Термоэлектрический метод контроля.
 Области использования термоэлектрического метода контроля металлических материалов весьма разнообразны. Так, с помощью этого метода определяют дефекты в слитках, производят экспресс-анализ химического состава стали в процессе плавки, определяют толщину гальванических покрытий, осуществляют сортировку деталей по маркам стали, контролируют качество термически обработанных деталей машин и механизмов.
Области использования термоэлектрического метода контроля металлических материалов весьма разнообразны. Так, с помощью этого метода определяют дефекты в слитках, производят экспресс-анализ химического состава стали в процессе плавки, определяют толщину гальванических покрытий, осуществляют сортировку деталей по маркам стали, контролируют качество термически обработанных деталей машин и механизмов.
Термоэлектрический метод основан на эффектах, связанных с возникновением в металлах термоэлектродвижущей силы. ТермоЭДС возникает в месте контакта между нагретым до определенной температуры металлом (электродом) и металлическим объектом контроля, температура которого отличается от температуры электрода.
Рис. 47
Природа возникновения ЭДС при контактной разности потенциалов U заключается в том, что при соприкосновении двух металлических пластин, изготовленных из различных металлов, например, Pb и Ni, которые имеют различные значения энергии Ферми W1 и W2 и работы выхода электронов φ1 и φ2, при температуре выше абсолютного нуля, из одной пластины в другую через зону контакта начнет перемещаться в определенном направлении некоторое количество электронов (от Ni к Pb) в соотношении, зависящим от значений φ1 и φ2 . Плотность потока электронов через точку контакта зависит от соотношения их потенциалов W и полной Е энергий: Е0 = Е + Ws , где Е – кинетическая энергия электронов, а Ws = W1 – W2 – разность потенциальной энергии электронов в обеих пластинах.
Известны три эффекта, обуславливающих явление термоэлектричества: Зеебека, Пельтье и Томсона. Эффект Зеебека, используемый в термоэлектрическом контроле сплавов, состоит в следующем. Если две проволочки из, например, свинца и никеля соединить в контур (рис. 47а) и место контакта (спая) нагреть до 1000С, в контуре потечет ток, который можно зарегистрировать гальванометром. Величина этого тока будет зависеть от природы материалов проволок и температуры на двух концах – холодного у гальванометра (00С) и горячего – у спая (1000С).
Все химические элементы - металлы по величине и знаку термоэлектродвижущей силы располагаются в ряд: Bi, Co, Ni, Pd, Al, Mg, Pb, Sn, Zn, Fe.
При этом каждый впереди стоящий металл положителен по отношению к последующему металлу.
Контур, образованный двумя проволоками из различных металлов или сплавов, называется термопарой. Термопары широко используется практике измерения как низких, так и высоких температур.
Зависимость термоЭДС контура от температуры спаев выражается формулой:
Е = а t + b t 2 + c t 3 , где Е – термоЭДС, мкВ, t – температура, 0С.
а, b, c – величины, характеризующие физическую природу материалов. В ниже расположенной таблице приведены значения термоЭДС (т.э.д.с.) для пар электродов, один из которых – платина, а другой – один из ряда различных металлов.
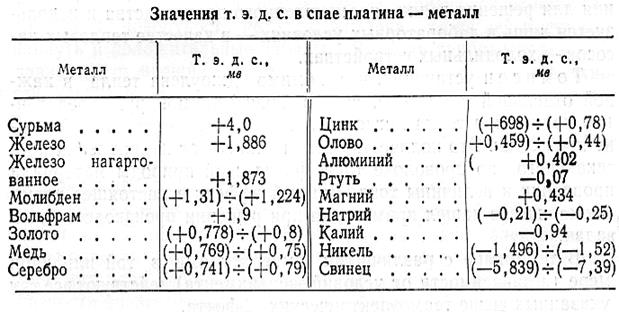
Из таблицы видно, что величины ЭДС для различных пар электродов изменяются не только величине, но и по знаку. Так, второй электрод из сурьмы по отношению к платине дает значение + 4 мВ, а свинец - - 7.39 мВ. В таком широком интервале значений ЭДС находятся все остальные варианты примененных пар.
