Понятие о спектральном анализе
До этого момента мы с вами занимались измерением интегральных оценок вибрационных сигналов, таких как общий уровень или уровень в полосе. Эти оценки давали нам представление о суммарной колебательной энергии процесса, сосредоточенной в выбранной полосе частот. В целом ряде задач вибродиагностики этого вполне достаточно, но для точной идентификации источников колебаний желательно иметь полное представление о колебательном процессе т.е. его спектр[23]. Для иллюстрации этого утверждения мы приведем вам следующий пример. Представьте себе, что вы наблюдаете за приближающейся группой людей. Сначала вы можете только констатировать тот факт, что вы видите людей. По мере приближения группы вы начинаете различать отдельные фигуры и уже в состоянии определить их число. Наконец, когда они подойдут к вам достаточно близко, вы сможете определить их пол или даже узнать в них своих знакомых. Этот пример показывает, что по мере увеличения подробностей, которые вы имеете при наблюдении, вы можете все точней идентифицировать наблюдаемый объект или явление.
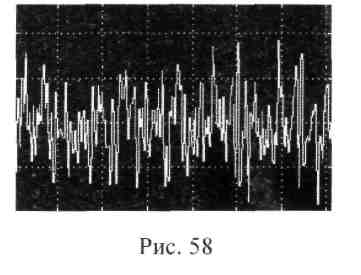
В спектральном анализе исследуются периодические модели вибрации. Цель анализа – разложить сложное колебание (Рис. 58) с циклическими компонентами (поскольку силы, вызывающие вибрацию, преимущественно состоят из периодических составляющих, к которым подмешен широкополосный шум) на несколько основных гармоник с определенными частотами, на которых сосредоточен максимум энергии колебаний. В результате спектрального анализа можно обнаружить всего несколько повторяющихся циклов различной частоты в интересующих вас сигналах, которые, на первый взгляд, выглядят как случайный шум.
|
Спектры графически представляются в виде зависимостей амплитуды гармонических составляющих вибрации от их частоты (Рис. 59). Спектры бывают дискретными и непрерывными. Дискретный спектр содержит небольшое число отдельных гармонических составляющих, имеющих достаточно большую амплитуду. В непрерывном спектре мы видим плавно меняющуюся, непрерывную зависимость амплитуды колебания от частоты.

|
Для того, чтобы выполнить спектральный анализ используют специальные приборы - виброанализаторы. Большинство цифровых анализаторов для получения спектров используют Быстрое Преобразование Фурье (БПФ). БПФ работает с выборками сигнала,
равными по длине 2n, где n - целое число. Обычно п равно 9-11, т.е. длина выборок равна 512 - 2048 отсчетам. Выборки такой длины позволяют разбить анализируемый частотный диапазон на 200 - 800 полос. Все гармонические составляющие, попадающие в каждую из полос, будут приводиться к некоторому среднему значению, отражаемому на спектре. Таким образом, разрешение (точность) r [Гц/лин] спектрального анализа определяется как отношение верхней анализируемой частоты fв[Гц] к числу полос спектрального анализа N [Лин].
Рассмотрим пример. Пусть нам нужно получить спектр сигнала, верхняя частота которого равна fв =100 Гц. разрешение анализа r=0.5 Гц/лин., или, что тоже самое, 200 линиям в спектре. Тогда для наших приборов F[24]=256 Гц, длина выборки должна быть N=512 точек: время одного цикла измерения составит Т=512*1/256=2 секунды. Этот пример показывает, что не стоит увлекаться повышением точности спектрального анализа. Во-первых, это приводит к увеличению времени измерения (в нашем примере оно составляет 2 секунды только для одного измерения, добавьте к этому время настройки АРУ и усреднения и вы получите достаточно приличное время измерения) это относится к любому анализатору. Во-вторых, точность 0.5 Гц/лин достаточна для решения практически всех задач вибродиагностики. Все же, если вам необходимо сократить время измерения, то для этого существуют два способа, увеличить верхнюю частоту анализа или уменьшить число линий в спектре (понизить разрешение анализа).
Понятие о спектральном анализе
Оценка состояния агрегатов с использованием спектрального анализа
В линейных механических системах, с которыми мы имеем дело, частота возмущающей силы совпадает с частотой реакции системы на эту силу. Этот факт позволяет нам идентифицировать источник вибрации.
|
Большинство дефектов имеют жесткую связь с частотой вращения роторов агрегата и (или) режимами его работы. Исследуя зависимость изменения спектрального состава вибрации от вышеупомянутых факторов, и сравнивая ее с вибрацией нормального[25] агрегата, можно сделать вывод о причинах повышенной вибрации. При этом нужно учесть один немаловажный факт.
