Технологические процессы получения заготовок из неметаллических материалов
К основным технологическим процессам получения заготовок из неметаллических материалов относятся процессы, показанные на рисунке 11.1. Последовательно рассмотрим эти процессы.

Рисунок 11.1 – Основные технологические процессы получения заготовок из неметаллических материалов
Порошковая металлургия – это технология получения металлических порошков и изготовления изделий из них (или их композиций с неметаллическими порошками). В общем виде технологический процесс порошковой металлургии состоит из четырёх основных этапов: производство порошков, смешивание порошков, уплотнение (прессование, брикетирование) и спекание. Технология позволяет получить высокоточные изделия. Также применяется для достижения особых свойств или заданных характеристик, которые невозможно получить каким-либо другим методом. Традиционно к порошкам относят большинство сыпучих материалов, однако в узком смысле термин "порошки" применяют к системам с размером частиц от 1 до 100 мкм.
В машиностроении используют следующие способы получения порошков: механические и физико-химические. Рассмотрим разновидностимеханического способа получения порошков. К ним относятся следующие процессы.
Дробление и размол твердых материалов – это процесс измельчения в различных мельницах (рисунок 11.2).
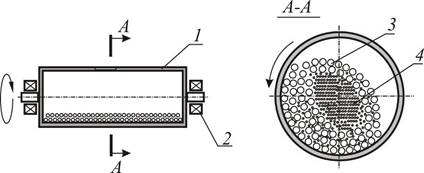
Рисунок 11.2 – Простейшая шаровая барабанная мельница: 1– барабан мельницы, 2 – узел вращения, 3 – металлические или керамические шарики, 4 – порошковая масса
Диспергирование расплава – это процесс, при котором на струю расплавленного металла воздействуют центробежными силами. Так получают порошки алюминия, свинца, цинка, бронзы, латуни, железа, чугуна, стали.
Грануляция расплава – это процесс, когда порошок образуется при сливании расплавленного металла в жидкость (например, в воду). Так получают крупные порошки железа, меди, свинца, олова, цинка.
Процесс обработки твердых (компактных) металлов резанием связан с получением стружки в виде мелких частиц.
К недостаткам механического измельчения следует отнести относительно низкую производительность процессов получения порошков. Кроме того, механические способы не позволяют регулировать форму частиц порошка. Поэтому доминирующее место в производстве порошков занимают физико-химические способы.
Физико-химические способы получения порошков классифицированы и проиллюстрированы рисунком 11.3. В основе физико-химических способов лежат сложные химические реакции направленные на восстановлении оксидов и других соединений различными газами или углеродом. Подробное рассмотрение в лекциях этих способов не предусмотрено рабочей программой дисциплины.
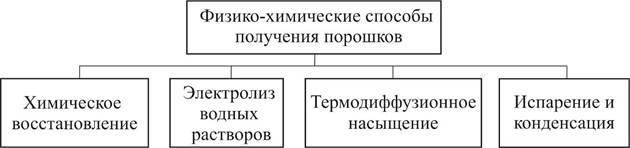
Рисунок 11.3 – Физико-химические методы получения порошков
Физико-химические методы получения порошков в целом более универсальны, чем механические. Они более экономичны, так как в качестве исходных материалов при получении порошков могут быть использованы отходы производства, такие, например, как окалина. Кроме того, порошки, полученные физико-химическими методами, являются наиболее тонкодисперсными и чистыми, обладают лучшим комплексом физических и технологических свойств.
После получения порошков из них изготавливают смеси необходимой рецептуры и формуют плотную заготовку. В процессе формования увеличивается контакт между частицами, уменьшается пористость, деформируются или разрушаются отдельные частицы. Прочность получаемой заготовки обеспечивается силами механического сцепления частиц порошка, электростатическими силами притяжения и трения. Для получения заготовок необходимой формы используют различные способы формования: холодное и горячее прессование, прокатка, экструзия.
Прессованием получают заготовки различного назначения простой формы (рисунок 11.4, а). Экструзией (выдавливанием) изготовляют прутки, трубы и профили различного сечения. Процесс получения заготовок заключается в выдавливании порошка через комбинированное отверстие пресс-формы (рисунок 11.4, б). При этом в порошок добавляют пластификатор. Прокаткой получают тонкие ленты, полосы, листы из порошков (рисунок 11.4, в) Порошок непрерывно поступает из бункера в зазор между валками. При вращении валков происходит обжатие и вытяжка порошка в ленту или полосу определенной толщины.

