Периферийные листы со всей средней частью днища.
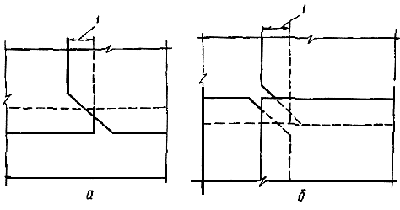
Подготовка кромок листов в узлах стыковки:
А - трех листов; б - четырех листов
Величина нахлестки
Черт.19
Схема сборки и сварки днища из листов
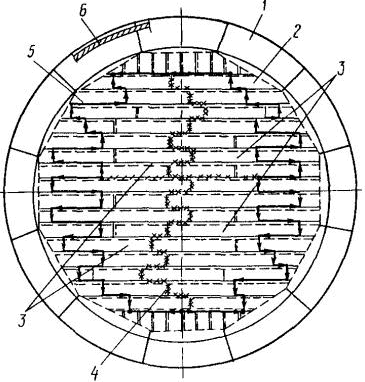
1 - окрайка; 2 - периферийные листы; 3 - зона; 4 - шов между зонами;
Шов между периферийными листами и зонами; 6 - стенка
Черт.20
При сварке днищ резервуаров из отдельных листов без окраек после сварки листов в зонах переводят нахлесточные соединения между периферийными листами на их краях на длине 200-250 мм в стыковые и заваривают эти участки на подкладках. Затем собирают первый пояс стенки, сваривают вертикальные швы, приваривают пояс к периферийным листам днища, после чего заваривают соединения между периферийными листами и в последнюю очередь сваривают периферийные листы со всей средней частью днища.
Стенки резервуаров изготавливают и поставляют на монтажную площадку в виде отдельных вальцованных листов. На каждом листе заводом-изготовителем должен быть указан номер плавки и приложена копия сертификата.
Транспортировать и хранить вальцованные листы следует в контейнерах, исключающих возможность их развальцовки и деформации.
До начала сборки стенки резервуара необходимо проверить: горизонтальность окраек днища (пп.4.2.1, 7.1 настоящих ВСН), правильность геометрической формы листов (радиус гибки), соответствие разделки кромок проекту и дополнительным техническим требованиям ППР.
В процессе полистовой сборки (сборки из укрупненных блоков) следует строго соблюдать очередность установки элементов, предусмотренную ППР. Особенно тщательно необходимо контролировать сборку и сварку первого пояса, так как его качество предопределяет правильность геометрической формы всей стенки резервуара.
Листы первого пояса (укрупненные блоки) устанавливают на окрайки по разметке. При этом необходимо следить за тем, чтобы расположение первого листа строго соответствовало требованиям ППР.
Размеры разбежки между вертикальными стыками листов первого пояса и стыками окраек днища должны быть не менее 200 мм. Размеры разбежки между вертикальными стыками отдельных поясов - не менее 500 мм.
Листы пояса с окрайками и между собой соединяют при помощи сборочных приспособлений (черт.21 и 22), обеспечивающих проектные зазоры между кромками. В процессе сборки необходимо контролировать геометрическую форму стенки резервуара по поясам, совпадение кромок и зазоры в вертикальном и горизонтальном стыках. Последний (замыкающий) лист (блок) пояса обрезают по месту с разделкой кромок и обеспечением проектного зазора.
Дата добавления: 2016-07-22; просмотров: 1898;
Поиск по сайту
Узнать еще
- Алгоритм разбиения средней точкой
- Асфальто-смолистые вещества
- Б) Понятие средней квадратической ошибки. Оценка точности измерений по формуле К. Гаусса
- В) мышцы средней группы
- Все возможные выборки по 2 единицы из генеральной совокупности в 5 единиц и соответствующие им значения выборочной средней
- Высокий Ренессанс в Средней Италии
- Глава VI Специалисты по спасательным шлюпкам и плотам
- Горизонтальные листы поясов балки

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