|
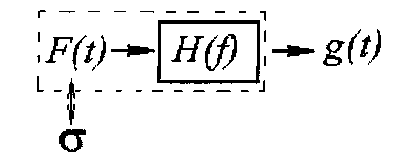
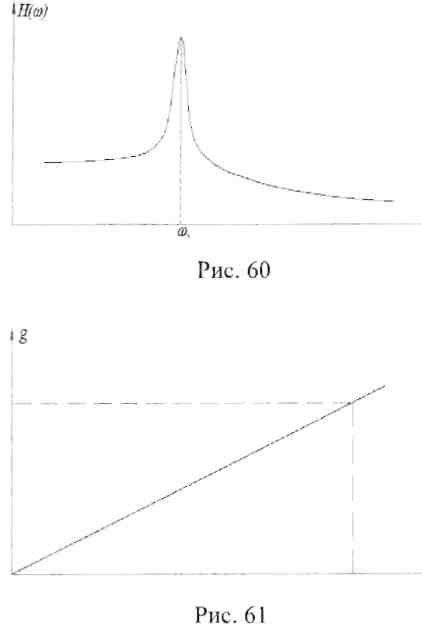
Механическая система похожа на фильтр, имеющий полосы пропускания и среза. Гак, обычная масса на пружине имеет один резонанс, определяемый жесткостью пружины и величиной массы. В дорезонансной области рассмотренная система обладает высокой чувствительностью к возмущающей силе, а в зарезонансной она существенно ослабляет возмущающую силу. По сути, масса на пружине является низкочастотным фильтром. Поэтому изменение вибрации агрегата может быть вызвано двумя факторами: изменением возмущающих сил Р(1) или отклонением механических свойств агрегата Н(г) (в нашем примере, жесткости пружины). Мы с вами имеем вибродиагностическую задачу, в которой нам известна контурная вибрация g(t), по которой мы должны определить и устранить источник вибрации (силу). Очевидно, что эта задача не имеет однозначного решения. Поэтому для получения достоверных результатов при диагностике нужно учитывать это. Механические свойства системы или ее передаточная функция Н(f) может быть определена при помощи записи зависимости вибрации оборотной частоты от частоты вращения агрегата на выбеге (скоростной). По сути, скоростная характеристика и есть передаточная функция, полученная при воздействии на машину дисбалансов, неизбежно присутствующих на машине.
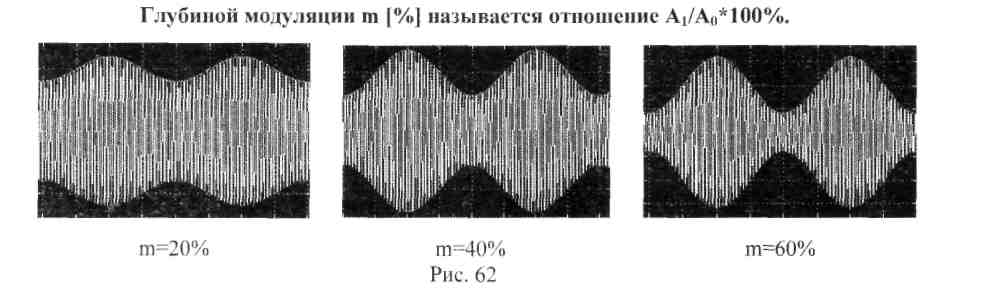
Модуляция
Итак, что же такое модуляция? Модуляция это изменение по заданному закону во времени величин, характеризующих колебательный процесс. Мы с вами знаем три основных величины, характеризующих колебание. Это частота, амплитуда и фаза. В механике наибольшее распространение получила именно амплитудная модуляция. При амплитудной модуляции в уравнении гармонического колебания амплитуда так же является функцией времени. Необходимым условием амплитудной модуляции служит существенное отличие по частоте модулирующей функции от частоты «несущей[26]». Частота несущей должна быть во много раз больше частоты модулирующей функции.

|

|
Другие виды модуляции сигнала изображены на Рис. 63. Хочется обратить особое внимание на один из видов фазовой модуляции вибросигнала, возникающий при биениях. Биениями называют почти гармонические колебания, амплитуда А(1) является колеблющейся функцией времени с квазипериодом, большим по сравнению с квазипериодом 2p/w несущего колебательного процесса. В простейшем случае биения можно получить при наложении двух гармонических колебаний с близкими частотами w1 и w2 (Рис. 64):

|
Понятие об огибающей
В машинах возникает ряд вибрационных процессов, сопровождающихся колебаниями энергии. Другими словами, колебательный процесс может иметь непостоянную амплитуду вибрации. Примером таких процессов могут служить биения. Биения возникают при сложении вибрации машин, имеющих несколько отличающиеся друг от друга частоты вращения (1-2 Гц), при условии их плохой виброизоляции друг от друга.
На Рисунке 65 показана вибрация 50 Гц машины при наличии биений, в разных масштабах времени и вибрация машины при отсутствии биений. На рисунках хорошо видно, что вибрационный процесс имеет переменную амплитуду колебаний или так называемую «огибающую».
Подобные нестационарные вибрационные процессы могут возникать и по другим причинам Наиболее яркий пример - возникновение амплитудной модуляции в подшипнике качения при наличии подвижных дефектов. При вращении дефект поочередно проходит то через нагруженную зону (вибрация возрастает), то через разгруженную (вибрация уменьшается). Амплитудная модуляция возникает также, например, в зубчатой передаче. В ней, при вращении, возникает амплитудная модуляция частоты зацепления оборотными частотами шестерни и колеса (при наличии на них дефектов).

