КИСЛОРОДНО-КОНВЕРТЕРНЫЙ ПРОЦЕСС С ВЕРХНЕЙ ПРОДУВКОЙ
15.3.1. Конструкция конвертера.В кислородном конвертере продувку ванны осуществляют кислородом через фурму, которую вводят сверху по оси конвертера. Управление процессом плавки ведут в основном посредством изменения положения фурмы и давления кислорода.
Емкость (вместимость) конвертеров изменяется в широких пределах. В нашей стране эксплуатируют конвертеры емкостью от 160 до 400 т. В устройстве современного конвертера (рис. 15.6) можно выделить цилиндрическую среднюю часть, концентрическую горловину (в виде усеченного конуса) и сферическое днище.
Исходя из опыта последних лет, минимальные потери металла при нормальном ходе продувки (без выбросов) достигаются при объеме рабочего пространства конвертера, превышающем в 5—7 раз объем расплава в спокойном состоянии. Поэтому в ГОСТ заложено, что удельный объем конвертеров независимо от их емкости должен составлять 0,8-1,0 м3/т. Отношение полноц высоты рабочего пространства к его диаметру должно быть в пределах 1,2—1,6.
Объем ванны кислородного конвертера и все основные параметры определяются его емкостью с учетом интенсивности продувки.
На рис. 15.7, а показаны основные размеры, принимаемые при конструировании рабочего пространства агрегата. Эти размеры обычно принимаются на основе опыта действующих агрегатов и результатов моделирования. Нарис. 15.7, б показаны разновидности профилей и размеры действующих агрегатов. При проектировании учитывают состав шихты, принятую технологию продувки, вероятность выбросов, массу образующегося шлака и необходимость вместить всю массу металла и шлака и иметь оптимальные размеры ванны (диаметр и глубину), строительную прочность огнеупоров (рис. 15.8) и др.
В современных конвертерах глубина ванны 1,6—1,9 м, удельная площадь поверхности ванны 0,12-0,18 м2/г.
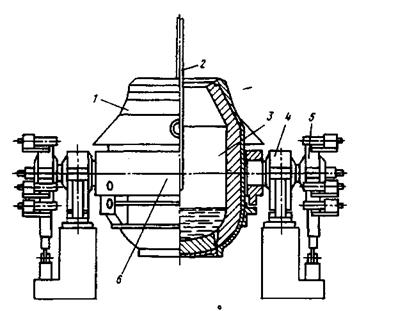
Рис. 15.6.Кислородный конвертер:
/ — корпус с футеровкой; 2 — кислородная фурма; 3 — рабочее пространство; 4—опорные узлы; 5 — механизм поворота; 6— опорное кольцо
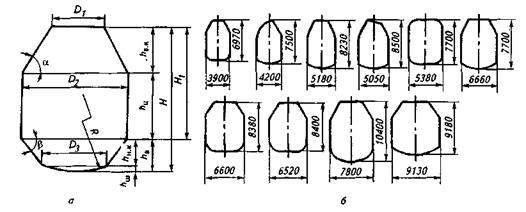
Рис. 15.7.Профиль рабочего пространства конвертера:
а —основные размеры D1 , D 2 , D3 — диаметры соответственно горловины, цилиндрической части и днища; R— радиус шаровой части днища; hв,к, hн.к. , hц , hв , и hш — высота соответственно верхней и нижней конической частей, цилиндрической части, ванны и шаровой части; Н и Н1 — полная высота и высота свободного пространства соответственно); б— разновидности профилей действующих кислородных конвертеров
Пока еще нет четких теоретических рекомендаций относительно правильного выбора интенсивности продувки, числа сопел в фурме и расхода кислорода на одно сопло. В практике современного кислородно-конвертерного процесса интенсивность продувки обычно составляет /= 3 + 5 м3/(т • мин).
