Технологическая наследственность при сборке изделий
Детали, подаваемые на сборку, могут быть изготовлены с высокой степенью точности, однако они всегда имеют наследственную информацию в виде различных отклонений от номинального значения параметров. В процессе сборки обязателен контакт собираемых деталей. При этом погрешности могут комбинироваться в самых разнообразных вариантах и одни и те же соединения будут отличаться показателями качества. Кроме этого, на сборке непременно действуют силовые факторы, т.е. силы (сосредоточенные и распределенные), а также моменты сил. Силовая картина нагружения определяется технологической средой. Силовые факторы вызывают деформации собранных деталей (соединений). Поскольку речь идет о нагружении на сборке деталей в виде упругих тел, деформации, т.е. погрешности, возникают непременно. Их нельзя игнорировать, но можно учесть. Таким образом, на сборке наиболее отчетливо сочетаются свойства соединяемых деталей и особенности проведения этой технологической операции.
Собираемые детали как бы теряют свои характеристики и выступают в собранном изделии в новом качестве. Так, шпиндель одного из прецизионных зуборезных станков до сборки имел биение порядка 2 мкм, биение этого же шпинделя после сборки составило 10 мкм. Аналогично обнаруживается искривление образующих на отверстиях в результате сборки втулок с корпусами. На рис. 2.14 показано, как изменяется качество собранной конструкции по параметру жесткости в связи с наличием наследственной погрешности стакана. Такая погрешность проявляется только после сборки.
Искривление осей валов возникает на сборке в связи с компоновкой наследственных погрешностей, полученных ранее, на стадии изготовления деталей. Форма оси вала на рис. 2.15 (показана утрированно штрихпунктиром) зависит от силы затягивания гайки и погрешностей  , которые, в свою очередь, определяются положением собираемых деталей по углу поворота, который на сборке оказывается случайным. Искривление оси снижает качество работы всей конструкции, приводит, в частности, к искривлению дорожек качения подшипников, нарушению динамических характеристик движения. Такой случай сборки является типовым, потому что указанные погрешности всегда присутствуют в виде непараллельности торцов или неперпендикулярности торца гайки к оси резьбы. Последнее в балансе погрешностей играет, как правило, решающую роль. Если, например, измерить биение вала, установленного на центровые отверстия, а затем произвести сборку по рис. 2.15 (без установки в корпус), то повторный замер покажет существенное увеличение биения. Это объясняется искривлением или поворотом концов вала под действием изгибающего момента.
, которые, в свою очередь, определяются положением собираемых деталей по углу поворота, который на сборке оказывается случайным. Искривление оси снижает качество работы всей конструкции, приводит, в частности, к искривлению дорожек качения подшипников, нарушению динамических характеристик движения. Такой случай сборки является типовым, потому что указанные погрешности всегда присутствуют в виде непараллельности торцов или неперпендикулярности торца гайки к оси резьбы. Последнее в балансе погрешностей играет, как правило, решающую роль. Если, например, измерить биение вала, установленного на центровые отверстия, а затем произвести сборку по рис. 2.15 (без установки в корпус), то повторный замер покажет существенное увеличение биения. Это объясняется искривлением или поворотом концов вала под действием изгибающего момента.
|
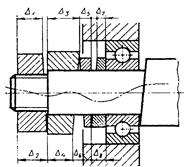
Рис. 2.15. Схема искривления вала
Особенности наследования на операциях сборки проявляются и тогда, когда собираются «идеальные» детали. Так, внутреннее кольцо подшипника качения (рис. 2.16) при напрессовке на шпиндель вызывает появление погрешности  ), для ликвидации которой необходима дополнительная механическая обработка; к сожалению, такая обработка часто связана с трудоемкими операциями доводки. С другой стороны, аналогичные погрешности возникают на самом кольце, дорожку качения которого также необходимо доводить.
), для ликвидации которой необходима дополнительная механическая обработка; к сожалению, такая обработка часто связана с трудоемкими операциями доводки. С другой стороны, аналогичные погрешности возникают на самом кольце, дорожку качения которого также необходимо доводить.
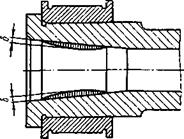
Рис. 2.16. Погрешность, возникающая при сборке валов и колец подшипников
Один из действенных методов уменьшения погрешностей -создание новых конструкций деталей и их элементов.
Отметим положительную роль некоторых наследственных деформаций при сборке. Они получили название преднамеренных искажений. Задача состоит в том, чтобы получить на операциях механической обработки такие отклонения от правильной геометрической формы и размера, которые при действии сил на сборке, как и при эксплуатации, ликвидируются или существенно уменьшаются.
Некоторые станкостроительные зарубежные фирмы и отечественные предприятия выполняют на станках направляющие непрямолинейной формы или обрабатывают их в заранее искривленном состоянии, создаваемом распорками; вертикальные направляющие стоек координатно-расточных станков специально устанавливают с отклонением от вертикали. Во всех случаях сборочные единицы после сборки занимают тем не менее правильное положение под действием собственной массы, массы заготовок или от нагревания в процессе работы. Однако приведенные данные о положительных наследственных погрешностях охватывают пока сравнительно небольшое число примеров. Исследования же в области преднамеренных искажений являются исключительно перспективными. Они тесно увязываются с технологическим наследованием на операциях сборки.
В обозримом будущем в плане использования наследственной информации важную роль будет играть экспериментальный метод оценки погрешностей. Однако этот метод может потребовать существенных затрат средств и времени. Он применим для уникальных деталей при выполнении единичных технологических процессов, а также в тех случаях, когда изготовляют большие партии деталей. Известно, что экспериментальные данные часто составляют технологические секреты многих фирм.