|
Ясно, что для того, чтобы исследовать огибающую вибросигнала, нужно прибегнуть помощи специальной технологии ее выделения. Суть технологии заключается в следующем. В сложном вибрационном сигнале выделяется узкая полоса частот, ширина которой обычно составляет 1/3 октавы[27] (f2/f1»1,26). Необходимость такой фильтрации объясняется тем, что нужно настроится на вибрацию, вызываемую интересующим нас дефектом.
|
Для пояснения этого факта уместна следующая аналогия. Настройка на дефект происходит также как на радиостанцию в приемнике. В эфире (вибрация машины) присутствуют одновременно сигналы от множества радиостанций (различные источники вибрации), и если мы будем принимать их одновременно, то, очевидно, что мы ничего не сможем разобрать в принимаемой информации. Но если мы настроимся на конкретную частоту, на которой вещает интересующая нас станция «диагностируемый дефект), то без труда сможем обнаружить ее и насладится любимой музыкой (определить степень развития дефекта).
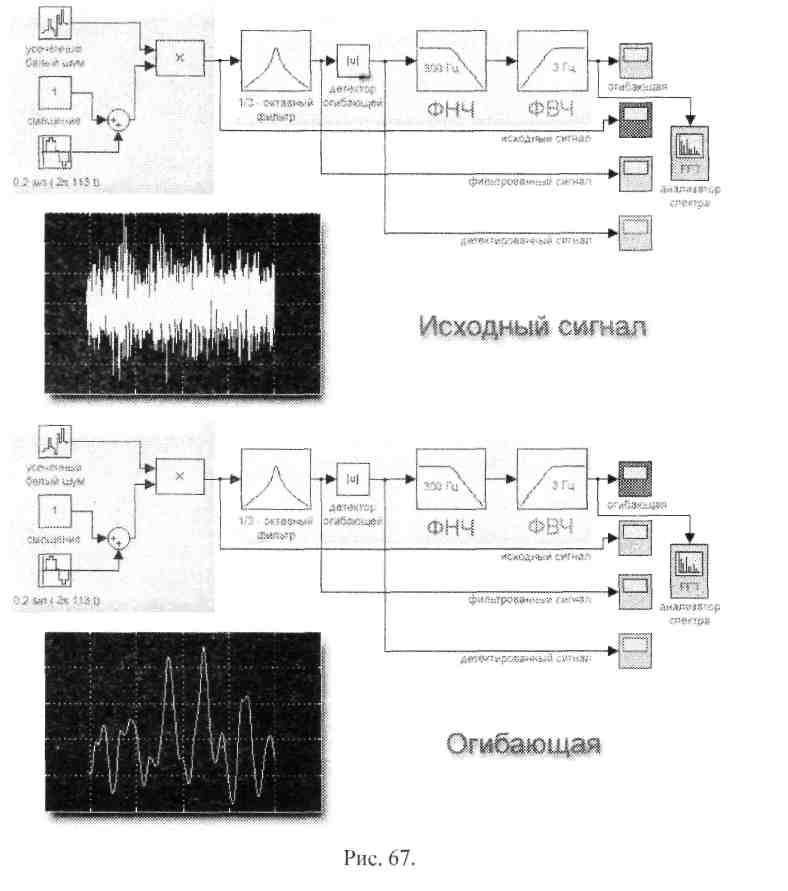
После выполнения третьоктавной фильтрации, из высокочастотного вибрационного сигнала выделяют огибающую с помощью процедуры детектирования (от лат. detection – обнаружение). Для этого сигнал выпрямляют и подвергают низкочастотной фильтрации.
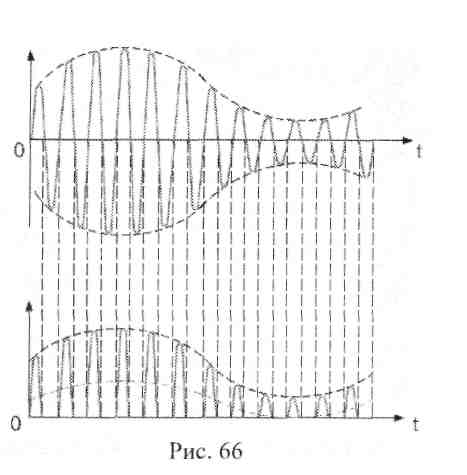
Низкочастотная фильтрация нужна для устранения высокочастотных пульсаций от несущей частоты. На Рис. 66 сверху показаны колебания с амплитудной модуляцией на входе детектора, а снизу представлен выпрямленный сигнал и сигнал, прошедший через фильтр низких частот.
На заключительном этапе выделения огибающей устраняют постоянную составляющую вибрации, которая равна среднему значению уровня вибрации в анализируемой полосе частот. Далее сигнал подвергают обычной обработке измеряют его пик-фактор, или определяют его спектральный состав.
Последовательность выделения огибающей сигнала представлена на Рис. 67.
|
Понятие о неуравновешенности
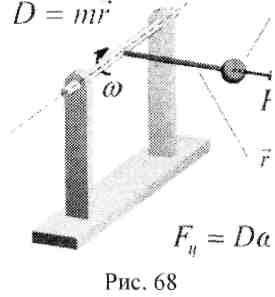
Настал черед поговорить о балансировке. Так что же это такое. Классическое определение балансировки гласит: балансировка это уравновешивание (устранение дисбаланса) вращающихся частей машин. Дисбаланс (от дис[28]... и баланс[29]), в свою очередь, есть неуравновешенность вращающихся частей машин, она возникает при несовпадении оси, проходящей через центры опорных поверхностей цапф изделия, с его главной центральной осью инерции (в большинстве случаев - это ось симметрии ротора). Более правильным на наш взгляд, было бы называть балансировку компенсацией дисбалансов, так как, при балансировке мы не устраняем исходные дисбалансы, ведь почти всегда их положение на роторе остается неизвестным, а компенсируем их влияние на вибрацию ротора корректирующими массами, устанавливаемыми в плоскости коррекции. Давайте подробнее поговорим о дисбалансе. Дисбаланс D[г·мм] равен произведению неуравновешенной массы т на расстояние от оси вращения до этой массы. Это расстояние называют радиусом r установки дисбаланса. Одинаковые дисбалансы дадут маленькая масса, установленная на большом радиусе и большая масса, находящаяся на маленьком радиусе. При вращении ротора на дисбаланс будет действовать центробежная сила Fц. Она пропорциональна квадрату угловой скорости вращения ротора.