Корпус конвертера обычно глухо-донный, сварной конструкции. Днища могут быть как глухие, так и отъемные (приставные или вставные). Конвертеры с отъемными днищами легче
ремонтировать, так как при отъеме днища футеровка охлаждается быстрее (рис. 15.9). Кроме того, возможна замена только футеровки отъемного днища (без корпуса). Корпус конвертера помещается в опорное кольцо и крепится в нем. Узлы крепления и опорное кольцо закрыты от попаданий металла и шлака защитным кожухом, приваренным к корпусу. Крепление корпуса конвертера к опорному кольцу осуществляют при помощи системы шарнирных подвесок и упоров, исключающих раскачивание конвертера при продувке металла кислородом и под воздействием колебаний жидкого металла. В системе крепления должна быть учтена неодинаковая степень колебаний температуры корпуса и опорного кольца и обеспечена независимость их температурных деформаций. Привод конвертера представляет собой систему, состоящую из нескольких электродвигателей и механизма поворота (обычно один большой тихоходный и несколько быстроходных редукторов). При разработке конструкции конвертера учитывается основное требование, предъявляемое к сосудам с жидким металлом, — обеспечение их устойчивости при любых углах наклона, т. е. возможность возврата в исходное положение при неполадках в работе двигателей. Для этого необходимо, чтобы опрокидывающий момент при повороте конвертера на любой угол был положительным. Одновременно нужно стремиться по возможности к уменьшению максимального опрокидывающего момента, с тем чтобы была минимальной мощность двигателей поворотного привода. При расчетах опрокидывающих моментов учитывают возможную степень разгара футеровки конвертера. Масса конвертера емкостью 300—350т с комплектующим оборудованием равна 1200 т. Корпус конвертера имеет жесткую съемную горловину и приварную летку (или «сталевыпускное отверстие») со сменным обрамляющим фланцем.
15.3.2. Футеровка конвертера.Условия эксплуатации футеровки кислородных конвертеров тяжелые, причем в наиболее тяжелых условиях оказывается футеровка цилиндрической части
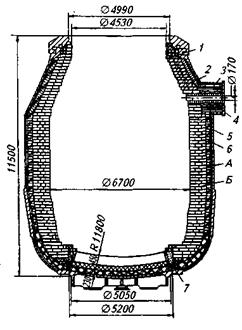
Рис. 15.8.Двухслойная футеровка (А — арматурный слой; Б — рабочий слой) конвертера на череповецком металлургическом комбинате ОАО «Северсталь», выполненная из материалов:
/ — периклазохромитовые огнеупоры; 2— известково-периклазовые огнеупоры на пековой связке; 3 — периклазовые огнеупоры;
4— блоки из плавленого периклаза; 5— металлический корпус; 6— асбест или периклазовая масса; 7— набивная периклазовая масса
конвертера и особенно район так называемого шлакового пояса. В этом районе футеровка контактирует со шлако-металлической эмульсией, образующейся при воздействии кислородной струи на поверхность ванны. Стойкость футеровки обычно измеряется числом плавок от одного капитального ремонта до другого. При работе без систематического торкретирования поверхности стойкость футеровки составляет до 1000 плавок; в случае систематического торкретирования поверхности стойкость футеровки возрастает в несколько раз. Стоимость высококачественных огнеупоров, используемых для футеровки конвертеров, велика, поэтому непрерывно испытываются новые технологии, позволяющие снизить расход огнеупоров.
Помимо торкретирования широкое
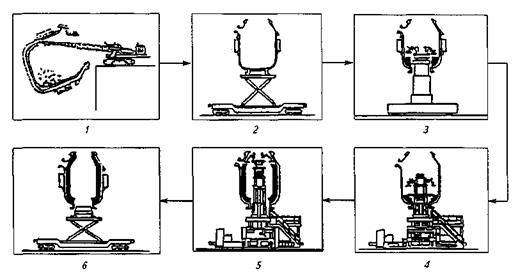
Рис.15.9. Общая схема процесса перефутеровки конвертера:
1 — ломка футеровки; 2 — демонтаж днища; 3 — футеровка донной части корпуса; 4 — роботизированная футеровка барабана конвертера; 5— футеровка верхнего конуса; 6— монтаж днища
распространение получает так называемый способ раздува шлака в кислородном конвертере. Способ предусматривает вдувание азота под высоким давлением через верхнюю кислородную фурму конвертера с целью раздува шлака по поверхности футеровки. Шлак, покрывая огнеупор, охлаждается, затвердевает и создает прочный слой, являющийся защитным для рабочего слоя футеровки. Затвердевший шлаковый слой способствует снижению скорости износа огнеупоров, повышению эксплуатационной стойкости агрегата и снижению эксплуатационных затрат. Процесс раздува проводят либо после полного выпуска стали, когда в конвертере остается только шлак, либо при наличии в конвертере и стали, и шлака. Режим раздува в обоих случаях неодинаков; различны и зоны футеровки, на которых образуется гарнисаж.
Технология раздува шлака включает следующие этапы:
— выпуск плавки из конвертера;
— визуальный контроль состояния шлака с целью оценки необходимости ввода добавок для его кондицирования;
— визуальный контроль состояния футеровки конвертера с целью выявления зон, требующих особого внимания при проведении раздува;
— качание конвертера для нанесения покрытия на загрузочный и выпускной участки футеровки;
— опускание кислородной фурмы в заданную позицию и начало продувки азотом (расход азота равен расчетному для данной фурмы расходу кислорода);
— изменение положения фурмы при управлении вручную или от ЭВМ с целью формирования шлакового покрытия на всей поверхности футеровки или сохранение постоянного положения фурмы для покрытия определенного участка футеровки;
— ведение операции в течение заданного времени;
— прекращение продувки и подъем фурмы;
— выпуск остатка шлака в шлаковозный ковш, после чего в конвертер можно загружать шихту для следующей плавки.
