Методы обеспечения заданной точности при сборке
Применяют 5 методов достижения точности замыкающего звена:
¾ полной взаимозаменяемости;
¾ неполной (частичной) взаимозаменяемости;
¾ групповой взаимозаменяемости (или селективного подбора);
¾ пригонки
¾ регулировки.
При сборке по методу полной взаимозаменяемости детали заготовляют с такой точностью, которая во всех случаях без исключения обеспечивает заданную точность сопряжения. В этом случае допуск замыкающего звена  равен сумме допусков составляющих:
равен сумме допусков составляющих:
 ;
; 
При методе неполной взаимозаменяемости на все составляющие Звенья устанавливаются более
широкие допуски, но при этом возможен Небольшой процент риска (брака):


где z – коэффициент риска, 
x – максимальное или минимальное отклонение размера от его среднего значения;
s-среднее квадратичное отклонение размера
Увеличение допуска по сравнению с методом полной взаимозаменямости составит:
 ;
; 
При законе Гаусса z=3 , lcр=  , n=5 и R =
, n=5 и R = 
При законе Гаусса  и тогда процент брака составит 0,27%. При законе равной вероятности
и тогда процент брака составит 0,27%. При законе равной вероятности  и процент брака – 32%.
и процент брака – 32%.
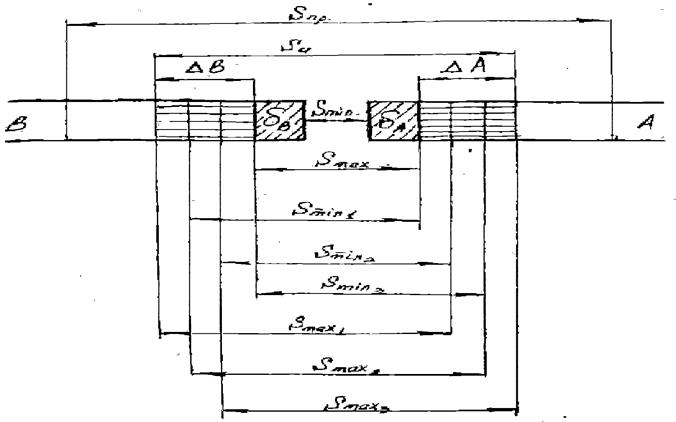
В ряде случаев обеспечить необходимую точность соединения методами полной и неполной взаимозаменяемости не удается (например, при сборке поршневого пальца с поршнем и верхней головкой шатуна, сборке плунжерных пар топливных насосов для дизелей и др.). В этом случае требуемую точность соединения можно получить методом групповой взаимозаменяемости или селективного подбора (рис. 17.2).
|
 |
Рис.17.2 Сема расположения полей допусков вала и отверстия новых деталей и с учётом износа:
|
где  - допуск вала;
- допуск вала;
 - допуск отверстия.
- допуск отверстия.
При групповой взаимозаменяемости детали разбивается на m групп. В каждой такой группе отклонения будут  и
и 
Суммарный допуск зазора в каждой группе :
Таким образом, метод группового селективного подбора деталей при сборке позволяет при экономической точности обработки сопрягаемых деталей повысить точность сопряжения в m раз.
Исключительно большое значение метод селективной сборки (групповой) имеет в авторемонтном производстве, особенно при ремонте двигателей, когда сборка ведется из деталей ремонтных размеров, из запчастей, восстановленных и изношенных.
В новом сопряжении кроме Smin и Smax указывается Sпр – предельный зазор, при котором еще сохраняется жидкостное трение.
Работоспособность такого соединения характеризуется коэффициентом запаса точ- ности R :
– для нового соединения – R = 
– для соединения с износом – R1 = 
т.е. если износ деталей рассматривать как расширение их допуска, то R резко уменьшится. В этом случае запас прочности можно повысить селективной сборкой. При D А = D В имеем:
 ;
;
 с учётом DА=DВ
с учётом DА=DВ
имеем :
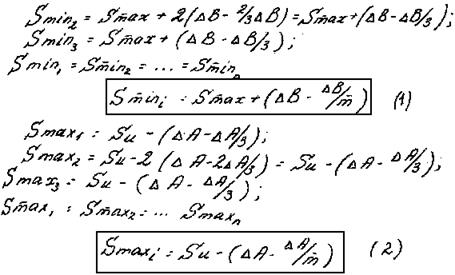
Решая уравнение (I) относительно m получим:
|
Уравнение (3) действительно при DА = DВ .
В случае DА ¹ DВ уравнение (3) подставляется меньшее значение износа, т.к. в этом случае обеспечивается большая долговечность соединения, собираемого по методу селективной оборки при разбивке на m групп.
При сборке по методу пригонки требуемая точность замыкающего звена достигается в результате обработки (пригонки) заранее убранного звена, называемого компенсатором. На все остальные звенья размерной цепи устанавливают экономически достижимые допуски.
Величина компенсации определяется:
В качестве примера применения метода пригонки можно привести сборку шпонки с пазом. Комплектующее звено здесь – шпонка, т.к ее легче обработать (пригнать).
Более экономично требуемая точность достигается методом регулировки, при котором компенсатор делают регулируемым. При этом возможны два пути:
– регулировка винтами (например, регулировочный винт вала рулевой сошки);
– регулировка мерными шайбами (регулировка зацепления конических зубчатых колес).
Дата добавления: 2016-07-05; просмотров: 2869;
Поиск по сайту
Узнать еще
- Appeal –привлекательность.
- Applications (приложения)
- Cила резания при точении
- Cущность организации и ее основные признаки
- D-технология построения чертежа. Типовые объемные тела: призма, цилиндр, конус, сфера, тор, клин. Построение тел выдавливанием и вращением. Разрезы, сечения.
- D-элементы, их применение в медицине и фармации.
- F50 Расстройства приема пищи
- He рекомендуем использовать данный метод, если в дальнейшем будет необходимость прибегнуть к отгибу приборной панели.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