|
Для того чтобы ротор при вращении находился в динамическом равновесии, центробежная сила должна быть компенсирована силами действующими со стороны опор(реакциями в опорах). Реакции в опорах будут обратно пропорциональны расстояниям от опор плоскости, до плоскости в которой вращается дисбаланс. При установке дисбаланса в середину симметрично ротора при его вращении в опорах возникнут силы равные половине центробежной силы действующей на дисбаланс. Эти силы и вызывают вибрацию опор вращающегося неуравновешенного ротора. Очевидно, что вибрация опоры зависит от ее жесткости и частоты вращения ротора. Если частота вращения ротора совпадет с резонансной частотой опоры, то возникнет резонанс. Далее при незначительном дисбалансе при резонансе опора будет иметь высокую вибрацию. На практике на роторе находится большое число дисбалансов. Вибрация опоры складывается из воздействий, вызываемых каждым из дисбалансов, имеющихся па роторе. Поскольку все дисбалансы расположены в разных угловых положениях и на разных расстояниях от опоры, то при сложении колебаний мы это должны учесть. При измерении вибрации опоры мы имеем результирующий (суммарный) вектор оборотной частоты, в котором автоматически учтены все описанные выше факторы. Еще раз обращаем ваше внимание на то, что гармоническая составляющая вибрации ротора, вызванная дисбалансом, всегда имеет частоту вращения ротора. Задача балансировщика заключается в отыскании по результатам измерений вибрации опор агрегата величины и места установки дисбалансов, которые компенсируют исходную вибрацию опор. Другими словами, система корректирующих масс на роторе должна вызывать вибрацию опор равную исходной и противоположно направленную.
Дисбаланс неизбежно возникает при изготовлении, ремонте и эксплуатации роторов Симметричные детали имеют дисбаланс из-за отклонений от осевой симметрии при изготовлении неоднородности материала. Пазы на роторах имеют отклонение по длине, глубине и ширине Насадные детали роторов, расположенные на диаметрально противоположных сторонах, несколько: отличаются друг от друга по массе и форме. Посадка на ротор деталей с натягом, особенно больших также вызывает дисбаланс вследствие искривления оси вала. Если есть посадочные зазоры, то опять таки мы имеем дисбаланс из-за неоднозначности положения детали в пределах зазора.
В процессе эксплуатации машины также может возникнуть дисбаланс, причиной которого, например, служит поломка лопаток или отложение солей и эрозионный износ ротора и т. д.
Типы неуравновешенности
|
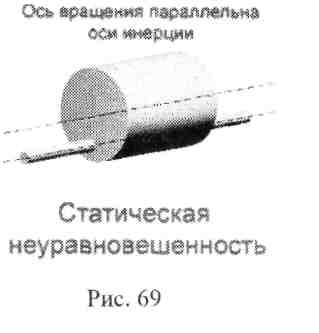
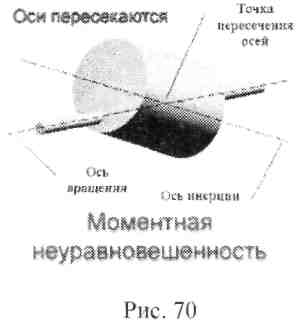
Существуют два основных типа неуравновешенности - статическая и моментная. Если они оба присутствуют на роторе, то мы получаем общий случай, который называется динамической неуравновешенностью. При статической неуравновешенности ротора его главная центральная ось инерции параллельна оси вращения ротора, но находится на некотором расстоянии е от нее. Это расстояние называется эксцентриситетом.
Статическая неуравновешенность может быть устранена балансировкой на ножах. Центр масс ротора, находящийся на окружности радиуса е, стремиться переместится в ее нижнюю точку, в которой наступит равновесие сил реакции опор, направленных по вертикальным прямым, проходящим через ось вращения и силы от действия веса, приложенной в центре масс ротора.
|
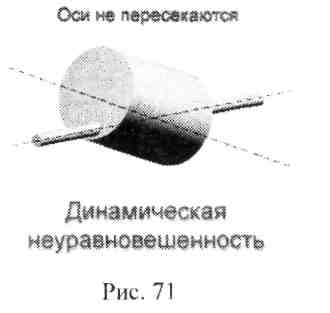
При моментной неуравновешенности ось инерции ротора пересекается с осью вращения в центре масс ротора. При этом, центр масс ротора находится на оси вращения. Поэтому моментная неуравновешенность не обнаруживается, при статической балансировке. В случае динамической неуравновешенности оси инерции и вращения непараллельные и не пересекаются (другими словами они перекрещиваются).
Для того, чтобы оценить вклад от того или иного типа неуравновешенности, пользуются следующим правилом: полусумма оборотной составляющей вибрации в опорах дает нам вклад от статической неуравновешенности, а полуразность - от моментной.
