Кабели с вязкой пропиткой
В кабелях с вязкой пропиткой изоляция выполняется из кабельной бумаги, пропитанной маслоканифольной мастикой. Эта мастика приготовляется из минерального масла и канифоли (доля последней равна 10 – 35%). Такое соединение обеспечивает необходимую вязкость мастики, чем предотвращается вытекание мастики из концов кабеля при монтаже и перетекание мастики в кабеле, проложенном с небольшим уклоном.
Технология изготовления изоляции такова. После намотки на жилу кабельной бумаги кабель помещается в вакуум-котел, где сушится под вакуумом. Пропитка кабелей производится в тех же котлах при температуре 105—115° С. Сначала пропитка ведется под вакуумом, затем при атмосферном или некотором избыточном давлении.
Структура пропитанной бумажной изоляции кабеля показана на рис. 5.2. Кабельная бумага состоит из лент шириной 10 – 30 мми толщиной 20 – 120 мкм. Между витками ленты при ее намотке оставляется зазор 1,5—3,5 мм, что обеспечивает необходимую гибкость кабеля.
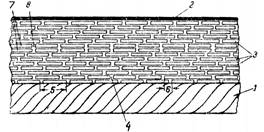
Рис. 6.2 – Структура бумажной изоляции кабеля. 1 — токопроводящая жила; 2 — свинцовая оболочка; 3 — ленты бумаги; 4 —зазор между краями спирально нанесенной ленты бумаги; 5 – шаг намотки; 6— перекрытие ленты; 7 – возможный эффект в изоляции в виде совпадения двух лент; 8 —увеличенная масляная прослойка в месте совпадения лент.
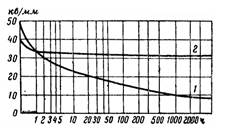
Рис. 6.3 – Зависимость пробивной прочности изоляции кабеля с вязкой пропиткой (кривая 1) и маслонаполненного кабеля (кривая 2) от времени действия напряжения.
Электрическая прочность масла в зазоре меньше средней электрической прочности пропитанной изоляции. Поэтому намотку производят так, чтобы избежать наложения зазоров.
В процессе эксплуатации в кабельной изоляции под воздействием высоких температур могут выделяться газовые пузырьки. Особенно этому способствуют переменные тепловые нагрузки кабеля, могущие приводить к образованию вблизи оболочки пустот. Пузырьки газа, диффундируя к поверхности жилы, где напряженность поля максимальная, ведут к снижению длительной электрической прочности изоляции. Это снижение обусловливается процессами ионизационного пробоя. Развертка бумажной ленты по месту ионизационного пробоя обнаруживает характерную картину ветвисто расположенных обуглероженных каналов. Полное время развития ветвистого разряда может исчисляться месяцами и даже годами. Поэтому «кривая жизни» изоляции кабеля с вязкой пропиткой показывает значительное снижение пробивной прочности со временем (рис. 6.3, кривая 1). Конструкция кабеля с вязкой пропиткой и поясной изоляцией показана на рис. 6.4. Жилы кабеля имеют секторную форму, позволяющую с высоким коэффициентом заполнения использовать внутреннюю полость кабеля. Каждая жила имеет фазную изоляцию, повторящую секторную форму жилы.
Наружная поясная изоляция охватывает все три фазы. Промежутки между фазной и поясной изоляцией заполнены низкосортным изоляционным наполнителем – корделем (жгуты, скрученные из бумажных лент). Поверх поясной изоляции накладываются свинцовая оболочка и броня из стальных лент.
Для экономии свинца разработана технология наложения алюминиевых оболочек. Опрессовывание таких оболочек происходит при температуре 430—450° С, опасной для изоляции кабеля. Поэтому кабели с алюминиевыми оболочками применяются пока только до напряжения 6 кВ. Кроме того, алюминий в земле должен защищаться от коррозии антисептированными и герметичными защитными покровами.
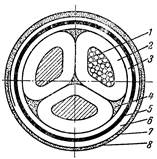
Рис. 6.4 – Трехжильный кабель с поясной изоляцией и секторными жилами на напряжение 10 кВ.1– токопроводящая жила: 2 – фазная изоляция; 3 – поясная изоляция: 4 –наполнитель; 5 – свинцовая оболочка; 6 – подушка под броней, состоящая из битумного состава, пропитанной бумаги и пряжи: 7 – броня из двух стальных оцинкованных лент; 8 – наружный защитный покров.
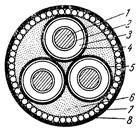
Рис. 6.5 – Трехжильный кабель с отдельно освинцованными жилами (типа ОСБ). 1 – токоведущая жила; 2 – экран из полупроводящей бумаги: 3 – бумажная изоляция фазы; 4 – экран из полупроводящей бумаги; 5 – свинцовая оболочка с покрытием битумом и двумя прорезиненными тканевыми лентами; 6 – джутовое заполнение; 7 – броня из стальных оцинкованных проволок; 8 – наружный защитный покров.
