Общие сведения о резьбах
Резьбовые соединения используются для разъемного соединения деталей. Эксплуатационные требования к резьбам зависят от их назначения. Резьбу широко применяют в машиностроении, она служит для соединения деталей между собой и для передачи движения. Примером применения резьбы для соединения деталей является резьба на шпинделе токарного стана, предназначенная для крепления патрона; примером применения резьбы для передачи движения является резьба ходового винта, передающая движение маточной гайке фартука, резьба винтов в тисках, резьба шпинделей в прессах и т. д.
Резьбы классифицируют по многим признакам:
■ по профилю нарезаемой резьбы:
резьбы треугольного профиля — метрические, дюймовые, трубные;
резьбы трапецеидального профиля — упорные, трапецеидальные, модульные, питчевые;
резьбы прямоугольного профиля;
круглые резьбы;
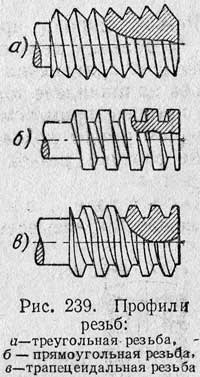
Рис. Профили резьб:
а – треугольная резьба, б – прямоугольная резьба, в – трапецеидальная резьба
■ направлению винтовой линии:
правые резьбы — это резьбы, в которых подъем винтовой линии происходит по часовой стрелке;
левые резьбы — это резьбы, в которых подъем винтовой линии происходит против часовой стрелки;
■ числу заходов:
однозаходные;
многозаходные.
Понятие о винтовой линии. В основе всякой резьбы лежит так называемая винтовая линия. Возьмем кусок бумаги в форме прямоугольного треугольника АБВ (рис. 237, а), у которого катет АВ равен длине окружности цилиндра диаметром D, т. е. АВ = πD, а второй катет БВ равен высоте подъема винтовой линии за один оборот. Навернем треугольник на цилиндрическую поверхность, как показано на рис. а. Катет АВ обернется вокруг цилиндра один раз, а гипотенуза А Б навьется на цилиндр и образует на его поверхности винтовую линию с шагом S, равным БВ. Угол τ (тау) называется углом подъема винтовой линии.
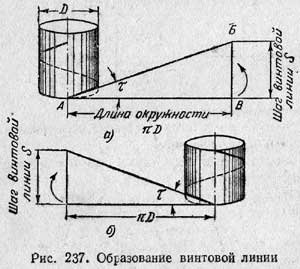
Рис.Образование винтовой линии
Если треугольник расположен справа цилиндра, как на рис. а, и наклонная линия А Б поднимается слева направо, то такая винтовая линия называется правой; при обратном расположении треугольника и подъеме линии справа . (рис., б) получаем левую винтовую линию.
То есть по направлению витков резьбы делятся на правые (винт ввинчивается в гайку при вращении по часовой стрелке) и левые.

Резьбы бывают однозаходные и многозаходные. Многозаходные имеют несколько параллельно идущих витков: на основе торца детали с такой резьбой видно несколько равномерно расположенных винтовых канавок и выступов.

Рис. Многозаходные резьбы
а – однозаходная, б – двухзаходная, в – трехзаходная,
г – четырехзаходная