Действительно, симметричная составляющая вибрации оборотной частоты соответствует параллельному смещению главной центральной оси инерции ротора. Половина разности вибрации опор дает кососимметричную составляющую вибрации, которая соответствует чисто моментной неуравновешенности.
|
Условия успешной балансировки
Технология динамической балансировки базируется на нескольких предположениях, которые должны выполняться при постоянной частоте вращения ротора:
• Вибрация оборотной частоты должна быть стабильной во времени и повторяться от пуска к пуску.
• Механическая система должна быть линейна, т.е. приращение дисбаланса вызывает пропорциональное изменение вибрации опор.
• Сдвиг фазы между вызываемой дисбалансом центробежной силой и виброперемещением от этой силы постоянен (не зависит от положения дисбаланса).
Постоянная частота вращения необходима, для того, чтобы центробежные силы, действующие на дисбалансы, были одинаковыми (известно, что центробежная сила пропорциональна квадрату частоты вращения ротора). Постоянство вибрации опор свидетельствует о том, что ротор термически стабилен (прогрет), на нем нет незакрепленных частей, которые могут «болтаться» и занимать от пуска к пуску различные положения на роторе. Линейность механической системы (т.е. нашей машины), нужна для того, чтобы наш метод балансировки давал точные результаты. В противном случае данные пробных пусков не позволят с удовлетворительной точностью уравновесить ротор. Проверить линейность достаточно просто. Для этого при выполнении пробных пусков понаблюдайте за изменением вибрации опор при установке разных масс в одно и тоже место. Пробная масса, увеличенная вдвое, должна давать увеличение изменения вибрации также в два раза. Постоянный сдвиг фазы характеризует также линейность механической системы. Убедится в постоянстве фазы можно воспользовавшись следующим: при изменении угла установки одного и того же груза, фаза оборотной составляющей вибрации должна также отличаться на постоянный угол.
Понятие о коэффициентах влияния
Мы с вами уже знаем, что вибрация опор зависит от величины дисбаланса, его расположения на оси ротора, частоты вращения вала и жесткости опор. При практической работе специалисту необходимо учитывать все эти факторы. Существует метод, который позволяет решить эту проблему, достаточно легко. Суть этого метода заключается в проведении испытаний агрегата, при которых определяют коэффициенты, которые учитывают влияние всех описанных выше факторов от калибровочной массы, установленной в выбранном месте на роторе, на вибрацию опор. В дальнейшем, при балансировке, используют эти коэффициенты для определения места установки и величины корректирующих масс. Эти коэффициенты мы будем называть коэффициентами влияния.
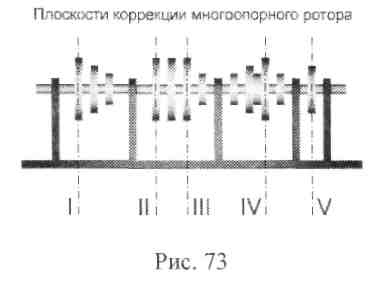
Прежде чем продолжить нашу беседу, имеет смысл договориться об определенной терминологии, которая формализует наши дальнейшие рассуждения. Балансировочной массой будем; называть массу, которую нужно установить на вал, чтобы снизить вибрацию опор ротора до значений, допускающих продолжительную эксплуатацию агрегата. Будем нумеровать их нижним индексом, соответствующим номеру плоскости, в которую мы ее устанавливаем. Плоскостью коррекции будем обозначать плоскость, перпендикулярную оси вращения, в которой мы планируем установить балансировочную массу. Плоскости коррекции нумеруем римскими цифрами в нижнем индексе. Пробной массой будем называть калибровочную массу, используемую при определении балансировочных коэффициентов влияния для выбранной плоскости коррекции. Обозначим ее также как балансировочную массу. Нулевым пуском будем называть данные исходной вибрации опор. Для обозначения нулевого пуска используем нижний индекс «0». Оборотную составляющую вибрации опор обозначим прописными латинскими буквами А и В. Так, вибрация, измеренная нулевом пуске в опоре А, будет обозначаться как А0, и соответственно в опоре В через В0. Напоминаем: оборотная составляющая вибрации опоры определяется ее амплитудой и начальной[30] фазой. И как следствие, при проведении этих измерений необходим отметчик. Пробным пуском будем называть пуск с установленной в выбранной плоскости коррекции пробной массой. Число пробных пусков соответствует числу используемых при балансировке плоскостей коррекции. Номера пусков будем использовать в качестве индексов измеренной на данном пуске вибрации. Обычно номер пуска совпадает с номером плоскости коррекции, в которой установлен пробный пуск. Балансировочным пуском будем называть пуск, с установленными рассчитанными по коэффициентам влияния балансировочными грузами.

