ШП – шаговый привод сканирующего устройства, УС – устройство сопряжения
Применяемые ранее методы и средства вихретокового контроля в подшипниковой промышленности предусматривают ручную настройку режимов контроля, которую необходимо осуществлять при смене типа контролируемой детали, и ручное сканирование поверхности вихретоковым датчиком. Реальным и эффективным средством повышения достоверности и производительности контроля является применение автоматизированных методов вихретокового контроля, реализующих автоматическое сканирование контролируемых поверхностей, накопление и визуализацию результатов контроля с помощью компьютера так, как это сделано в экспериментальном вихретоковом приборе. Однако применение компьютера в системах контроля наряду с автоматизацией управления процессом сканирования различных деталей позволяет решать более широкий круг взаимосвязанных задач, направленных на создание АСВК для осуществления мониторинга технологических процессов шлифовальной обработки. В первую очередь необходима адаптация к изменению свойств материала и формы объектов контроля, которая не вносит искажения в форму и амплитуду сигналов, получаемых вихретоковым методом.
На рис.5.9 представлен общий вид серийной АСВК. Автоматическая настройка режима работы ВТП при изменении условий работы датчика (формы и материала контролируемой поверхности) осуществляется компьютером либо непрерывно, либо перед началом сканирования каждой поверхности детали и не изменяется во время сканирования (режим задается в программе контроля). Это позволяет исключить искажение сигналов ВТП от протяженных дефектов и сохраняет информацию о медленных изменениях сигнала. В этом состоит первое отличие АСВК от экспериментального прибора.
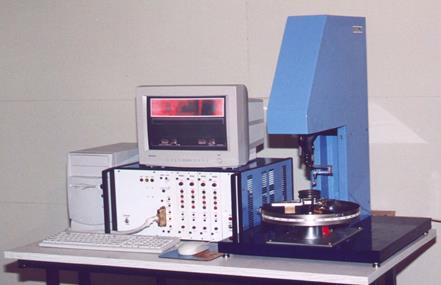
Рис.5.9. Общий вид автоматизированной системы вихретового контроля
Второе отличие состоит в том, что ВТП формирует два сигнала, один из которых связан с амплитудой, другой - с фазой тока датчика. Различные комбинации направления изменения сигналов и их величин содержат информацию о характере неоднородностей контролируемой поверхности. Цветовое суммирование сигналов фазового и амплитудного каналов вихретокового преобразователя позволяет различать пятна вторичного отпуска и вторичной закалки, обезуглероженность, троститные пятна, трещины и другие дефекты.
Дальнейшее развитие АСВК получила в новом приборе ПВК-К3. Этот прибор содержит два компьютера: первый – для управления сканированием и обработки сигнала, второй – для накопления, поддержания базы вихретоковых данных и связи с системой мониторинга технологических процессов обработки колец подшипников.
ЗАКЛЮЧЕНИЕ
Материалы учебного пособия знакомят студентов с вопросами построения современных информационно-измерительных средств, на базе которых строятся автоматизированные компьютерные системы контроля, диагностирования и испытаний технологических объектов управления общепромышленного назначения, а также системы мониторинга технологических процессов автоматизированных производств.
Особый интерес представляет современная трактовка понятия «датчика» как измерительного преобразователя, на основе которого построены многочисленные каналы информационно-измерительных систем различных по своей физической природе параметров (движения, положения, позиции, температуры, давления, уровня, расхода, контроля качества – дефектоскопии и т.д.).
Основное внимание уделяется датчикам, которые реализованы на современной элементной базе интегральных микроэлектронных технологий (например, датчики Холла). Эти датчики обладают высокой точностью, надежностью, продолжительным сроком службы и возможностью легкого встраивания в микропроцессорные информационно-измерительные системы.
Кроме того, при рассмотрении вопросов построения информационно-измерительных каналов с применением современных измерительных преобразователей и цифровых измерительных приборов приводится описание процесса автоматизированной обработки, анализа и интерпретации информации о состоянии реальных технологических объектов производственных систем машиностроения, приборостроения, энергетики, теплотехники и других профилей.
Дата добавления: 2016-11-04; просмотров: 1448;
Поиск по сайту
Узнать еще
- IV. Термодатчики, их устройство и назначение.
- VI. УСТРОЙСТВО ВЫХОДОВ ИЗ ГОРНЫХ ВЫРАБОТОК
- А. Дизельный привод
- Аварийно-спасательный инструмент с гидроприводом
- Автоматизированный асинхронный электропривод с использованием синхронных электромашинных преобразователей частоты.
- Автоматизированный электропривод переменного тока с непосредственным преобразованием частоты (НПЧ).
- Автоматизированный электропривод с использованием ПЧ с ШИР.
- Автоматизированный электропривод с частотным преобразователем с ШИМ.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