Основным видом крепежной резьбы, применяемой для резьбовых соединений в нашей стране, является метрическая резьба. Метрическая резьба имеет треугольный профиль с углом профиля 600. Вершины выступов этой резьбы срезаны, а дно впадин закруглено. Шаг и диаметр измеряется в миллиметрах.
Метрические резьбы делятся на резьбы с крупным и мелким шагом. У крупных резьб с увеличением диаметра увеличивается и шаг резьбы, наибольший шаг резьбы 6 мм. Мелкие резьбы имеют шаг, независимый от диаметра: на деталях большого диаметра может быть нарезана резьба с мелким шагом.
Измерение резьб.
Резьбу можно измерять измерительной линейкой, резьбомером, резьбовыми калибрами, специальными шаблонами и др.
Измерительную линейку и резьбомер применяют преимущественно для измерения шага наружной резьбы. Измерительной линейкой измеряют длину определенного количества витков, например, десяти; разделив полученную длину на число витков, находят размер одного шага. При измерении дюймовой резьбы определяют число витков, которое приходится на длину одного дюйма (25,4 мм).
Резьбомер (рис. 245) служит для проверки шага резьбы. Он состоит из набора стальных пластинок, из которых каждая снабжена вырезами, точно соответствующими профилю резьбы определенного шага. На каждой пластинке выбиты цифры, указывающие шаг резьбы в миллиметрах или число витков на 1". При проверке шага резьбы прикладывают пластинку к проверяемой резьбе параллельно ее оси (рис. 245). Совпадение пластинки резьбомера с резьбой проверяется на просвет.
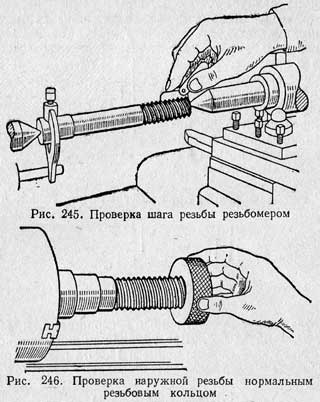
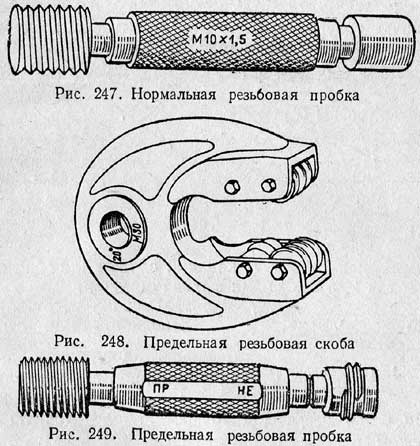
Одним из измерительных инструментов для проверки резьб являются нормальные резьбовые калибры. Наружная резьба проверяется нормальным резьбовым кольцом (рис. 246), а внутренняя — нормальной резьбовой пробкой (рис. 247). Правый гладкий конец пробки служит для проверки диаметра отверстия под резьбу, а левый резьбовой конец — для проверки самой резьбы. Правильность резьбы нормальными калибрами определяют на ощупь по отсутствию качания и трудности свинчивания калибра и детали.
Значительно более точна и производительна проверка резьбы предельными калибрами.
Наружную резьбу проверяют предельными резьбовыми скобами.
Скоба (рис. 248) имеет две пары роликов: передняя пара является проходной, а задняя — непроходной.
Способ измерения предельной резьбовой скобой такой же, как и при измерении гладких размеров, т. е. резьба должна свободно пройти через проходную сторону калибра, а непроходная сторона калибра должна задержать резьбу.
Внутреннюю резьбу проверяют предельными резьбовыми пробками (рис. 249). Проходной конец пробки имеет длинную резьбу полного профиля; он должен полностью ввинчиваться в резьбовое отверстие по всей длине. Непроходной конец пробки имеет два-три витка срезанного профиля, он не должен ввинчиваться в измеряемое отверстие.
Как гладкие, так и резьбовые предельные калибры применяются обычно при изготовлении большого количества одинаковых деталей и вообще в тех случаях, когда детали должны, иметь точные размеры с определенными допусками.
Инструмент, используемый при изготовлении резьбы.
Резьбу нарезают плашками, метчиками, резцами, резьбонарезными и накатными головками.
Дата добавления: 2021-02-19; просмотров: 889;
Поиск по сайту
Узнать еще
- F84 Общие расстройства развития
- II. СВЕДЕНИЯ О ВОИНСКОМ УЧЕТЕ
- III. Библиографическое описание документа. Общие требования и правила. ГОСТ 7.1-84
- IV. Направленность ППФП (общие и специальные требования)
- XXVII. ОБЩИЕ ХАРАКТЕРИСТИКИ ГРИБОВ
- А) Общие определения
- А) Общие требования к составлению уравнений баланса электрической цепи
- АДСОРБЦИЯ. Общие сведения

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