|
Очевидно, что для плоскости коррекции коэффициентов влияния будет столько, сколько направлений для измерения вибрации мы выбрали. Обычно берется по одному направлению (вертикальному) в каждой опоре, т.к. вибрация в опоре в различных направлениях обычно линейно зависима (при условии того, что она вызвана неуравновешенностью). Следовательно, общее число коэффициентов влияния будет равно произведению числа опор машины на число используемых плоскостей коррекции. Для нахождения коэффициента влияния выбранной плоскости коррекции на нужную опору необходимо разделить изменение вибрации в опоре, вызванное этим грузом на его массу.
|
Другими словами коэффициент влияния представляет собой вибрацию опоры (мкм) от установки единичной массы (один грамм) в выбранной плоскости коррекции в угол равный нулю. Коэффициенты влияния имеют размерность [мкм/г] и обозначаются альфой с двумя нижними индексами (aIА), первый из которых представляет собой номер плоскости коррекции (I), а второй - опору (А), на которую он оказывает влияние, коэффициент влияния является комплексным числом.
|
Понятие о коэффициентах влияния
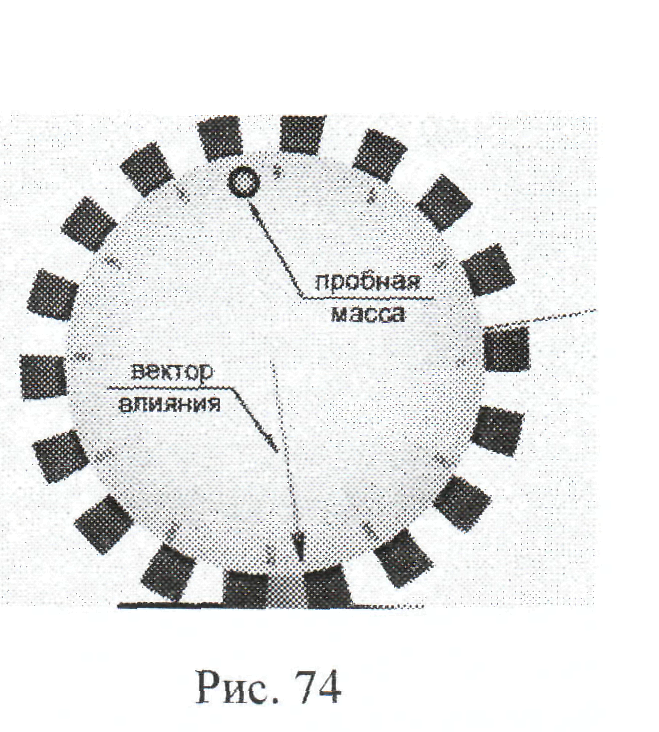
Давайте посмотрим, как балансируемый ротор реагирует на пробный груз. Сначала представим себе машину с идеально уравновешенным ротором. При его вращении никакой вибрации в опорахнет. Пусть теперь мы установили некую массу в одну из плоскостей коррекции (Рис. 74). Что произойдет в этом случае? Очевидно, что в опорах возникнет вибрация. Значение вибрации полностью определяется величиной и местом установки нашей «пробной» массы. Амплитуда вибрации опор равна произведению модуля соответствующего коэффициента влияния и установленной массы, а фаза определяется как сумма фаз места установки пробного груза и фазы коэффициентов влияния. Эту вибрацию будем называть «вектором влияния пробного груза».

|
Передвигая пробную массу против направления вращения (Рис. 75), мы будем увеличивать фазу вектора влияния. Причем, фаза вектора влияния должна увеличиваться на угол, равный углу перемещения пробного груза. При этом амплитуда вибрации не меняется.
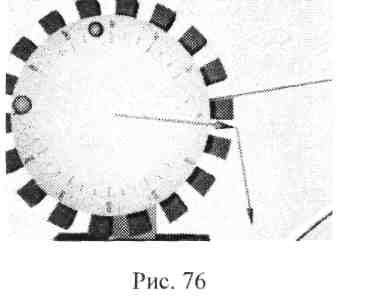
А теперь давайте посмотрим, что будет происходить с вибрацией машины, ротор которой имеет дисбалансы (Рис. 76). Дисбалансы проявляют себя в виде некоторой результирующей вибрации в опорах. При установке нашего пробного груза вибрация, очевидно, изменится.
|
Изменение вибрации будет определяться суммой исходной вибрации ротора и вибрацией, которая у нас возникала при установке пробного груза на идеально уравновешенном роторе. Ясно что, перемещая нашу массу против направления вращения, мы заставим поворачиваться вектор влияния против часовой стрелки, а вектор исходной вибрации при этом меняться не будет. Если мы повернем пробную массу на угол, противолежащий вектору суммарной вибрации опоры, а величину пробного груза изменим таким образом, чтобы длина вектора влияния совпадала с длинной вектора исходной вибрации, то мы сможем компенсировать вибрацию опоры установкой этой массы.
Особенности измерения вибрации при балансировке

|
Для выполнения балансировки необходимо правильно измерить амплитуду и фазу оборотной составляющей вибрации. Суть замера заключается в следующем. Из вибрационного сигнала с помощью фильтров выделяют оборотную гармонику. Для этого используют синхронизирующий сигнал (чтобы точно определить частоту вращения ротора). Источником таких сигналов может служить, например лазерный отметчик, который формирует один импульс за один оборот исследуемого ротора. Принцип действия отметчика очень прост. В отметчике вмонтированы лазерный свето- и фотодиод, имеющие общую оптическую ось. Специальная метка[31], нанесенная на ротор, отражает падающий на нее лазерный луч в обратном направлении. На поверхности ротора, в удобном месте наносится специальная метка, отметчик устанавливается напротив метки. При прохождении метки под отметчиком, в нем формируется короткий[32] импульс. Этот импульс жестко привязан к определенному месту (углу) на поверхности ротора, и дает нам один импульс за один оборот ротора. Для дальнейшего описания принципа измерения нужно рассмотреть несколько рисунков:
На верхнем рисунке (Рис. 77) представлен исходный вибрационный сигнал, измеренный на опоре, состоящий их первой и второй гармоник оборотной частоты, к которым добавлен широкополосный шум. На рисунке показаны три периода (или оборота) ротора.