Состояние шлака — один из наиболее важных параметров процесса раздува. Если шлак очень жидкий, то он будет стекать по стенке конвертера. На практике в большинстве конвертерных цехов, где применяют техноло гию раздува, не требовалось вносить изменений в состав конечного шлака, кроме как по содержанию MgO (его оптимальное содержание в шлаке должно составлять 8—14 %).
В качестве корректирующих состав шлака добавок используют уголь, известняк, доломит и материалы, содержащие оксид магния. Если плавку подвергают додувке, то для охлаждения шлака добавляют обычный или доломитизированный известняк, повышают вязкость шлака и снижают содержание в нем оксидов железа.
Описанная технология защиты футеровки имеет еще одно достоинство. Благодаря раздуву шлака появляется возможность легирования стали азотом при вдувании газа на конечной стадии конвертерной плавки. В системе трубопроводов для подачи азота в этом случае потребуются дополнительные клапаны и средства управления, чтобы обеспечить смешивание кислорода с азотом. Однако в конечном счете это приведет к значительной экономии азотсодержащих ферросплавов, которые обычно расходуются для этих целей.
Практически на всех заводах, где внедрили новую технологию раздува, удалось увеличить вдвое длительность кампании без увеличения расхода торкрет-материала. При этом удельный его расход значительно снизился.
Расчеты показывают, что достижение стойкости футеровки конвертера свыше 5000—5500 плавок уже практически не сказывается на его годовой производительности (рис. 15.10). При выпуске в сутки 30—40 плавок достигнутая стойкость футеровки — это 4— 6 мес непрерывной работы, т. е. период, в течение которого по инструкции необходима ревизия корпуса конвертера, вспомогательного оборудования и т. п.
На заводах Великобритании и США получает распространение организация испарительного охлаждения корпуса конвертера. Метод назван HiVap (от англ, high — интенсивный и vapourize—испаряться). Благодаря скрытой теплоте испарения (2287 кДж/кг) удалось ограничиться сравнительно небольшим расходом воды. При HiVap-способе с помощью специальных форсунок достигается тонкое и
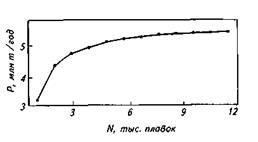
Рис. 15.10.Влияние стойкости футеровки (N) на производительность 350-т конвертера (Р)
интенсивное распыление воды и обеспечивается температура поверхности кожуха конвертера 250-300 °С (на практике иногда бывает до 750 °С). Таким образом решена проблема перегрева кожуха и других несущих частей. Внешний вид такого конвертера показан на рис. 15.11.
Наибольшее распространение для футеровки конвертера в настоящее время получили относительно дешевые и достаточно стойкие смолодоло-митовые и смолодоломитомагнезито-вые огнеупоры. Добавляемая при производстве огнеупоров смола (7—8 %) образует (при их обжиге) углеродистую связку, благодаря чему они получают высокую прочность. Кроме того, связка выполняет роль защитного покрова на зернах доломита и магнезита и повышает устойчивость огнеупора к гидратации..
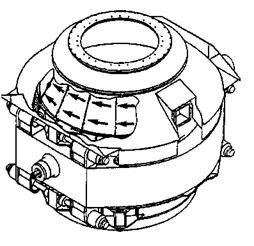
Рис. 15.11.Внешний вид конвертера с форсуночным (водяным) охлаждением кожуха шлемовой части
Коксовые пленки (так называемый коксовый скелет), образующиеся после обжига огнеупора, определяют в известной мере физико-химические и эксплуатационные свойства огнеупоров. Футеровка перед вводом конвертера в эксплуатацию подвергается коксующему разогреву до 1100—1200 °С. Для каждого состава огнеупорного материала устанавливается оптимальный режим нагрева и обжига, чтобы исключить растрескивание. Вопрос о выборе огнеупорного материала решается с учетом получения предполагаемых технико-экономических показателей. Обычно футеровку выполняют из кирпичей, однако на ряде предприятий предпочитают использовать крупные блоки из огнеупоров. Можно изготавливать также набивную и «наливную» футеровки. Футеровка состоит обычно из нескольких слоев:
1. Арматурного, прилегающего к кожуху конвертера и служащего для предохранения кожуха от перегрева и прогара. Этот слой выполняют из магнезитохромитового или обожженного доломитового огнеупорного материала.
