Строение стального слитка
|
 1
1

 2
2

Рис.12. Схема изложницы
· Прямоугольное – для листовой прокатки;
· Многогранное (от 6-ти до 12) или круглого сечения – для ковки.
Строение стального слитка в продольном разрезе, рис.13, отражает последовательность процесса затвердевания стали после заливки ее в изложницу. Форма и размер зерен, образующихся при кристаллизации зависят от условий их роста, связанных со скоростью и направлением отвода теплоты и температуры жидкого металла, а также от содержания примесей.
Типичная структура слитка состоит из трех зон, рис.13. Жидкий металл переохлаждается, прежде всего, в местах соприкосновения с холодными стенками изложницы. Большая степень переохлаждения способствует образованию на поверхности слитка зоны 1 мелких равноосных кристаллов. Отсутствие направленного роста кристаллов этой зоны объясняется ее малой толщиной и случайной ориентацией кристаллов, которая является причиной их столкновения и прекращения роста. Мелкозернистое строение кристаллов обусловлено возникновением большого числа центров кристаллизации вследствие большой степени переохлаждения зоны 1.
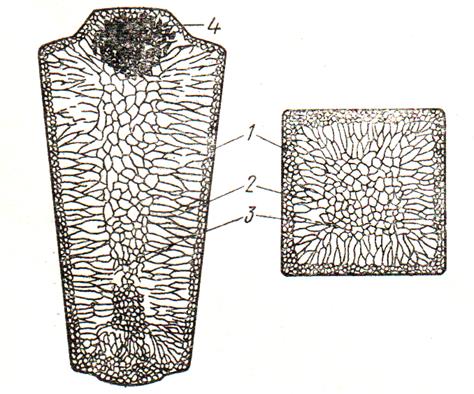
Рис.13. Строение стального слитка
Объем твердого металла меньше жидкого, поэтому между стенкой изложницы и застывшим металлом зоны 1 образуется воздушная прослойка, кроме того, и сама стенка нагревается от соприкосновения с металлом. В результате скорость охлаждения металла уменьшается. Рост кристаллов приобретает направленный характер - они растут от стенки изложницы к центру по направлению, противоположному отводу тепла. Так образуется зона столбчатых кристаллов 2. Образующаяся зона еще более замедляет отдачу тепла наружу, скорость охлаждения все более и более уменьшается. Степень переохлаждения жидкого металла снижается, Число возникающих центров кристаллизации уменьшается, поэтому образуется зона крупных неориентированных кристаллов 3.
В жидком металле всегда содержится какое-то количество растворенных газов, поэтому в объеме слитка при его охлаждении будут образовываться газовые пузыры и раковины. Если сталь недостаточно раскислена (так называемая кипящая сталь), то газовые пузыри 5, рис.14. б, будут образовываться по всему объему слитка. Если же сталь хорошо раскислена (так называемая спокойная сталь), то ее отливают в изложницы с утепленной прибыльной надставкой. В этом месте будут кристаллизоваться последние порции жидкого металла. Здесь будут собираться газы. При этом образуется большая пустота, рис.14. а, называемая усадочной раковиной 4. Около усадочной раковины металл будет менee плотным, рыхлым. Поэтому при прокатке слитков спокойной стали верхнюю (прибыльную) часть слитка (около 15-20% от длины слитка) отрезают.
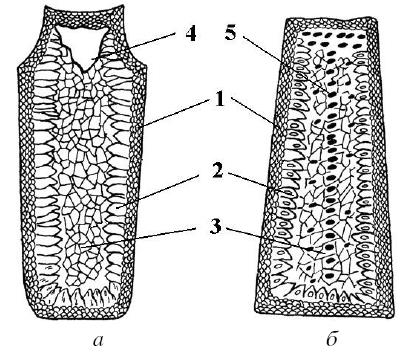
Рис.14. Строение слитка: а) спокойная сталь; б) кипящая сталь
Кроме неоднородности кристаллического строения для слитков характерна и неравномерность химического состава. При затвердевании стали в изложнице происходит так называемая избирательная кристаллизация, когда более тугоплавкие компоненты кристаллизуются раньше, чем компоненты, имеющие меньшую температуру плавления.
Химическая неоднородность слитка, обусловленная избирательной кристаллизацией, носит название ликвации. Различают зональную ликвацию и дендритную ликвацию.
