Схемы организации экстракционных циклов
Процесс экстракции включает стадии:
1. экстракция + промывка;
2. реэкстракция;
3. регенерация экстрагента.
Используются двух- и трехцикловые схемы:
1. В двухцикловой схеме:
1-ый цикл – очистка урана и плутония от ПД; разделение урана и плутония.
2-ой цикл – аффинаж урана и плутония.
2. В трехцикловой схеме:
1-ый цикл – очистка урана и плутония от ПД;
2-ой цикл - очистка урана и плутония от ПД и разделение урана и плутония;
3-ий цикл – аффинаж урана и плутония.
Суммарные коэффициенты очистки определяются требованиями к конечному продукту по содержанию примесей (нейтронных ядов, требования по гамма-излучению – воздействие на персонал).
Коэффициент очистки урана от продуктов деления = 107 – при переработке ОЯТ от ВВЭР-440 для РБМК (коэффициент очистки урана от плутония = 108÷9).
При движении раствора урана происходит разбавление (изменяется соотношение органической и водной фазы).
В ОЯТ [U] = 300 – 350 г/л.
После первого цикла [U] = 100 г/л, разбавленный раствор идет на второй цикл. Ранее использовали упаривание.
Коэффициент очистки урана от элемента на 1-ом цикле
| Элемент | Коэффициент очистки урана |
| Zr | 103 |
| Ru | 5*103 |
| РЗЭ | 104 |
| Tc | |
| Очистка от продуктов деления | 104-106 |
На 2-ом цикле очистка от продуктов деления – 101-102.
В сумме по 2-м циклам – 106 - 107.
Схема экстракционной технологии ОЯТ от ВВЭР-440.
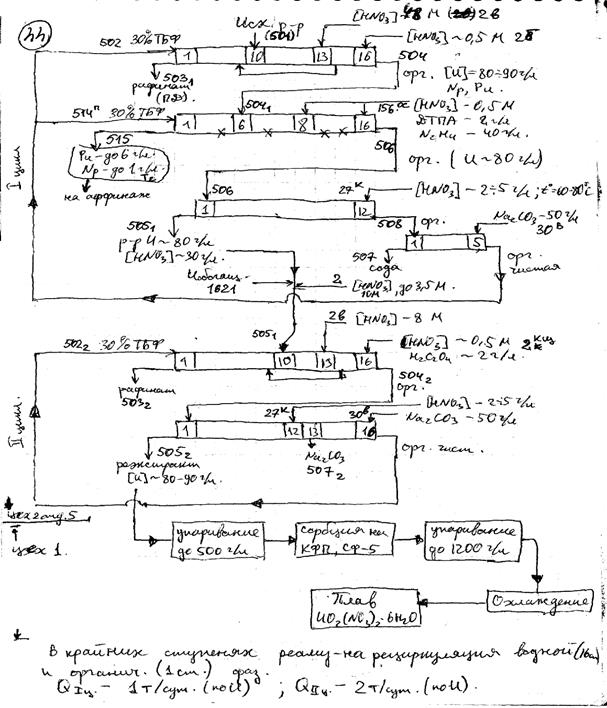
Для корректировки изотопного состава урана (добавка 235U после ВВЭР-440 на РБМК) в реэкстракт после первого цикла вводят уран с нитки обогащенного ядерного топлива.
Перед подачей на второй цикл проводят корректировку концентрации азотной кислоты. Для этого в раствор добавляют 10 М HNO3 и доводят раствор до 3-3,5 М по азотной кислоте.
На втором цикле нет стадии восстановительной реэкстракции.

Рис. 5. Схема второго цикла.
Требования к плаву:
| Состав | Концентрация |
| Уран | 40-50 % |
| 236U | 1% |
| 232U | 1*10-7 |
| Плутоний | 5 мкг/ 1кг U |
| Нептуний | 3,5 мкг/1кг U |
| Примеси (контролируется содержание 18 элементов) | 10-3 – 10-2 % |
В ходе процесса контролируется содержание урана, плутония, азотной кислоты, расход компонентов, положение границы раздела фаз.
Используется оборудование емкостного исполнения. Ширина ступени экстрактора 90 × 120 × 240 мм. В качестве поглотителя нейтронов используют полиэтиленовые вставки.