2. Рабочего, непосредственно соприкасающегося с металлом, шлаком и газами. Этот слой выполняют из пе-риклазошпинелидного или смолодо-ломитового кирпича.
3. Промежуточного, расположенного между арматурным (редко сменяемым) и рабочим (сменяемым после каждой кампании). Промежуточный слой выполняют обычно из смолодо-ломитовой массы. Иногда ограничиваются двухслойной футеровкой (см. рис. 15.8).
Днище конвертера также изготавливают из нескольких слоев: снизу шамотный кирпич, затем несколько слоев магнезитового и сверху смоло-домитовый кирпич.
Для футеровки горловины, работающей в очень тяжелых условиях, применяют высокостойкие смолодоломи-товые или магнезитохромитовые огнеупоры.
На каждом предприятии выработана своя система футеровки конвертера с учетом имеющихся высокоогнеупорных материалов и их стойкости. То же относится и к определению рациональной толщины футеровки. В зависимости от условий процесса плавки (глубины и площади поверхности ванны, состава чугуна, высоты подъема и конструкции фурмы, давления кислорода и др.) в каждом конкретном случае в период опытных кампаний определяют характер разгара футеровки конвертера и с учетом полученных данных при очередном ремонте делают утолщенными части футеровки, которые изнашиваются быстрее.
Регулярное применение для ремонта футеровки торкретирования или раздува шлака дает возможность уменьшать первоначальную толщину футеровки. Принято считать, что минимальная толщина ее в конце кампании конвертера (перед остановкой на ремонт) должна составлять 100 мм.
На стойкость футеровки влияют технологические факторы, а именно:
1. Организация загрузки твердой шихты (возможность ударов тяжеловесного лома при загрузке).
2. Температурный режим плавки (при перегреве металла и высокой температуре отходящих газов процесс разрушения футеровки заметно ускоряется, в шлаке возрастает содержание MgO).
3. Шлаковый режим (износ увеличивается при увеличении количества шлака, его жидкоподвижности, при повышении окисленности шлака из-за образования легкоплавких ферритов кальция и магния и при увеличении в шлаке содержания кремнезема из-за образования легкоплавких силикатов кальция и магния).
4. Колебания температуры в период между плавками.
5. Образование настылей на горловине конвертера (при их обрушении они увлекают за собой приварившийся к ним слой футеровки).
При использовании огнеупоров на смоляной связке важную роль в процессе износа играют прослойки графита, или так называемые коксовые пленки, образующиеся при обжиге таких огнеупоров. Эти пленки плохо смачиваются шлаком и препятствуют
миграции и взаимодействию компонентов шлака с огнеупором.
Лучшие показатели стойкости получены при использовании для изготовления огнеупоров смолы, при сжигании которой образуется больший коксовый остаток. Обычно характер газовой атмосферы при работе конвертера восстановительный (в газах много СО), однако при остановках через полость конвертера попадает воздух и имеет место процесс Ств +
+ О2(возд) → СО2(Г). Поэтому при длительных остановках желательно создавать в полости конвертера восстановительную атмосферу.
Процесс окисления коксовых пленок может иметь место и при взаимодействии с оксидами железа шлака. Интенсивность износа футеровки по ходу плавки изменяется: она максимальная в начальный период продувки (известь еще не успела раствориться, и в шлаке много SiO2 и FeO) и в конечный период (высокая температура и повышенная окисленность шлака). Все мероприятия, связанные с уменьшением продолжительности этих двух периодов, приводят к повышению стойкости футеровки. Например, при повышении интенсивности продувки имеет место более энергичное перемешивание металла, а также шлака, при этом возрастает эрозионный износ огнеупоров; однако одновременно ускоряется процесс шлакообразования и уменьшается продолжительность плавки. В целом стойкость футеровки увеличивается.
Возрастает стойкость и при использовании извести лучшего качества (быстрее формируется основной шлак) или при вдувании с этой же целью извести в порошкообразном виде, а также при снижении содержания кремния в чугуне и т. д.