Второй рисунок показывает синхронизирующий сигнал с отметчика. Горизонтальная черта на рисунке показывает уровень запуска отметчика. Третий рисунок иллюстрирует отфильтрованный сигнал оборотной частоты, а соответственно j — начальную фазу колебания. Амплитуда гармоники соответствует максимальному значению колебания на обороте. Начало оборота «0°» соответствует прохождению передней кромки метки через луч лазерного отметчика. Обычно метка ставится в радиальной плоскости ротора, которая содержит какие-либо конструктивные особенности, например шпоночную канавку, последнее требование выполнять не осязательно, но желательно. Оно вызвано тем, чтобы вы ставили метку всегда в одно и тоже место (ведь при плохом креплении метка может отлететь).
Фаза вибрации будет соответствовать определенному угловому положению ротора. Углы отсчитываются на роторе от передней кромки метки против направления вращения вала. Для удобства отсчета фазы, на роторе имеет смысл нанести метки через одинаковые интервалы например, через 10°. На облопаченных роторах для этих целей удобно использовать в качестве меток лопатки, предварительно пронумеровав их. При этом метка совмещается с одной из лопаток. Угол между лопатками определяется делением длинны окружности (360°) на число лопаток.
Отметчик должен располагаться вертикально. Датчики также обычно ставят вертикально. При невозможности установки датчиков и отметчика в одной необходимо пользоваться фазовой поправкой.
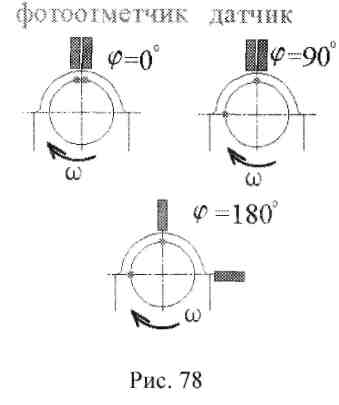
Для определения поправки нужно рассмотреть следующий рисунок (Рис. 78).
|
На нем изображены красным цветом отметчик (вертикальный прямоугольник) и метка (точка на роторе), и синим, соответственно, датчик и неуравновешенна масса («тяжелое место»). Если отметчик и датчик вибрации стоят в одной радиальной плоскости (например, вертикально), то тяжелое место будет проходить под датчиком одновременно с меткой и фаза вибрации будет равна 0° (левый верхний рисунок). Пусть теперь масса сдвинута на 90° от метки (углы отсчитываем против направления вращения ротора). Тогда тяжелое место будет проходить под датчиком спустя четверть оборота поен метки, и мы определим истинную фазу (1/4 оборота - 90°) вибрации (правый верхний рисунок). Предположим теперь (нижний рисунок), что датчик установлен на 90° позже отметчика (угол в данном случае считаем по направления вращения!). Фаза измеренная прибором будет равна 180° (!!!), хотя расположение массы и метки на роторе не изменилось. Чтобы учесть такое расположение датчика и отметчика нам необходимо ввести фазовую поправку. Фазовая поправка вычитается из показаний фазы вибрации и отсчитывается от датчика к отметчику против направления вращения. На самом деле, если вы не собираетесь использовать коэффициенты влияния повторно, то. даже не учитывая фазовую поправку (пологая ее равной 0), вы все равно сможете отбалансировать ротор.
Статическая балансировка
Давайте теперь поговорим о статической балансировке. Наверно вы привыкли к тому, что статическая балансировка производится на ножах, т.е. фактически ротор для определения величины статической неуравновешенности даже не крутят, а определяют тяжелое место просто по угловому положению ротора, находящегося в равновесии. Очевидно, что такой метод не подходит даже для точной статической балансировки. При вращении ротора можно с гораздо более высокой точностью определить величину и место статической неуравновешенности.
Давайте обсудим случаи, в которых имеет смысл выполнять только статическую балансировку. Во-первых, такой способ устранения дисбаланса эффективен при балансировке тонких массивных дисков, насажанных на тонких длинных валах. Во-вторых, он подходит для машин, работающих на частотах, гораздо ниже своей первой резонансной частоты.
Прежде чем начать балансировку, давайте поговорим о выборе места расположения плоскости коррекции и измерительных точек. Ясно, что для выполнения статической балансировки
достаточно выбрать только одну плоскость коррекции. Напомним, что статическая неуравновешенность вызывает плоское, параллельное смещение оси инерции относительно оси вращения. Для того, чтобы вернуть ось инерции на ось вращения достаточно приложить одну силу (т.е. воспользоваться одной плоскостью коррекции). Желательно располагать эту плоскость коррекции поближе к центру масс ротора. По той же причине вибрация на опорах будет одинаковой, так что выбираем наиболее удобное место для измерений. Но направление измерений все равно должно совпадать с направлением установки отметчика (желательно вертикальное, в этом направлении, как правило, жесткость опоры выше).
