, по пройме).
Допускается концы бейки стачивать одновременно с боковыми срезами, при этом верхние и нижние края окантовки в боковом шве должны совпадать, а припуски шва настрачивают на изделие двойной обратной машинной строчкой, располагая ее поперек окантовки на расстоянии 5 мм от шва.
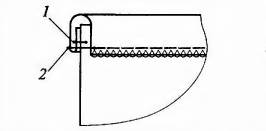
При обработке проймы окантовочным швом в изделиях из толстых материалов внутренний край косой бейки не подгибают, внутренний срез предварительно обметывают на спецмашине и застрачивают без подгибания.
При использовании спецприспособления к швейной машине – окантовывателя – пройму окантовывают в один прием. Для этого полоску для окантовки заправляют в спецприспособление и настрачивают машинной строчкой. В один прием можно окантовывать пройму и на универсальной швейной машине, если используется готовая косая бейка. Ее заутюживают так, чтобы нижний край был на 1 мм шире верхнего, приметывают по срезу проймы, настрачивают по верхней стороне на расстоянии 1 мм от внутреннего сгиба
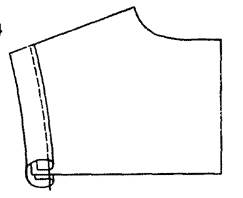
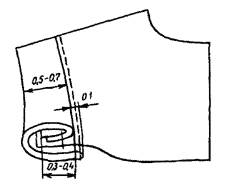
В изделиях из тонких материалов для окантовывания проймы используют окантовочный шов с двойной окантовкой, что позволяет не заметывать внутренний срез, подгибая его, а просто настрочить сгиб двойной бейки. Концы двойной бейки допускается не стачивать. Бейку перегибают вдоль посередине изнанкой внутрь, срезы уравнивают, срез одного конца обтачки подгибают внутрь на 1 см и накладывают на лицевую сторону проймы сгибом в сторону изделия, срезы бейки и проймы уравнивают и обтачивают со стороны бейки. Ширина шва зависит от модели, при этом необработанный конец бейки должен заходить за подогнутый срез бейки на 1 - 1,5 см. Бейку отгибают на изнанку изделия, огибая шов и образуя кант, кант закрепляют машинной строчкой с лицевой стороны в шов притачивания бейки, при этом под строчку с изнанки должен обязательно попадать сгиб бейки и строчка должна проходить на расстоянии не более 0,3 см от края (сгиба). Проймы в готовом виде приутюживают.
В изделиях из тонких прозрачных материалов край проймы окантовывают полоской основной или подкладочной ткани в цвет, выкроенной по косой. Затем окантованный край отгибают на изнаночную сторону, выправляют кант из проймы. Сгиб приутюживают. Внутренний край косой бейки прикрепляют к припускам швов.
Дата добавления: 2017-01-26; просмотров: 2914;
Поиск по сайту
Узнать еще
- I. Обработка поверхности изделий.
- I. Обработка результатов журнала технического нивелирования.
- III. Последующая обработка.
- Абразивная обработка
- Автоматизация обработки табличных данных (обработка списков)
- Автоматизированная тематическая обработка радиолокационных снимков.
- Амминирование и гидразинная обработка питательной воды
- Анодно-механическая обработка

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