15.3.3. Процессы в зоне действия струи. Физико-химические процессы в реакционной зоне конвертера достаточно сложны и зависят от одновременного действия множества факторов. Этим объясняются трудности получения экспериментального материала. Наибольшее распространение получили представления о процессах, развитые, в частности, школой проф. В. И. Баптизманского. Согласно этим представлениям реакционная зона может быть условно поделена на первичную и вторичную. В первичной реакционной зоне основным процессом является усвоение вдуваемого кислорода, протекающее на границе раздела окислительный газ—металл. Внедрение газовой струи в жидкость вызывает эжекцию металла в газовый поток и дробление газового потока на отдельные объемы. Степень эжекции металла возрастает при увеличении динамического напора газового потока (в месте встречи с ванной металла). При этом происходит следующее:
1. Эжектированные металл и шлак, попадая в газовый поток, физически дробятся на капли разных размеров: максимальный размер стабильной капли 4с(тах) определяется из условия:
рr w2 rdK(max)/  ж <WeKp.
ж <WeKp.
где рг, wr — плотность и скорость газа; ж — поверхностное натяжение дробимой жидкости; Weкр — критическое значение критерия Вебера (близко к 2,6).
2. Нестабильные капли металла и шлака, попадая в газовый поток, разрушаются под его воздействием в результате «сдирания» с их поверхности слоев жидкости.
3. Капли превращаются в пленку, надуваемую и лопающуюся под действием газового потока («парусный» эффект).
4. Капли металла подвергаются химическому дроблению, а именно: при взаимодействии с окислительным газом в капле металла растворяется кислород, взаимодействующий с содержащимся в ней углеродом. Выделение образующегося СО может носить взрывной характер и приводить к разрыву капли на более мелкие. Согласно расчету в результате физического дробления образуются капли размером 10—50 мкм. Размеры капель при химическом дроблении металла в 5—10 раз меньше.
При малом динамическом напоре, когда дробления на капли не происходит, вдуваемый газ взаимодействует уже не с каплями, а с основной массой металла; в этом случае с металлом взаимодействуют или пузыри (5-10 мм), или струя кислорода, растекающаяся по поверхности металла. Взаимодействие кислорода сжидким металлом в обоих случаях происходит на границе раздела фаз.
Интенсивность массопереноса кислорода в газовой фазе к границе раздела
iО=  о(CО2 - CО2 (равн)),
о(CО2 - CО2 (равн)),
где о — коэффициент массопереноса кислорода; С O2 и С02(равн) — концентрации кислорода в объеме газа и равновесная с металлом на границе раздела.
Массоперенос элементов в металле
ii = i ( Ci — Сi(равн)).
где i— коэффициент массопереноса i-го элемента; Сi и С i(равн) — концентрация элемента в объеме металла и равновесная с газовой фазой.
Величина р, в реальных условиях процесса определяется конвективной диффузией и зависит от интенсивности перемешивания.
Исследования показали, что массо-перенос кислорода к границе раздела практически в течение всего взаимодействия превосходит массоперенос элементов /s, т. е. io > i%. Основными причинами этого являются большие скорости движения окислителя в газовой фазе и малые размеры образующихся в реакционной зоне капель, в которых практически мгновенно подавляется или прекращается конвективная диффузия. Происходит как бы сжигание поверхностных слоев металла; окисление имеет не избирательный, а тотальный характер, а так как основной составляющей металла является железо, то продукты сжигания содержат преимущественно его оксиды. Согласно экспериментальным данным в шлаковой фазе первичной реакционной зоны содержание оксидов железа достигает 90-98 %.
При наличии на границе раздела газ—металл пленки оксидов передача кислорода металла через эту пленку происходит по схеме: 1) на границе с газом 2(FeO) + '/202→ (Fe2O3); 2) массоперенос Fе2О3 через пленку оксидов; 3) на границе с металлом (Fe2O3) + Fеж → 3 (FeO); 4) растворение кислорода в металле (FeO) → Fеж+[О].
В зависимости от условий подачи кислорода и перемешивания ванны может наступить момент, когда скорость окисления будет лимитироваться не массопереносом кислорода в газовой фазе, а массопереносом через пленку оксидов.
Образовавшаяся в первичной реакционной зоне пленка оксидов, состоящая в основном из оксидов железа, вступает в контакт с металлом ванны. Это так называемая вторичная реакционная зона, в которой протекают реакции:
[Si] + 2(FeO) → (SiO2) + 2Fеж;
[Mn] + (FeO) → (MnO) + Fеж;
[С] + (FeO) → COr + Fеж.
Происходит также растворение кислорода в металле (FeO) → Fеж+ [О]. Растворенный кислород в результате перемешивания переносится на некоторое расстояние от поверхности растворения, где возможны реакции:
[Si] + 2[0] → (Si02);
[Mn] + [О] → (MnO);
[С] + [О] → СОГ.
В соответствии с результатами исследований, проведенных в последние годы, основная часть примесей ванны окисляется в пределах реакционной зоны. Большая роль при этом принадлежит процессу окисления углерода. Выделение в зоне реакций СО способствует перемешиванию ванны и в значительной степени интенсифицирует процесс массопереноса.