Эффективность второго цикла по сравнению с первым невелика, реализация его громоздка, поэтому от него можно избавиться за счет изменений в первом цикле (увеличить коэффициент очистки за счет увеличения насыщения ураном в первом цикле).

 Рис. 6. Одноцикловая схема переработки ОЯТ. - блок вытеснительной промывки, устанавливается между блоками восстановительной реэкстракции Pu, Np и U.
Рис. 6. Одноцикловая схема переработки ОЯТ. - блок вытеснительной промывки, устанавливается между блоками восстановительной реэкстракции Pu, Np и U.
Рефлакс – для увеличения концентрации урана без упаривания.
В настоящее время применяется только двухцикловая схема.
Лекция №6
В высокообогащенном ЯТ исходное обогащение по 235 U = 90 %.
Особенности:
1. плутония накапливается мало, но извлекать его необходимо, т. к. сбрасывать его в рафинат головного экстрактора нельзя.
2. выгорание выше, следовательно, коэффициент очистки от продуктов деления должен быть больше (108).
3. необходимо соблюдение ядерной безопасности на всех технологических переделах.
4. ЯТ имеет инертный разбавитель, значит исходное содержание урана значительно ниже, а, следовательно, сложнее обеспечить насыщение органики ураном.
5. двух циклов мало, нужен третий цикл – либо сорбция, либо экстракция.
6. концентрация ТБФ в керосине 5-10%, а не 30% - это связано с ядерной безопасностью. При уменьшении концентрации ТБФ снижается коэффициент распределения рутения и ниобия, для циркония такого не наблюдается; требуется очистка от циркония.
7. т. к. концентрация ТБФ снижена, то и концентрация азотной кислоты меньше, значит реэкстракция идет легче.
Высокообогащенное ОЯТ содержит алюминий, который является хорошим высаливателем, следовательно, концентрацию азотной кислоты можно снизить до 1 – 1,5 М, но только в первом цикле, т.к. весь алюминий уйдет в рафинат головного экстрактора.
Характеристика исходного раствора:
| Уран | 20-40 г/л |
| Плутоний | 0,3 г/л |
| Нептуний | Мало |
| Азотная кислота | 1-3,5 М |
Обогащение по U-235 не менее 25 %. Второй и третий циклы аналогичны второму циклу для ОЯТ ВВЭР (при этом концентрации ТБФ и урана более низкие).
Коэффициенты очистки урана от плутония (за счет реакции
Pu4+ + NH4OH → Pu(OH)4↓
- гидроксид плутония осаждается хуже и остается в декантате):
| 1-ый цикл | 5*103 |
| 2-ой цикл | |
| 3-ий цикл | |
| Осаждение | |
| Суммарный коэффициент очистки | 2*105 |
Коэффициенты очистки урана от продуктов деления:
| 1-ый цикл | 106 |
| 2-ой цикл | |
| 3-ий цикл | |
| Осаждение | |
| Суммарный коэффициент очистки | 108 |
PUREX-процесс – разделение урана и плутония в первом цикле.
Высокообогащенное топливо перерабатывается в отделении 4 цехе 2 завода РТ-1.
|

Осаждение диураната аммония (NH4)2U2O7 в петлевом осадителе непрерывного действия
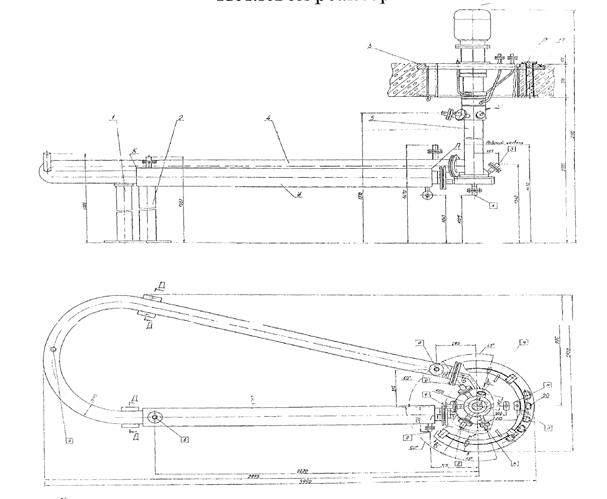
Рис. 1. Петлевой осадитель непрерывного действия.
