Неразъемные соединения
Неразъемные соединения могут осуществляться с помощью клепки, сварки, сшивки, склеивания, пайки, развальцовки, заформовки.
1. Клепаное соединение. Конструктивным элементом клепаного соединения является заклепка, представляющая собой гладкий стержень с закладной головкой 2 (рис. 8, а). Замыкающая головка 1 получается в результате расклепывания. Форма ее может быть такой же, как и у закладной головки (рис. 8, б). Заклепки существуют следующих видов: с полукруглой головкой, с потайной головкой, полупотайной, плоской и пустотелые.
2. Паяное соединение — это соединение металлических или металлизированных деталей с помощью дополнительного металла или сплава, называемого припоем, путем нагрева мест соединения до температуры плавления припоя (рис. 8).
3. Клееное соединение получают с помощью различных клеев, позволяющих соединять разнородные материалы, достигая при этом достаточной прочности соединения, работающего на равномерный отрыв или сдвиг.
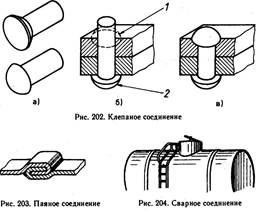 Рис.8
Рис.8
4. Сварное соединение
Сваркой называется процесс получения неразъемного соединения посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого (ГОСТ 2601-84).
Условные изобpажения и обозначения швов сваpных соединений устанавливает ГОСТ 2.312 - 72 ЕСКД.
| Классификация методов сварки |
Способы сварки можно классифицировать по следующим признакам (рис.9) :
- сварка плавлением, при которой материал в месте соединения расплавляется (дуговая, электрошлаковая, электронно-лучевая, плазменная, световая, газовая и др);
- сварка с применением давления, при которой материал в месте соединения нагревается и пластически деформируется (контактная, высокочастотная, газопрессовая, трением и др);
- сварка давлением, при которой материал в месте соединения деформируется без нагрева (холодная, взрывом и др).
Также различают сварку по:
- виду используемого источника энергии - дуговую, газовую, электронно-лучевую лазерную и др.;
- способу защиты материала - под флюсом, в защитных газах, вакууме и др.;
- степени механизации - ручную, полуавтоматическую и автоматическую.
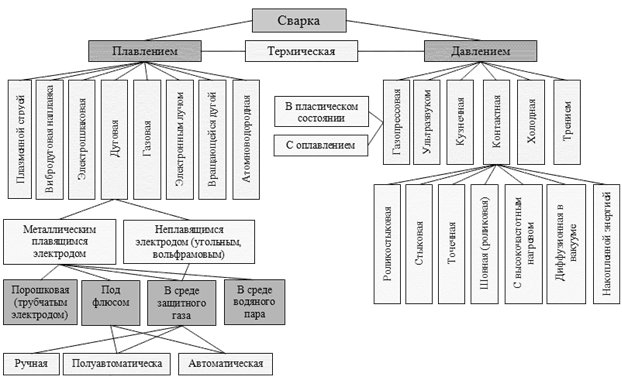
Рис.9
По взаимному расположению соединяемых элементов различают сварные соединения: стыковые, нахлесточные, угловые, тавровые, с накладками и др (рисунок 10).
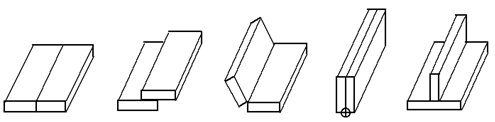
Стыковое Нахлесточное Угловое Тавровые
Рис.10 типы сварных соединений
1) cтыковое (С), , пpи котоpом сваpиваемые детали соединяются своими тоpцами;
2) нахлесточное (H), пpи котоpом боковые повеpхности одной детали частично пеpекpывают боковые повеpхности дpугой.
3) угловое (У), пpи котоpом сваpиваемые детали pасполагаются под углом, чаще всего - 90 гpадусов, и соединяются по кpомкам;
4) тавpовое (Т), пpи котоpом тоpец одной детали соединяется с боковой повеpхностью дpугой детали ;
Условное изображение швов сварных соединений
Сварной шов - участок сварного соединения, непосредственно связывающий свариваемые элементы.
При сварке плавлением шов образуется в результате кристаллизации сварочной ванны, при сварке давлением - в результате диффузии.
Шов сварного соединения, независимо от способа сварки, условно изображают:
видимый - сплошной основной линией;
невидимый - штриховой линией.
На рисунке 11 представлено графическое изображение сварных швов.
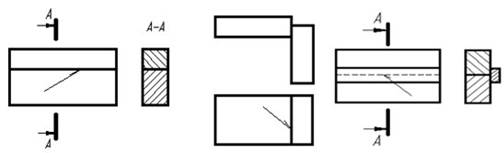
Рисунок 11 - Пример изображение сварных швов
Видимую одиночную сварную точку, независимо от способа сварки, условно изображают знаком "+", который выполняют сплошными линиями. Невидимые одиночные точки не изображают (рис.12).
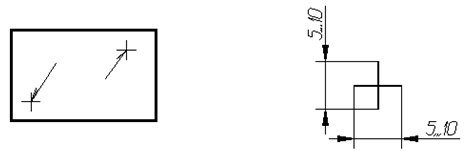
Рисунок 12 - Обозначение сварных точек
От изображения шва или одиночной точки проводят линию-выноску, заканчивающуюся односторонней стрелкой. Линию-выноску предпочтительно проводить от видимого шва (рисунки 11, 12).
Вспомогательные знаки для обозначения сварных швов приведены в таблице 1.
В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями.
Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
Таблица 1. Вспомогательные знаки для обозначения сварных швов.
| Вспомогательный знак | Значение вспомогательного знака | Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва | |
| с лицевой стороны | с оборотной стороны | ||