Более совершенным, но и более дорогим является кабель с отдельно освинцованными жилами. Конструкция этого кабеля показана на рис. 6.5. Каждая фаза выполнена в виде отдельного коаксиального кабеля, благодаря чему электрическое поле каждой фазы радиально. Неравномерности поля на поверхности токопроводящей жилы, скрученной из тонких проволок, устранены покрытием жилы экраном. Эти мероприятия позволяют почти в 2 раза повысить допустимые напряженности электрического поля по сравнению с напряженности ми при кабелях с поясной изоляцией. Свинцовая оболочка на каждой фазе создает независимый теплоотвод от жил. Улучшенный, температурный режим позволяет поднять допустимые токовые нагрузки кабеля.
Кабели с поясной изоляцией выпускаются до напряжения 10 кВ, кабели с отдельно освинцованными жилами – до напряжения 35 кВ. В табл. 6.1 приведены значения толщин изоляции и допустимые напряженности поля для кабелей разных номинальных напряжений и типов.
Для соединения участков кабелей между собой и для концевых выводов применяются соединительные и концевые муфты. Разрез соединительной муфты кабеля 10 кВпоказан на рис. 5.6. Токопроводящие жилы соединяются пайкой или опрессовкой. Поверх жилы накладывается пропитанная кабельная бумага, которая заливается пропиточной массой в разогретом состоянии. Корпус муфты выполняется герметическим для предохранения кабеля от попадания влаги. Вся муфта помещается в чугунный кожух для защиты от механических повреждений. Монтаж соединительных (и концевых) муфт производится на месте прокладки кабеля силами монтажного персонала, т. е. в условиях, значительно отличающихся от заводских. Ввиду этого для изоляции муфт допускаются значительно меньшие рабочие градиенты, чем для изоляции самого кабеля (в 1,75—2,25 раза). Но даже при этих облегченных условиях кабельные муфты являются наиболее слабым местом в изоляции всей кабельной линии ввиду вероятных дефектов монтажа. Одним из действенных средств повышения эксплуатационной надежности кабельных муфт является использование для их заливки эпоксидных смол, обладающих высокой электрической прочностью.
Таблица 6.1 – Толщина изоляции и допустимые рабочие напряженности электрического поля (переменного тока) кабелей с вязкой пропиткой
| Номинальное напряжение, кВ | Толщина изоляции, мм | Допустимый градиент, кВ/мм | |
| фазная | поясная | ||
| 1,35 2.2 3,0 6–7 9–11 | 0,7 1,05 1,4 - - | 1,5 2,5—3,0 |
Для соединения участков кабелей между собой и для концевых выводов применяются соединительные и концевые муфты. Разрез соединительной муфты кабеля 10 кВпоказан на рис. 6.6. Токопроводящие жилы соединяются пайкой или опрессовкой. Поверх жилы накладывается пропитанная кабельная бумага, которая заливается пропиточной массой в разогретом состоянии. Корпус муфты выполняется герметическим для предохранения кабеля от попадания влаги. Вся муфта помещается в чугунный кожух для защиты от механических повреждений. Монтаж соединительных (и концевых) муфт производится на месте прокладки кабеля силами монтажного персонала, т. е. в условиях, значительно отличающихся от заводских. Ввиду этого для изоляции муфт допускаются значительно меньшие рабочие градиенты, чем для изоляции самого кабеля (в 1,75—2,25 раза). Но даже при этих облегченных условиях кабельные муфты являются наиболее слабым местом в изоляции всей кабельной линии ввиду вероятных дефектов монтажа. Одним из действенных средств повышения эксплуатационной надежности кабельных муфт является использование для их заливки эпоксидных смол, обладающих высокой электрической прочностью.
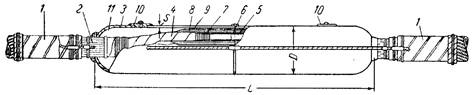
Рис. 6.6. Свинцовая соединительная муфта кабеля 10 кВ.1 – соединяемые отрезки кабелей; 2 – свинцовая оболочка кабеля; 3 – корпус муфты; 4 – изолированная жила кабеля; 5 – токопроводящая жила; 6 – соединительная гильза; 7 – подмотка роликами; 8 – подмотка рулонами; 9 – бандаж из хлопчатобумажной ленты поверх трех изолированных рулонных жил; 10 – запаиваемое отверстие для заливки муфты; 11 – заливка комнаундной массы.
Условия монтажа требуют иногда вертикальной прокладки кабеля. Если расстояние по вертикали превышает 15 – 5 мсоответственно для кабелей 6 – 35 кВ, то прокладка кабелей с нормальной вязкой пропиткой недопустима: из кабеля вытекает пропитка и деформируется свинцовая оболочка. Для вертикальных прокладок применяются кабели с осушенной (обедненной) пропиткой. Изоляция таких кабелей подвергается обычной технологической обработке, но затем подвергается дополнительному нагреву, в течение которого примерно 70% пропиточной массы вытекает из кабеля. Вследствие ухудшенной пропитки допустимые рабочие градиенты снижаются и толщина изоляции осушенных кабелей должна быть увеличена.
В настоящее время начато производство кабелей для вертикальных прокладок с пропиточной массой, не стекающей даже при высоких температурах нагрева. Такая пропиточная масса производится на основе синтетических смол.
| <== предыдущая лекция | | | следующая лекция ==> |
| Электрическая прочность изоляции кабелей и испытания кабелей | | | Маслонаполненные кабели |
Дата добавления: 2017-01-16; просмотров: 4912;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
