Прецизионных токарных модулей
Процесс формообразования на металлорежущих станках протекает при непосредственном выполнении вспомогательных операций, среди которых обеспечение смазочно-охлаждающей жидкостью (СОЖ) - одна из наиболее важных.
Качественное охлаждение зоны резания технологической жидкостью - необходимое условие металлообработки, особенно цветных металлов типа медь МОБ, алюминиевый сплав Д16Т и др. Например, в прецизионном токарном модуле ТПАРМ-100 в отличие от обычной системы подачи СОЖ - непрерывной, реализован метод дискретной подачи. Однако, несмотря на определенные достоинства, этот метод усложняет систему подачи охлаждающей жидкости. Учитывая, что токарный модуль (ТМ) ориентирован на использование в автоматизированном производстве, обязательным становится постоянный параметрический контроль состояния подсистемы подачи СОЖ. Последовательная структура этой подсистемы делает возможным измерение и контроль только выходных ее параметров, например, объема и скорости подаваемой жидкости в зону обработки, а для профилактического осмотра при оценке технического состояния необходим и контроль наличия жидкости в основной емкости, который можно осуществить с помощью датчика уровня (рис.5.4, 5.5).

Рис.5.4. Функциональная схема информационно-измерительного канала
На основе анализа схем контроля уровня жидкости и с учетом реальных производственных условий, способности СОЖ к «засаливанию», переменности ее температуры, а также требований по надежности и простоте датчика, разработаны емкостная схема измерения уровня СОЖ и датчик уровня СОЖ (ДУС) поплавковой конструкции со встроенным магнитоуправляемым контактом (герконом). В первой схеме чувствительным элементом является емкостный датчик, который конструктивно выполнен в виде двух пластин, находящихся на станке в баке с СОЖ. Детектирование уровня СОЖ производится по изменению емкости, обусловленному изменением диэлектрической проницаемости между пластинами при отсутствии СОЖ. Во второй конструкции в качестве датчика контроля уровня жидкости используется герконовый релейный элемент, находящийся внутри погруженной в СОЖ трубки из немагнитного материала, по которой свободно перемещается кольцевой поплавок с установленным в нем постоянным магнитом. В случае снижения уровня СОЖ до минимально допустимого предела поплавок с магнитом перемещается непосредственно к геркону типа КЭМ-2, который срабатывает и замыкает цепь управления аварийной сигнализации (рис.5.4). При этом через схему сопряжения и интерфейс ввода-вывода (ИВВ) выдается сигнал в управляющую микроЭВМ. Применение емкостного датчика ориентировано на СОЖ с определенными физическими свойствами (диэлектрической проницаемостью), например, СОЖ водно-эмульсионного типа. Датчик уровня поплавковой конструкции предназначен практически для всего спектра СОЖ, используемых для металлообработки.
С учетом особенности подсистемы обеспечения технологической жидкостью разработан датчик подачи СОЖ (Дпс) в зону резания, конструкция которого приведена на рис.5.5. Датчик устанавливается на ТМ в трубке, по которой жидкость подается в зону резания. Принцип действия этого датчика основан на измерении импульса давления, с которым подается СОЖ. При ударе жидкости о поверхность пластины 3, находящейся между основанием 1 и корпусом 2, возникает импульс давления, который регистрируется двумя пьезоэлементами 4. Отсутствие СОЖ приводит к снижению импульса давления, а засорение сопла, соответственно, к его увеличению, что дифференцируется электронной обработкой сигнала (рис.5.4). В качестве чувствительного элемента используются две пьезокерамические пластины, соединенные последовательно и встроенные в корпус датчика.
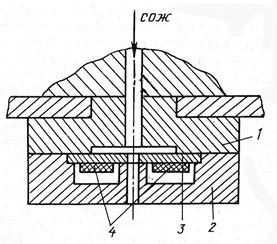
Рис.5.5. Конструкция датчика подачи СОЖ
На выводах этих пластин формируются электрические импульсы, амплитуда которых характеризует объем и скорость каждой порции СОЖ, подаваемой в зону резания. В схеме обработки (рис.5.4), после соответствующего усиления импульсы подаются на вход многопредельного компаратора, который формирует информационный сигнал, характеризующий качество поступления СОЖ в зону резания ТМ. Информация от датчиков ДУС и ДПС вводится в канал управляющей микроЭВМ через ИВВ в режиме периодического контроля. На пульте управления ТМ установлена соответствующая световая сигнализация.
Разработанные датчики со схемами обработки сигналов и соответствующим программным обеспечением, конструктивно реализованные в виде ИИК (рис.5.4), прошли производственные испытания на модуле ТПАРМ-100М. Результаты испытаний (при 10000 циклов ДУС обеспечивал погрешность срабатывания ±2 мм от заданного минимального уровня СОЖ в баке, а ДПС сохранял работоспособность на частоте пульсаций СОЖ от 0,5 до 2 Гц) подтвердили высокую работоспособность и целесообразность встраивания в конструкцию станка.
В дальнейшем датчики успешно прошли эксплуатационные испытания на токарных модулях ТПАРМ-100 и ТПАРМ-100М, функционирующих в условиях автоматизированных участков на ОАО «Тантал» (г.Саратов), и запущены в серийное производство.
Дата добавления: 2016-11-04; просмотров: 1784;
Поиск по сайту
Узнать еще
- TRACE MODE 6 и T-FACTORY 6: обзор исполнительных модулей
- Дополнительные возможности токарных станков
- Значения модулей зубчатых колес
- Использование модулей
- Использование модулей. Режимы Compile, Build и Make при компиляции модулей
- Классификация и элементы токарных резцов.
- Классификация модулей памяти.
- Назначение и устройство токарных станков для обработки дерева

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