| Диаметр трубы | 150 мм |
| Емкость петли | 52 л |
| Температура | 60-70 оС |
| pH | 7 – 9,5 |
| Расход исходного раствора | 60 л/час |
| Расход NH4OH | 3 – 4 л/час |
Сушка-прокалка

Рис. 2. Вращающаяся печь.
| Диаметр печи | 150 мм |
| Длина печи | 4,5 м |
Осаждение может быть пероксидным или оксалатным, но получение U3O8 проводится путем прокалки. Из полученных оксидов для увеличения обогащения оксиды урана переводят в гексафторид урана. UF6 отправляют на центрифуги и снова переводят в оксид UO2.
Свойства UO2 таблетированного нормированы по плотности, дисперсности, текучести, наличию примеси.
На урановой ветви существуют проблемы радиационной безопасности при возврате урана в ЯТЦ, это связано с изменением изотопного состава – происходит накопление 232U по следующим цепочкам:
1) 238U (n;2n) 237U (β-)237Np (n;2n) 236 Np(β-; 50%) → 236Pu (α)232U
2) 235U (n; γ) 236U (n; γ) 237U (β-)237Np (n;2n) 236 Np(β-; 50%) → 236Pu (α)232U
3) 235U(α) 231Th (β-) 231Pa (n; γ) 232 Pa (β-) 232U
232U – гамма-излучатель, главный загрязнитель готового продукта.
[232U] = 1* 10-7 % – в продукте;
[232U] = 5* 10-8 % – после выгрузки ОЯТ из ВВЭР, но при выдержке количество 232U становиться больше за счет распада 236Pu.
Проблема заключается в том, что при многократном рецикле урана концентрация 232U возрастает на 2 порядка. Накопление 232U происходит на конечных стадиях центрифугирования (232U легче, чем 235U, а значит, отделяется лучше).
Способы решения проблемы 232U:
1. восстановление (корректировка) за счет смешения с высокообогащенным ураном, не побывавшим в ЯТЦ (в реакторе);
2. использование в качестве разбавителя в МОХ-топливе, для которого требования по гамма-фону ниже.
Накопление 232U зависит от глубины выгорания:
| Глубина выгорания, ГВт/сут*т | Накопление 232U, % |
| 1*10-7 | |
| 2*10-7 | |
| 5*10-7 |
Производство UO2 керамического сорта
Учитывая, что UO2 применяется в качестве ядерного топлива, то его качество должно позволять изготавливать таблетки с плотностью 10,4 – 10,7 г/см3 с контролируемой усадкой и без дефектов. Со снижением плотности снижается и количество урана в таблетках, а значит, снижаются эксплуатационные характеристики реактора и экономичность процесса. Процесс изготовления таблеток автоматизирован.
Требования к порошку UO2:
I. Химический состав
1. Содержание 235U = 2 – 5%
2. Кислородный коэффициент – это мольное отношение кислорода к урану в порошке UO2 , один из главных показателей качества порошка, по которому можно судить об активности порошка при спекании. Оптимальный кислородный коэффициент = 2,10 – 2,15. Чем больше поверхность порошка, тем выше кислородный коэффициент. Если кислородный коэффициент меньше 2,06, то плотность таблеток получается низкой.
3. Содержание примесей в UO2. В паспортные данные порошка керамического сорта вводятся определенные количества примесей. Главные нормируемые примеси – Н2 (и в Н2О), F2, Cl, B, C, Ca, Si – элементы-индикаторы, указывающие на нарушение технологических процессов.
Максимально содержание водорода = 10 мкг/1кг U (в пересчете на воду). Водород вызывает гидрирование циркониевых оболочек и в случае неравномерности этого процесса может привести к растрескиванию и разгерметизации оболочки. Источник водорода – влага, находящаяся в порах таблеток и органические примеси, использующиеся при производстве таблеток (пластификаторы).
Фтор и хлор могут вызвать локальную депассивацию оксидной пленки на внутренней поверхности ТВЭЛа, а значит, усиление коррозии. Содержание фтора и хлора в порошке 5*10-3 гарантирует получение таблеток керамического сорта.