В то же время при вдувании кислорода сверху в отдельных частях объема металла в конвертере могут существовать слабоперемешиваемые зоны, т. е. состав ванны может быть неравномерным.
15.3.4. Конструкция фурм для подачи кислорода и режим дутья.Комплекс устройств для подачи кислорода сверху, включающий фурму, а также резервную фурму и механизмы для подъема и перемещения, представляет собой сложное сооружение. Так, масса фурмы (с охлаждающей водой и рукавами) современного большегрузного конвертера составляет ~ 1,5т. Оборудование для подъема и перемещения фурмы размещают на специальных площадках над конвертерами. Кислородные фурмы должны обеспечить необходимую интенсивность подачи кислорода, рациональные форму и организацию струи и иметь достаточно высокую стойкость при простоте конструкции. Интенсивность подачи кислорода обычно составляет 5—6 м3/(мин • т), т. е. в 350-т конвертер за 1 мин подают до 2100 м3 кислорода под давлением 1— 1,5 МПа. Фурмы могут быть односоп-ловыми (для конвертеров малой емкости) и многосопловыми (4-6 сопел для конвертеров большой емкости). Оси сопел располагают под углом 15—20° к оси фурмы. Конусность сопла 8—10°. Размер, число и форма сопел зависят от следующих моментов:
1. В отдельные периоды плавки необходимо обеспечить возможно большее заглубление кислородной струи в ванну металла (для организации процесса окисления углерода и улучшения перемешивания ванны).
2. В отдельные периоды плавки необходимо, наоборот, обеспечить воздействие струи не на глубинные зоны ванны, а на ее поверхность, с тем чтобы ускорить процесс растворения в шлаке извести и добиться образования жидкоподвижного шлака с необходимой основностью.
3. Для предохранения от быстрого разрушения футеровки воздействие струй кислорода на поверхность ванны не должно сопровождаться разбрызгиванием металла и шлака (т. е. необходимо обеспечить так называемую «мягкую» продувку).
4. Конструкция фурмы должна быть по возможности простой в изготовлении и надежной в эксплуатации.
Выбор конструкции фурмы зависит от перечисленных требований. Опыт использования одновременно двух фурм или попеременного использования двух фурм различной конструкции с заменой одной фурмы по ходу плавки другой показал, что такой метод работы чрезмерно осложняет организацию ведения плавки. Определенный эффект можно получить при работе с двухъярусной фурмой (второй ярус сопел предназначен для подачи кислорода для дожигания выделяющегося из ванны оксида углерода). Такие фурмы называют также «двухконтур-ными» или «двухъярусными».
Расчет взаимодействия струи кислорода (окислителя) с ванной теоретически возможен. Например, в аэродинамике известен сравнительно простой способ расчета истечения струи газа в газовую среду и удара этой струи о неупругую жидкость. Однако такая аналогия справедлива лишь для начального момента продувки. В момент начала продувки струя холодного кислорода, выходящая из сопла, взаимодействует с поднимающимися от поверхности ванны струями горячих отходящих газов, состав, температура и запыленность которых колеблются в широких пределах. Некоторая часть кислорода вступает во взаимодействие с отходящими газами, окисляя частички плавильной пыли и монооксид углерода (О2 + 2СО = 2СО2). При этом температура струи и ее состав изменяются, изменяется и характер поверхности ванны в момент продувки. Помимо механического воздействия струй и перемешивания металла на поверхности ванны образуется шлаковый покров, толщина которого непрерывно изменяется. В результате среда, о которую ударяется струя, становится неупругой. Начинающийся процесс окисления углерода вызывает обильное газовыделение; масса выделяющихся пузырей СО поднимает уровень ванны. При неподвижном положении фурмы это приводит к тому, что продувка продолжается с погружением фурмы в ванну (в режим заглубленной струи). Таким образом, по ходу продувки изменяются: 1) температурные условия и характер продувки в принципе (свободная струя, заглубленная струя); 2) среда, на которую воздействует струя (упругая, неупругая); 3) состав струи (кроме кислорода в составе струи в разных соотношениях присутствуют СО и СО2); 4) количество газов, выделяющихся из ванны в направлении, противоположном направлению струи кислорода (в момент обезуглероживания при протекании реакции О2 + 2С = 2СО на 1 м3 холодного кислорода выделяется 2 м3 СО или с учетом расширения при нагреве 12—15 м3 горячих газов на 1 м3 холодного кислорода), и т. д.
Таким образом, теоретические исследования взаимодействия струи кислорода с ванной и расчеты конструкции фурмы связаны со значительными трудностями. Задача решается путем моделирования в лабораторных условиях, экспериментальной проверки различных вариантов фурм в производственных условиях и составления эмпирических уравнений для расчета.