Рисунок 11.4 – Различные способы прессования заготовок из порошков: двухстороннее прессование (а); выдавливание (экструзия) (б); прокатка (в); 1 – пуансон, 2 – пресс-форма, 3 – порошок; 4 – формовочные валки
Для дополнительной обработки заготовок из порошковых материалов используют следующие процессы механическую и термическую обработку, а также нанесение покрытий и пропиток.
Технологический процесс производства изделий из пластмасс включает этапы представленные на рисунке 11.5.

Рисунок 11.5 – Этапы технологического процесса получения изделий из пластмасс
В машиностроении используют следующие способы формования заготовок из пластмасс: прессование, литье под давлением, экструзия (выдавливание), штамповка, выдувание.
При прессовании сырье подается в пресс-формы в таблетированном или гранулированном виде, при этом происходит нагрев смеси гранул. Пресс-форма состоит из матрицы и пуансона, между которыми при замыкании формы образуется полость, соответствующая форме изделия, где происходит его отверждение. Поверхность изделий получается гладкой и блестящей, но имеет заусеницы, которые в дальнейшем удаляют.
Литьевое прессование применяют в производстве изделий с металлической фурнитурой или с глубокими отверстиями. При этом способе пресс-форма замыкается до поступления в нее исходного материала, а затем по литниковым каналам в нее поступает размягченная пластическая масса.
При литье под давлением предварительно разогретую до вязкотекучего состояния массу под давлением впрыскивают в замкнутую литьевую форму, после охлаждения форма раскрывается и готовое изделие выталкивается наружу. Изделия, изготовленные этим способом, не проходят дополнительную обработку.
Экструзия (выдавливание) заключается в непрерывном выдавливании профилированных изделий большой длины на экструдере – электромеханическом устройстве, предназначенном для процесса формовки пластмассовых профильных деталей их полуфабрикатов.
Штамповкаприменяется для выработки изделий преимущественно из листовых пластмасс. Этим способом получают различные изделия бытового назначения.
Выдувание производят следующим образом. Два листа пластмассы помещают в нагретую форму, а воздух или пар пропускают между листами, которые прижимаются к стенкам формы, образуя пустотелое изделие. Выдувание пустотелых изделий из труб заключается в том, что термопласт прерывисто подается в виде трубы в форму, где труба раздувается до нужных размеров и формы. На изделиях обычно остаются следы от формы.
Технологический процесс изготовления резиновых изделий состоит из отдельных последовательных операций: приготовления резиновой смеси, формования и вулканизации. Процесс подготовки смеси заключается в смешении входящих в нее компонентов. Сначала каучук переводят в пластичное состояние многократным пропусканием через специальные вальцы, предварительно подогретые до температуры 40–50°С. Находясь в пластичном состоянии, он обладает способностью хорошо смешиваться с другими компонентами. Смешение проводят в червячных или валковых смесителях.
Для формования деталей и заготовок из резин используют различные процессы, среди которых выделяют следующие процессы.
Каландрование – этот процесс применяют для получения резиновых смесей в виде листов и прорезиненных лент, а также для соединения листов резины и прорезиненных лент.
Непрерывное выдавливание – этот процессиспользуют для получения профилированных резиновых деталей (труб, прутков, профилей для остекления).
Прессование – этот процесс является одним из основных способов получения фасонных деталей (манжет, уплотнительных колец, клиновых ремней и т.д.).
Литье под давлением применяют для получения деталей сложной формы. Намотку применяют для получения шлангов и рукавов.
Вулканизация – это завершающая операция технологического процесса, в результате которой формируются физико-механические свойства резины. Горячую вулканизацию проводят под давлением при строгом температурном режиме в пределах 130 – 150 °С. Вулканизационной средой могут быть горячий воздух, водяной пар, горячая вода, расплав соли.
Современное процессы получения заготовок из композиционных материалов ориентируются на препреговую технологию. Препреги – это композиционные материалы, предварительно пропитанные смолой при высокой температуре и давлении. Смола в препрегах находится в полутвердом состоянии. Ее полное отверждение происходит при формовании. Препрег обычно представляет собой рулоны или пакеты ленточного калиброванного материала с разделительной пленкой между слоями, в дальнейшем их подвергают формованию. В машиностроении наибольшее практическое применение находят следующие процессы формования изделий из композитных материалов.
Контактное формование с укладкой препрега на форму (рисунок 11.6). Контактным формованием производят широкую номенклатуру изделий: кузова, крылья, крыши автомобилей, ванны, желоба, баки, бункеры, элементы ненесущих строительных конструкций в виде стеновых панелей, дверей, оконных блоков и многое другое.