Азот – основной компонент газовой фазы, выделяющийся из таблетки при работе реактора (приводит к усилению коррозии).
Fe, Ni, Ca, C – индикаторы, указывающие на коррозию аппаратуры и недостаточное удаление примесей.
II. Физико-химические свойства.
Степень дисперсности оценивают по удельной поверхности, размерам зерен и отдельных частиц. Форма частиц зависит от формы кристаллов соли, из которой они получены. UO2 , полученный из полиуранатов имеет агломерированную структуру; UO2 , полученный из пероксида – игольчатую структуру. В порошке UO2 различают кристаллиты (0,01-0,08 мкм), первичные агрегаты (0,10-0,15мкм), вторичные агрегаты (0,30 – 1 мкм), агломераты (10-100 мкм).
III. Технологические свойства порошка.
К ним относят:
1) насыпную плотность при свободном насыпании;
2) плотность с утряскою (при уплотнении);
3) текучесть.
По этим свойствам определяют пригодность порошка при прессовании.
Порошки с малой насыпной плотностью характеризуются малым размером кристаллитов и состоят из крупных агломератов. Они обладают высокой спекаемостью.
Текучесть – измеряется по времени прохождения порошка через воронку определенной формы (L = 60 и d = 1см). Слабой текучестью обладают порошки аммонийного происхождения, порошки полученные по карбонатной технологии обладают хорошей текучестью.
I. Получение керамического UO2 через промежуточную стадию осаждения полиураната аммония (ADU).
В зависимости от условий осаждения формируются физико-химические особенности осадка и получаемые после его прокалки UO2 (размер частиц, удельная поверхность порошка). Влияют также условия прокалки и восстановления.
Один из ключевых параметров – рН осаждения. При различных рН степень осаждения полиураната ((NH4)2U2O7) разная:
рН = 3,5 – растворимость полиураната = 16 г/л;
рН = 9 – растворимость полиураната = 10-4 г/л.
|

Рис. 1. Зависимость величины удельной поверхности осадка от рН.
В ADU процессе исходным раствором является раствор уранилнитрата UO2(NO3)2, разбавленный до концентрации 200г/л; в него добавляют водный раствор гидроксида аммония NH4OH при рН = 8 и температуре 70 оС.
Производится отделение осадка от маточного раствора, полиуранат сушат и прокаливают. Но порошки полученные по ADU процессу показывают нестабильные характеристики при одинаковых условиях – это связано с наличием примесей, поэтому применяют AUK процесс-получение UO2 изUF6.
II. AUK –процесс.
UF6 для этого процесса поставляется в баллонах, масса UF6 = 1,5т. Баллон подключают к аппарату гидролиза и осаждения. Баллон нагревают до определенной температуры с определенной скоростью, при этом UF6 переходит в газовую фазу и поступает в реактор. В этот же аппарат подают NH3, H2O и CO2. Происходит реакция гидролиза:
UF6 + NH3 + H2O + CO2 → (NH4)4UO2(CO3)3 + NH4F
Для нормального процесса поддерживают рН = 7,8 – 8,6. Кристаллизация идет в аппарате с принудительной циркуляцией. При достижении концентрации пульпы 200 – 250 г/л ее выводят из аппарата, затем осадок отделяют от маточного раствора. Для отмывки осадка от фтора поводят промывку (NH4)2CO3 , при этом соединения фтора разлагаются до безопасных с точки зрения коррозии соединений.
Осадок подвергается разложению с восстановлением в печах кипящего слоя. На выходе получают UO2 высокого качества, пригодный для таблетирования.
Лекция № 7
Дата добавления: 2020-08-31; просмотров: 975;
Поиск по сайту
Узнать еще
- III. Основные требования к организации рассмотрения обращений граждан
- IV. Матричная форма организации
- IV. Требования к организации документооборота в федеральном органе исполнительной власти
- V. Методы организации деятельности и формирования опыта общественного поведения (методы упражнения).
- XI. Требования к приему детей в дошкольные образовательные организации, режиму дня и организации воспитательно-образовательного процесса
- А. Основы организации неживой природы
- А. Составление схемы технологического процесса
- Алгоритм и сроки организации проектирования по выпускной квалификационной работе

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