| Усиление шва снять | 
| 
|

| Наплывы и неровности обработать с плавным переходом к основному металлу | 
| 
|

| Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения | 
| |

| Шов прерывистый или точечный с цепным расположением. Угол наклона линии ~60о | 
| 
|

| Шов прерывистый или точечный с шахматным расположением | 
| 
|

| Шов по замкнутой линии Диаметр знака - 3...5 мм. | 
| |

| Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа | 
| 
|
Примечание:
1. За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Структура условного обозначения стандартного шва или одиночной сварной точки приведена на схеме (рис.13).
Знак  выполняют сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
выполняют сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
|
| Рисунок 13. Структура условного обозначения стандартного шва |
Условное обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны (рис. 14а);
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (рис. 14б).
 а) с лицевой стороны
а) с лицевой стороны
|  б) с оборотной стороны
б) с оборотной стороны
|
| Рисунок 14, Условное обозначение сварного шва |
Сварочные материалы указывают на чертеже в технических требованиях или таблице швов.
Допускается сварочные материалы не указывать.
При наличии на чертеже одинаковых швов обозначение наносится у одного из изображений, от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают одинаковый номер, который наносят:
а) на линии-выноске, имеющей полку с нанесенным обозначением шва (рис. 15а);
б) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны (рис. 15б);
в) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны (рис. 15в);
Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением шва (см. рис. 15а).
 а)
а)
|  б)
б)
|  в)
в)
|
| Рисунок 15. Обозначение одинаковых швов | ||
| Примечание.Швы считаются одинаковыми, если: одинаковы их типы и размеры конструктивных элементов в поперечном сечении; к ним предъявляются одни и те же требования. |
Упрощенное обозначение швов сварных соединений
При наличии на чертеже швов, выполненных по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа (запись по типу: "Сварные швы ... по ...") или таблице.
Допускается не присваивать порядковый номер одинаковым швам, если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или обратной). При этом швы, не имеющие обозначения, отмечают линиями-выносками без полок (рис. 16).
 Рис 16
Рис 16
На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, эти швы допускается отмечать линиями-выносками и обозначать только у одного из изображений одинаковых частей (предпочтительно у изображения, от которого приведена линия-выноска с номером позиции)
Допускается не отмечать на чертеже швы линиями-выносками, а приводить указания о сварке записью в технических требованиях чертежа, если эта запись однозначно определяет места сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов в поперечном сечении и расположение швов.
На рисунке 17 приведен пример условного обозначения шва таврового соединения без скоса кромок, двустороннего прерывистого с шахматным расположением, выполняемого дуговой ручной сваркой в защитных газах неплавящимся металлический электродом по замкнутой линии. Катет шва 6 мм. Длина провариваемого участка 50 мм. Шаг 100 мм.
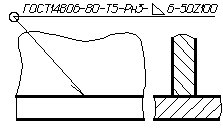 Рисунок 17 – Пример условного обозначения шва
Рисунок 17 – Пример условного обозначения шва
Дата добавления: 2020-08-31; просмотров: 651;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