· Зональная ликвация – неравномерное распределение примесей по объему слитка. Образуется в прибыльной и центральной части слитка в виде зон, обогащенных серой, фосфором и углеродом. Она отрицательно влияет на механические свойства стали.
· Дендритная ликвация – оттеснение примесей от осей дендритов к их периферии Поэтому примеси сосредотачиваются на границе столбчатых и равноосных кристаллов. Например, при кристаллизации стали содержание серы на границах зерен по сравнению с содержанием ее в их центре увеличивается в 2 раза, фосфора - в 1,2 раза, а углерода уменьшается почти наполовину.
Дефекты слитков
К числу наиболее часто встречающихся дефектов слитков, связанных с процессами разливки, остывания и затвердевания стали в изложницах, могут быть отнесены: сильно выраженная зональная или дендритная ликвация, повышенное содержание неметаллических включений, и глубокое расположение усадочной раковины. Кроме этого различают:
· Раковины на поверхности слитка. Получаются главным образом от образовавшихся у поверхности раздела жидкого металла и стенки изложницы газовых пузырей, а также за счет выкрошившихся посторонних включений;
· Подкорковые пузыри – это газовые пузыри, расположенные в непосредственной близости от поверхности. Вследствие сообщения с атмосферой через мельчайшие поры и трещины, поверхность пузырей окисляется. Поэтому подкорковые пузыри при последующей обработке давлением не завариваются.
· Сотовые пузыри – это группа газовых пузырей, расположенных в виде сот и расположенных вблизи поверхности слитка. Сотовые пузыри, как правило, не завариваются при обработке слитка давлением, однако, при отсутствии их контакта с атмосферой сотовые пузыри завариваются.
· Плены. Могут образовываться на поверхности нижней части слитка в самом начале разлива, когда струя металла ударяется в поддон изложницы. Плены не свариваются с основным металлом при ковке.
· Заворот – это отогнувшаяся во внутрь изложницы при разливке корка закристаллизовавшегося металла. Заворот наблюдается в виде борозды на поверхности слитка. При ковке приводит к образованию поверхностных трещин.
· Пояс. Образуется вследствие непредвиденного разрыва струи при разливке относительно холодного металла. Окисная пленка, образующаяся в момент разрыва струи, разъединяет слиток на две части, которые при ковке не свариваются.
· Заливины. Получаются, главным образом, в момент, когда образовавшаяся в нижней части слитка его поверхностная корка успевает в результате усадки в процессе охлаждения отойти от стенки изложницы и дать возможность жидкой стали проникнуть в образовавшийся зазор;
· Неметаллические включения – это частички огнеупорного материала, попавшие в слиток с жидким металлом, а также шлак, не успевший отделиться от жидкого металла. Они понижают пластичность металла при ковке.
· Трещины – это различного вида разрывы металла. По направлению относительно слитка они могут быть поперечными и продольными, а по расположению наружными и внутренними. Наружные поперечные трещины возникают чаще всего при охлаждении слитков, когда , вследствие дефектов изложницы ее стенки мешают свободной усадке слитка по длине. Наружные продольные трещины возникают, как правило, у слитков квадратного сечения и располагаются, по его граням. Причиной их появления являются слабые силовые связи между столбчатыми кристаллами у слитков квадратного сечения;
· Флокены – это участки металла, содержащие большое число мелких, извилистых и переплетенных трещин. Флокены обнаруживаются на поверхности излома деталей в виде светлых пятен с характерным матово-серым блеском. Склонность стали к образованию флокенов зависит от содержания водорода в ней. Возникают флокены вследствие внутренних температурно-объемных изменений на этапах кристаллизации слитка и при его охлаждении после прокатки или ковки.
Дата добавления: 2016-09-06; просмотров: 7071;
Поиск по сайту
Узнать еще
- D-технология построения чертежа. Типовые объемные тела: призма, цилиндр, конус, сфера, тор, клин. Построение тел выдавливанием и вращением. Разрезы, сечения.
- II. Митохондрии (строение и функции)
- II. Построение продольного профиля по оси трассы
- Iii. строение, биосинтез и биологическое действие гормонов
- Анатомическое строение корней. Первичная и вторичная структура корня.
- Анатомическое строение корня
- Анатомическое строение листовой пластинки
- Анатомическое строение сердца. Сердечный цикл. Значение клапанного аппарата.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