В. И. Баптизманский и В. Б. Охотский на основе многочисленных исследований предложили следующую схему строения конвертерной ванны при подаче кислорода сверху (рис. 15.12). При продувке сверху кислородные струи 2, истекающие через сопла фурмы 1, внедряются в ванну 6, формируя первичную реакционную зону с границами нисходящего струйного участка 3. Скорость потоков в первичной реакционной зоне уменьшается от оси к периферии и от места встречи струи с ванной вниз по оси зоны. Ориентировочно скорость составляет 10—100 м/с, а вектор динамического напора направлен вниз по потоку (здесь и далее направление вектора показано стрелками). В пределах границ вторичной реакционной зоны 4 выделяются продукты реакции оксидов железа с элементами, растворенными в металле, в частности газовые объемы (пузыри) 5, состоящие из продуктов окисления углерода. Каждый пузырь, всплывая на поверхность, выталкивает перед собой жидкий металл, а другие его порции занимают
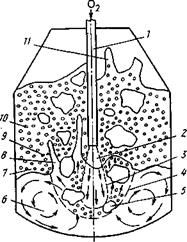
Рис. 15.12.Схема состояния конвертерной ванны при подаче кислорода сверху
освобождающееся место, двигаясь в тылу газовых объемов. Это создает потоки металла в реакционной зоне, движущиеся со скоростью 10 м/с (здесь вектор скорости направлен вверх в соответствии с движением газовых объемов). Если размеры периферийной части ванны не слишком велики, то в каждом вертикальном сечении, проходящем через ось фурмы 7, образуется один замкнутый цикл потоков. Если размеры периферийной части ванны значительны, то могут образоваться два цикла потоков, один из которых будет находиться ближе к реакционной зоне, второй — к стенке конвертера. Скорость движения потоков в периферийных участках конвертерной ванны оценивается только косвенными методами. Получаемые результаты отличаются даже по порядку величины (наиболее вероятное значение скорости 1 м/с).
Газовые объемы разрушаются на поверхности металлической ванны, где образуются всплески 8. Вспененный шлак 7 уменьшает высоту всплесков металла, и они могут не выходить за пределы шлакового слоя. Тогда вынос металла из конвертера потоком отходящих газов минимален. Разрушаясь в шлаковой фазе, всплески дробятся на капли 9, размер которых составляет 0,1—10 мм и более. Капли под действием собственной массы оседают в шлаке, причем чем меньше их масса, тем больше длительность оседания. В процессе оседания капли могут коагулировать между собой или сливаться с новыми всплесками. Их содержание в шлаке повышается с ростом скорости окисления углерода; оно максимально при основности шлака 1,5—1,7, так как вязкость шлака увеличивается вследствие появления в нем группировок 2СаО • SiO2 (двухкальциевого силиката).
В различные периоды продувки металлические капли, называемые корольками, по количеству могут составлять более 15 % от массы шлака. Шлаковая фаза со взвешенными корольками образует шлако-металлическую эмульсию. Кроме того, в области реакционной зоны, в которой движение и перемешивание конденсированных фаз наиболее интенсивны, шлак вовлекается в металл, образуя металло-шла-ковую эмульсию. Струя окислителя, верхняя часть которой значительную долю периода продувки находится в шлаке, затягивает последний в металл, действуя как струйный насос. По экспериментальным данным, доля шлака в эмульсии в центральной части ванны растет снизу,вверх. После прекращения продувки относительно крупные капли шлака всплывают; большая доля корольков оседает из шлака в ванну, но часть их остается во взвешенном состоянии. Оседание происходит тем полнее, чем меньше вязкость шлака. Остающиеся в шлаке корольки составляют 1—10 % от массы шлака. Потери металла в виде корольков при промежуточном скачивании шлака из конвертера в ходе продувки достигают 1 %, а с конечным шлаком —0,5% от металлической садки.
Поверхность контакта со шлаком взвешенных в нем корольков в процессе продувки значительна, так как их много и они имеют небольшие размеры. На этой поверхности возможна реакция взаимодействия растворенного в корольке углерода с оксидами железа шлака [С] + (FeO) -> COr + Fe. Монооксид углерода в этом случае выделяется в виде пузырей размером 0,01—1 см. Пузыри 10, число которых соответствует числу корольков, возникая в слое шлака и задерживаясь в нем вместе с газовыми объемами, поступающими из реакционной зоны, вызывают вспенивание шлака. Продолжительность пребывания пузырей в шлаке определяется их размерами, вязкостью и поверхностными свойствами шлака. Особенно интенсивно вспениваются шлаки, основность которых ~2.