Расчетное или экспериментальное определение погрешностей на сборке необходимо также для прогнозирования многих показателей надежности изделий. Так, например, долговечность некоторых пар трения, имеющих определенные наследственные погрешности, может быть оговорена заранее. Это же относится и к деталям, у которых релаксация напряжений приводит к деформациям ответственных поверхностей и снижению качества изделия.
Проводя расчетные или экспериментальные исследования, нужно их связывать не со всеми, а прежде всего с ответственными поверхностями, которые в первую очередь определяют служебное назначение детали или изделия. Результаты по проведенным исследованиям должны пополнять банк данных для более четкого формирования направленной технологической среды.
Чтобы определить возникающие на сборке погрешности еще до проведения сборочных операций, для прогнозирования выходных параметров собранных изделий, сравнения погрешностей с допустимыми, регламентирования сил и моментов в ходе операций сборки проводят соответствующие расчеты. Расчеты помогают также указать пути ликвидации вредных наследственных явлений.
Представляется возможным определить расчетным путем погрешности формы таких деталей, как валы, гильзы, стаканы, т.е. деталей сравнительно простых геометрических форм. При этом возможны приближенные и точные решения. Расчеты же сборочных погрешностей более сложных деталей и сопряжений вызывают существенные трудности. Однако во всех случаях целесообразно предпринять попытку определять и оценивать погрешности расчетным методом. Уже нельзя мириться с тем, что оценку сборочных погрешностей и обеспечение их наименьших значений часто осуществляют работники лишь на основе собственного большого производственного опыта, нужны объективные критерии оценки.
Не представляется возможным описать все случаи расчетов по определению сборочных погрешностей. Задача еще больше усложняется в случае учета наследственных погрешностей. Поэтому в ответственных случаях необходимо предпринимать попытки расчетов применительно к конкретным соединениям. Такая работа проводится по соответствующему плану.
Первым шагом при проведении расчетов является схематизация детали или соединения. Реальный объект может иметь сложные конструктивные формы, а также представлять собой сочетание нескольких тел. Такие детали упрощают и приводят к схеме балок, брусьев (в том числе кривых), плит, пластин, оболочек и др. Плоская фигура, рассматриваемая в поперечном сечении к оси, называется поперечным сечением. Определение геометрических характеристик поперечных сечений играет важную роль в расчетах. Так, поперечное сечение, перемещаемое вдоль некоторой линии, создает брус. Кольцо представляет собой кривой брус. Если у детали одно из измерений (толщина) существенно меньше двух измерений, расчет проводят на основе деформации оболочек и пр. При выборе схемы допускают упрощения в системе сил, приложенных на сборке к элементам конструкции. В частности, вводится понятие сосредоточенной силы, т.е. силы, приложенной к точке. Силы взаимодействия деталей, распределенные по небольшой по сравнению с размерами детали площади (чаще всего по неизвестному закону), заменяют равномерно распределенными или сосредоточенными силами.
При рассмотрении силовой схемы пользуются принципом эквивалентности двух нагрузок. Если нагрузки имеют одинаковую равнодействующую, то различие в их действии оказывается только в области того порядка точности, что и размеры площадки действия нагрузки. Если эта малая зона не интересует расчетчика, то реальную нагрузку можно заменить нагрузкой, статически ей эквивалентной.
Точность расчетов на основании представленной схемы зависит от принятых допущений. Желание упростить расчеты является естественным, но в каждом конкретном случае необходимо дать хотя бы качественную оценку погрешности результата, которая возникает в связи с этими допущениями.
Поскольку в технических условиях указывают, как правило, числовые значения допусков на параметры соединения или изделия, необходимо и расчет доводить до числа. Это позволяет делать необходимые сравнения. Опасения того, что некоторые расчеты могут казаться громоздкими, не должны приниматься во внимание, так как в практику расчетов прочно вошли ЭВМ, позволяющие производить расчеты с большей скоростью. Одним из популярных численных методов является метод конечных элементов.
Технологам-сборщикам необходимо в большей степени отказываться от умозрительных заключений, опоры на интуицию. Необходимы точные и конкретные решения, наличие которых оправдывается экономически.
В тех случаях, когда расчетное решение задачи не представляется возможным, используют эксперимент. Это особенно целесообразно делать, когда количество допущений оказывается большим или правомерность допущений сомнительна. Возможны комбинации расчетных и экспериментальных методов исследований.
Одним из основных методов влияния в ходе сборки на величины возникающих деформаций, т.е. погрешностей, является определение величины допустимой силы или силовых факторов вообще. Величины силовых параметров на сборке, определенные расчетом, регламентируются с помощью нагрузочных устройств (как ручных, так и механизированных). В очень многих случаях возникающие упругие деформации не могут быть определены приборами непосредственно на сборочных стендах, так как деформируемые детали располагаются внутри других деталей (например, закрытых корпусов) и вообще в недоступных местах. Использование в этих случаях расчетных методов определения погрешностей становится особенно целесообразным.
Дата добавления: 2016-11-04; просмотров: 1696;
Поиск по сайту
Узнать еще
- Appeal –привлекательность.
- Applications (приложения)
- Cила резания при точении
- Cущность организации и ее основные признаки
- D-технология построения чертежа. Типовые объемные тела: призма, цилиндр, конус, сфера, тор, клин. Построение тел выдавливанием и вращением. Разрезы, сечения.
- D-элементы, их применение в медицине и фармации.
- F50 Расстройства приема пищи
- He рекомендуем использовать данный метод, если в дальнейшем будет необходимость прибегнуть к отгибу приборной панели.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