 Принципиальная схема приборов для измерения термоЭДС изделий приведена на рис. 48. Здесь используется два электрода, один из которых горячий 1, нагреваемый с помощью специальной обмотки от трансформатора Тр, другой - холодный при комнатной температуре, они прижимаются своими наконечниками к контролируемой поверхности 3, ЭДС, возникающая между электродами и контролируемой поверхностью, регистрируется микровольтметром с системой компенсации (R и источник тока 2).
Принципиальная схема приборов для измерения термоЭДС изделий приведена на рис. 48. Здесь используется два электрода, один из которых горячий 1, нагреваемый с помощью специальной обмотки от трансформатора Тр, другой - холодный при комнатной температуре, они прижимаются своими наконечниками к контролируемой поверхности 3, ЭДС, возникающая между электродами и контролируемой поверхностью, регистрируется микровольтметром с системой компенсации (R и источник тока 2).
Рис. 48.
Теперь рассмотрим в качестве примера использование термоэлектрического метода для измерения толщины магнитных и немагнитных покрытий (медного, никелевого, хромового и т.д.) на магнитной или немагнитной основе. Метод основан на использовании разницы в термоэлектрических свойствах покрытия и металлической основы. Чем толще покрытие, тем меньше сказывается на ЭДС покрытия величина ЭДС между покрытием и основой. Сам замер осуществляется с помощью либо двух горячих наконечников, имеющих одинаковую температуру и изготовленных из одинакового материала, либо двух различающихся по термоэлектрическим свойствам наконечников. В этом случае оба наконечника устанавливаются на покрытие. Метод используется для измерения покрытий толщиной до 30-40 мкм.
Другой пример использования термоэлектрического метода для целей производства состоит в сортировке сталей и сплавов по маркам. При этом возможно использование двух принципиальных схем измерения : дифференциальной и простой.
В случае простой схемы измеряют термоЭДС, возникающую в месте контакта контролируемого объекта, имеющего комнатную температуру, с горячим наконечником, температура которого выше температуры объекта.
При использовании схем, в основу которых положен принцип дифференциального контура, измеряют разность термоЭДС, возникающую в местах контакта контролируемого объекта с горячим наконечником и с эталоном.
Применяют три способа реализации показаний термоэлектрического метода: 1) отклонение стрелки, 2) знака термоЭДС, 3) нулевой.
 В первом способе используется зависимость угла отклонения стрелки гальванометра от значения термЭДС в месте контакта объект – горячий наконечник.
В первом способе используется зависимость угла отклонения стрелки гальванометра от значения термЭДС в месте контакта объект – горячий наконечник.
При втором методе, методе (знака термоЭДС), регистрацию ведут с помощью гальванометра с нулем в центре шкалы. Материал горячего наконечника подбирают таким образом, чтобы при соприкосновении с двумя сортируемыми объектами возникала термоЭДС различных знаков и стрелка гальванометра отклонялась в
Рис.49 разные стороны от нуля.
На рисунке 49 приведен в качестве примера прибор термоэлектрического контроля конструкции автора настоящего пособия. Данный прибор используется для сортировки материалов по маркам, с его помощью можно контролировать фазовый состав шлифованной поверхности инструмента, он позволяет определять толщину гальванических покрытий и решать другие задачи контроля материалов.
Дата добавления: 2016-07-27; просмотров: 5804;
Поиск по сайту
Узнать еще
- He рекомендуем использовать данный метод, если в дальнейшем будет необходимость прибегнуть к отгибу приборной панели.
- I. История открытия и методы исследования вирусов
- I. Расчёт методом контурных токов.
- I. Судовождение, основанное только на лоцманском методе.
- II. Категории и методы политологии.
- II. Общие методические принципы в канистерапии
- II. Расчёт методом суперпозиции.
- II. Судовождение с использованием лоцманского метода и графического счисления пути судна.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
