Влияние магнитных полей на сварочную дугу
Столб сварочной дуги содержит свободные электроны, ионы и электрически нейтральные частицы. Благодаря наличию в дуге заряженных частиц (электронов и ионов), движущихся в определенных направлениях, столб дуги может рассматриваться как гибкий проводник, по которому проходит электрический ток. Поэтому магнитное поле, создаваемое током самой дуги, или постороннее магнитное поле оказывает весьма заметное воздействие на дугу, вызывая перемещение или изменение формы последней. Такое явление называют магнитным дутьем. Если рассматривать дугу в магнитном поле как гибкий проводник с током, то силы, движущие дугу, можно выразить в виде
F = α∙B∙I∙L, (1.16)
где
B – магнитная индукция;
I – ток дуги;
L – длина дуги;
α – коэффициент пропорциональности.
Под воздействием магнитного поля сварочная дуга отклоняется в сторону наименьшего сгущения магнитных силовых линий. Кроме того, магнитное поле влияет на характер перемещения заряженных частиц в самой дуге.
На сварочную дугу могут воздействовать посторонние продольное или поперечное магнитные поля, а также собственное магнитное поле дуги.
Электрическая дуга под воздействием собственного магнитного поля будет отклоняться от места подключения к изделию токоподвода в сторону разряжения магнитных силовых линий в зависимости от места подключения (Рис. 1.6).
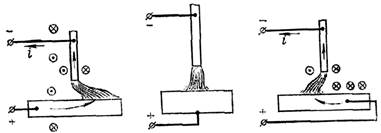
Рис. 1.6 – Влияние токоподвода на отклонение дуги (магнитное дутьё)
Угол наклона к поверхности свариваемого металла также влияет на величину отклонения столба дуги. Чем больше угол отклонения, тем сильнее дуга выдувается в сторону, противоположную наклону электрода (Рис. 1.7 а, б).
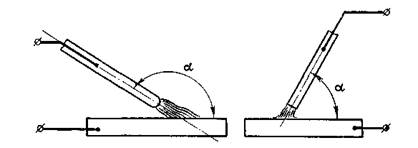
Рис. 1.7. Влияние угла наклона электрода на отклонение дуги
Поперечное магнитное поле направлено перпендикулярно оси дуги, что приводит к отклонению дуги, изменению ее формы и длины. Если магнитное поле будет достаточно сильным, то дуга может оборваться.
Направление отклонения дуги в поперечном поле можно определить правилом левой руки (Рис. 1.8).
Продольное магнитное поле совпадает с направлением электрического поля дуги и направлено параллельно оси дуги. Такое магнитное поле не оказывает воздействия на заряженные частицы, движущиеся в направлении электрического поля. При движении в радиальном направлении заряженные частицы пересекают магнитное поле, ко-
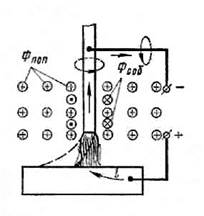
Рис. 1.8 – Поперечное магнитное поле и дуга
торое взаимодействует с ними, создает силу, перпендикулярную продольному магнитному полю дуги и направлению движения частицы. Под действием этой силы, диффундирующие к периферии заряженные частицы, придут во вращательное движение. При этом направление движения будет зависеть от знака заряда частицы (электроны и положительные ионы будут вращаться в противоположные стороны). Действие электрического поля вводит осевую составляющую, поэтому заряженные частицы при совместном действии продольного магнитного и электрического полей двигаются по спирали. Возникающая при этом центростремительная сила оттягивает столб дуги к вертикальной оси (Рис. 1.9).
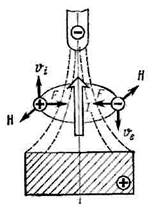
Рис. 1.9 – Действие электромагнитных сил на элементарные заряженные
частицы плазмы – ион и электрон
Действие ферромагнитных масс на отклонение дуги обусловлено тем, что магнитная проницаемость их в тысячи раз больше магнитной проницаемости воздуха. А магнитные силовые линии стремятся замкнуться по пути наименьшего сопротивления. Концентрическое магнитное поле вокруг дуги исказится и она, окажется прижатой к ферромагнитному телу (Рис. 5, а).
С явлением магнитного дутья сварщики сталкиваются при сварке угловых и стыковых швов, когда дуга под влиянием стальных стенок и кромок отклоняется в их сторону и затрудняет процесс сварки (Рис. 1.10 а, б, в, г).
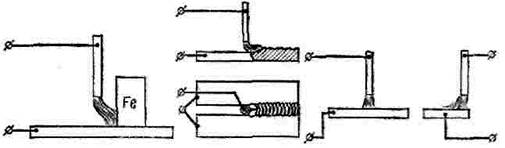
Рис. 1.10 – Влияние ферромагнитных масс на отклонение дуги
Под действием внешнего магнитного поля дуга может перемещаться по поверхности свариваемого изделия. Этот эффект используется при сварке кольцевых швов труб. С этой целью на концы труб надеваются две катушки, включенные встречно (Рис. 1.11).
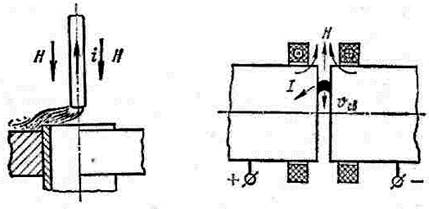
Рис. 1.11– Стыковая сварка труб вращающейся (бегущей) дугой
При этом в зазоре между трубами создается радиальное магнитное поле Н. Если между торцами труб зажечь дугу, то на нее будет действовать тангенциальная сила, которая заставляет дугу перемещаться по поверхности трубы. После разогрева торцов труб процесс сварки завершается осадкой.
В случае сварки на переменном токе магнитное дутье будет значительно меньше или совсем незаметным. Это происходит по той причине, что изменяющийся по величине в направлении магнитный поток дуги, пронизывающий ферромагнитную массу, наводит в ней вихревые токи, создающие собственное магнитное поле, направленное против магнитного поля сварочного тока.
Меры, борьбы с магнитным дутьем:
а) выбор соответствующего места подключения токоподвода к изделию или применение подвижного токоподвода;
б) подвод тока в нескольких точках;
в) применение успокоительных соленоидов с продольным направлением магнитного поля;
г) наклон электрода в сторону "сдувания" дуги;
д) размещение ферромагнитного материала вблизи дуги;
е) применение для сварки переменного тока.
| <== предыдущая лекция | | | следующая лекция ==> |
| ОСНОВНЫЕ ПОВРЕЖДЕНИЯ МЕТАЛЛИЧЕСКИХ ПРОЛЕТНЫХ СТРОЕНИЙ | | |
Дата добавления: 2016-12-27; просмотров: 12764;
Поиск по сайту
Узнать еще
- III. Основные законы, используемые при расчёте магнитных цепей.
- IV. Влияние катализатора на скорость реакции
- IС класс — блокаторы натриевых каналов, имеющие различное влияние на ЭРП
- Автомобили и Их Влияние на Чувство Территории
- Алгебраическая сумма магнитных потоков в точке разветвления равна нулю
- Алкоголь и его влияние на физическое и психическое здоровье человека. Профилактика
- Анализ магнитных цепей постоянного тока
- Антропогенное влияние на природу. Проблема экологии.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