Рисунок 11.6 – Технологический процесс изготовления детали из композитного перепрега способом контактного формования
Напыление волокнисто-полимерной композиции на поверхность формы. Способ напыления на поверхность формы применяется для изготовления крупногабаритных малонагруженных деталей сложной конфигурации: коробчатых кожухов механизмов, баков, корпусов (рисунок 11.7).
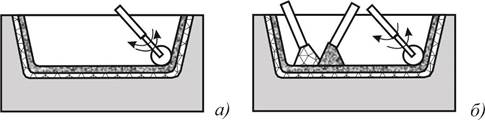
Рисунок 11.7 – Получение детали напылением волокнисто-полимерной композиции на поверхность формы
Намотка пропитанного смолой волокна на форму. Технология намотки применяется, прежде всего, при изготовлении из стеклопластика тел вращения: стеклопластиковых труб для нефтегазовой, химической промышленности, газоотводящих стеклопластиковых труб, стеклопластиковых цистерн для хранения и транспортировки химически активных продуктов, воды, горючесмазочных материалов.
Пултрузия, или формование профильных изделий путем протяжки волокна через ванну с полимером и калибрующую фильеру. Области применения пултрузионного профиля: оконный профиль, системы вентиляции, арматура для бетона, шумозащитные экраны, электроизоляторы, строительные конструкции.
Контрольные вопросы к лекции 11:
1. Из каких этапов состоит процесс получения заготовок методом порошковой металлургии.
2. Перечислите механические способы получения порошков. В чем заключаются недостатки этих способов.
3. Перечислите процессы формования заготовок в порошковой металлургии.
4. Перечислите процессы формования заготовок из пластмасс.
5. Каким процессом формования получают заготовки из пластмасс большой длины.
6. Перечислите основные этапы технологического процесса получения заготовок из резин.
7. Перечислите процессы формования заготовок из резин.
8. В чем заключается процесс вулканизации резины.
9. Дайте объяснение термину «перепрег».
10. Перечислите процессы формования заготовок из композиционных материалов.
11. Приведите примеры изделий, полученных из композиционных материалов напылением волокнисто-полимерной композиции на поверхность формы
| <== предыдущая лекция | | | следующая лекция ==> |
| Технологические процессы получения заготовок сварочным методом | | | Процессы обработки резанием. Обработка лезвийным инструментом |
Дата добавления: 2016-09-26; просмотров: 3291;
Поиск по сайту
Узнать еще
- Cпособы получения частиц порошков
- I.1.3 ТЕРМОДИНАМИЧЕСКИЙ ПРОЦЕСС. ИЗОПРОЦЕССЫ
- V. Новообразования (доброкачественные и злокачественные) и диспласти-ческие (опухолевые) процессы.
- V. СПОСОБЫ ПОЛУЧЕНИЯ И ХИМИЧЕСКИЕ СВОЙСТВА АЦЕТИЛЕНОВЫХ И ДИЕНОВЫХ УГЛЕВОДОРОДОВ
- XIX. ХОЛОДИЛЬНЫЕ ПРОЦЕССЫ
- А- технологические этапы изготовления
- Автогенетические процессы и половой отбор
- Автомобильной службы части (соединения) после получения задачи

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