Далее, проверяем выполнение всех описанных выше требований к линейности, постоянству частоты вращения, к стабильности вибрации и т.п. Клеем метку, размечаем углы на роторе, запускаем машину и настраиваем отметчик. Процедура настройки отметчика может происходить в двух режимах: ручном и автоматическом. Для автоматической настройки отметчика на приборе достаточно запустить эту процедуру нажатием одной клавиши (см. инструкцию к прибору). В случае, если по каким-либо причинам,
|
Вас не устраивает автоматическая настройка отметчика, то можно воспользоваться ручной регулировкой уровня запуска прибора. Для ручной регулировки порога запуска пользуйтесь клавишами стрелки «вверх» и «вниз», при этом визуально контролируйте положение порога запуска на осциллограмме сигнала отметчика. В случае, если на форме сигнала отметчика отсутствуют синхроимпульсы[33] проверьте правильность установки отметчика. Отметчик должен быть установлен таким образом, чтобы при медленном прохождении метки через луч отметчика наблюдалось свечение контрольного светодиода, расположенного на боковой поверхности отметчика. На этом вся подготовительная работа окончена.
Следующий этап в нашей работе - непосредственно балансировка. Выполняем нулевой пуск. Снимаем амплитуду/фазу первой гармоники в мкм (размах!). Несмотря, на то, что мы в процессе балансировки будем пользоваться результатами измерения вибрации только в одной точке, все равно контролируем вибрацию по всем остальным направлениям (вертикальное, поперечное, осевое на каждой опоре). Рисуем на векторной диаграмме исходную вибрацию. Обозначим ее А0. Останавливаем машину и устанавливаем пробный груз. Стоп, а как же его выбрать? Оказывается, готовых рецептов не существует. Что касается фазы установки пробной массы, то здесь все относительно просто. Масса ставится в так называемое «нейтральное» место, оно называется так, потому, что при установке в это место вибрация не должна резко вырасти.
|
Это место располагается на радиусе, перпендикулярном фазе вибрации опоры. Кстати, а как вы думаете, фаза вибрации опор в одинаковых направлениях (например, в вертикальном) должна быть в фазе или нет? Правильно, в фазе. Итак, фаза установки пробного груза определяется как фаза вибрации опоры ±90°. Но, вернемся к выбору массы. Величина пробной массы определяется несколькими факторами, такими как величина коэффициентов влияния выбранной плоскости на опоры и уровня исходной неуравновешенности. Поскольку ни первое, ни второе нам неизвестно, то наверняка, величину пробного груза нам сразу не угадать. Ее придется подбирать с тем расчетом, чтобы влияние пробной массы на вибрацию опор было ощутимым. Другими словами, маленькая масса не сможет вызвать ощутимого изменения вибрации, а большая наоборот, вызовет большое изменение, и первое и второе для нас плохо. Малый вес пробного груза даст в наших расчетах большую погрешность, а большой – может привести к появлению нелинейных эффектов в вибрации. Обычно поступают следующим образом: ("берут дисбаланс [г*мм], приблизительно равный 20% от произведения массы ротора [кг] на максимальную по всем направлениям вибрацию опоры [мкм]).
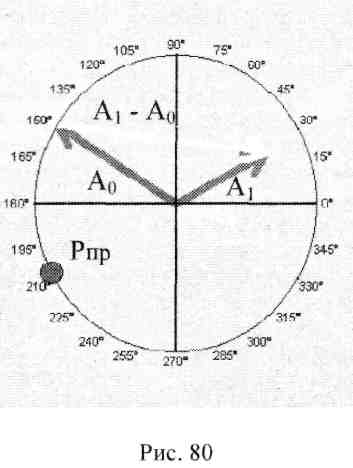
После успешного пробного пуска запишем получившуюся вибрацию А] и нанесем ее на нашу векторную диаграмму. Теперь нам нужно провести несколько расчетов. Сначала мы должны определить разность А1–А0, а затем определить коэффициент влияния a=(А1-А0)/Р (Р - пробный груз). Теперь мы с вами знаем коэффициент влияния, с его помощью мы найдем балансировочную массу. М=-А0/a. Знак минус у исходной вибрации взят неслучайно, мы подбираем корректирующую массу таким образом, чтобы исходная вибрация была равна и противоположно направлена вибрации от балансировочной массы. Типичная ошибка в расчете - неправильно берется –А0. Вместо того, чтобы изменить фазу вектора А0 на противоположную (т.е. вычесть 180°) обычно! расчете берут отрицательный модуль (!) вибрации. Важно также следить за тем, чтобы ради» установки пробной и корректирующих масс был одинаковым.
Ну что же, масса найдена и установлена. Делаем контрольный пуск. Его задача оценить остаточную неуравновешенность и при необходимости, провести дополнительный балансировочный пуск. Оценка остаточной неуравновешенности будет предметом отдельной беседы. Что касается дополнительного балансировочного пуска, то, при его необходимости, используют готовый (уже рассчитанный) коэффициент влияния и вибрацию контрольного пуска, по ним рассчитывают дополнительную балансировочную массу. Причем, первую балансировочную массу, установленную ранее оставляют на своем месте.
Динамическая балансировка
Дата добавления: 2016-12-27; просмотров: 2094;
Поиск по сайту
Узнать еще
- I. Выборы: понятие, значение и виды.
- I. Политический режим: понятие, сущность и основные типы.
- I. Понятие и типы политических партий.
- I. Понятие политического лидерства.
- I. Понятие политической власти.
- I. Понятие, происхождение и признаки государства.
- II. Обратная аффирентная связь. Понятие о РК.
- II. Понятие и виды элиты.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по истории