Газовые объемы 5, проходя из реакционной зоны, также вызывают увеличение высоты слоя вспененного шлака. Возможно стечение обстоятельств, когда слой вспененного шлака в 30—50 раз превышает толщину невспененного шлака, а его уровень достигает 3—6 м поверхности спокойной ванны (в зависимости от садки конвертера). При этом вспененная шла-ко-металлическая эмульсия подходит к горловине конвертера. В результате разрушения на вспененном шлаке газовых объемов образуются всплески шлако-металлической эмульсии 11. Если уровень шлако-металлической эмульсии располагается достаточно близко к горловине конвертера, то отдельные всплески через горловину выбрасываются за пределы агрегата. Иногда эмульсия переливается через горловину. Это явление, называемое выбросами шлака, сопровождается потерями металла в виде корольков, приводит к зарастанию брони конвертера и усложняет работу обслуживающего персонала.
Увеличение объема вспученной конвертерной ванны ΔV пропорционально скорости окисления углерода vc и продолжительности пребывания объемов газа в ванне: ΔV =кvс  . Чем интенсивнее продувка ванны и в меньшей степени рассредоточено дутье, тем значительнее ее вспучивание и вероятнее выбросы.
. Чем интенсивнее продувка ванны и в меньшей степени рассредоточено дутье, тем значительнее ее вспучивание и вероятнее выбросы.
Возникновение выбросов и их интенсивность зависят от ряда факторов. Довольно часты выбросы при переокислении шлака. Если содержание оксидов железа повысилось в результате холодного начала процесса (низкая температура чугуна или значительное, количество легковесного лома в шихте), выбросы возникают при переходе к интенсивному окислению углерода. Если окисленность шлака в какой-то период продувки возросла вследствие смягчения дутьевого режима при подъеме фурмы или добавок в конвертер железной руды, то выбросы возможны в начале периода интенсивного расхода оксидов железа на окисление углерода в металле ванны и корольков шлако-металлической эмульсии. Для исключения выбросов необходимо обеспечить снижение интенсивности вспенивания шлака, уровня ванны и его колебаний, т. е. требуется уменьшить окисленность шлака, скорость окисления углерода, рассредоточить дутье. Особенности протекания реакции обезуглероживания учитывают при разработке технологических приемов управления процессом. К их числу относятся методы организации пульсирующей продувки, продувки с циклическим расходом кислорода и др. Большое значение для рациональной организации процесса имеет правильное определение удельного объема конвертера и числа сопел в фурмах. Увеличение числа сопел позволяет интенсифицировать продувку без ухудшения показателей процесса, однако пока не принято делать фурмы с числом сопел более шести, так как при этом ухудшаются условия их охлаждения и снижается стойкость фурмы.
Определенное влияние на технологию и условия ведения плавки оказывает и такой фактор, как постепенный (по ходу кампании) износ футеровки, сопровождаемый увеличением объема рабочего пространства и заметным (в 1,5 -1,6 раза) увеличением площади ванны с одновременным уменьшением ее глубины. Все это изменяет условия массопередачи и шлакообразования, а также ход плавки в целом.
Увеличение в ходе продувки содержания СаО в шлаке приводит к повышению температуры его плавления. От начала к середине продувки с ростом скорости окисления углерода уменьшается содержание оксидов железа в шлаке (в результате восстановления). Поскольку марганец окисляется в начальный
Дата добавления: 2016-06-22; просмотров: 4193;
Поиск по сайту
Узнать еще
- AMD Opteron (Socket 940), Intel Xeon Dempsey и Xeon Woodcrest (Socket 771): популярные серверные двуядерные процессоры.
- I-s диаграмма рабочего процесса ГТД
- I. Диалектический характер процесса познания
- I. Мышцы, относящиеся к верхней конечности
- I.1.3 ТЕРМОДИНАМИЧЕСКИЙ ПРОЦЕСС. ИЗОПРОЦЕССЫ
- I.2.3 ПЕРВЫЙ ЗАКОН (НАЧАЛО) ТЕРМОДИНАМИКИ. ПРИМЕНЕНИЕ ПЕРВОГО ЗАКОНА ТЕРМОДИНАМИКИ К ИЗОПРОЦЕССАМ
- Intel - первый производитель, представивший четырёхядерные процессоры. Clovertown собирается из двух двуядерных кристаллов Woodcrest, помещённых в одну упаковку.
- N в процессе иммунного ответа антигенам 1-го класса принадлежит ведущая роль во взаимодействии между клеткой-эффектором (Т киллеры) и клеткой-«мишенью»

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
