Разделка проводов и кабелей
Разделка проводов и кабелей производится в следующем порядке:
пользуясь справочниками, определяют размеры разделки в зависимости от конструкции проводника и вида соединительного или концевого устройства;
размечают разделку при помощи кабельных линеек или шаблонов;
ступенчато накладывают несколько витков фиксирующих бандажей из оцинкованной стальной или медной проволоки, крученого шпагата, кордовой или капроновой нити, суровых нит*ок, а также хлопчатобумажной или пластмассовой ленты;
производят кольцевое поперечное и линейное продольное надрезание оболочек, подлежащих удалению (бронированных, свинцовых, алюминиевых, пластмассовых оболочек и монолитной изоляции);
снимают или сматывают удаляемые покровы;
разводят концы жил многожильных проводников, т. е. придают им форму и расположение, удобные для следующей операции;
обрабатывают оголенные концевые участки токопроводящих жил, т. е. зачищают до металлического блеска, лудят, покрывают флюсами, кварцевазелиновой пастой или токопроводящим клеем, и сплавливают многопроволочные жилы в монолит.
Отметим, что необходимость приведенных операций определяется конструкцией проводников. В полном объеме они проводятся для силовых кабелей с бумажной изоляцией, а для простейших проводников технология разделки сводится к снятию поливинилхло- ридной изоляции и обработке жилы.
Разделка проводов заключается в последовательном удалении защитной, герметизирующей, изолирующей и других оболочек токопроводящих жил с целью их соединения или оконцовки. Размеры разделок зависят от диаметра жилы, способа ее соединения с другой жилой или оконцовки, типа контактного зажима аппарата или штепсельного разъема и диаметра контактного болта. В каждом конкретном случае разделки эти размеры определяются по справочникам или расчетом.
дажа зависит от диаметра ступени и обычно составляет 3... 12 мм. В зависимости от требуемой прочности бандажи выполняются из стальной оцинкованной или медной проволоки с диаметром до 1 мм, крученого шпагата с диаметром 1 мм или суровой нитки. Непроволочные бандажи для упрочнения промазываются перхлор- виниловым составом № 1 или клеем БФ.
Содержание технологических операций разделки определяется конструкцией проводов. Основным требованием при этом является получение минимальных длины и числа ступеней разделки. Необходимость ступени обусловливается потребностью наложения бандажа, поэтому в оболочках, где бандаж не требуется, можно отдельной ступени разделки не предусматривать.
Длина разделки определяется конструктивными соображениями и по месту и принимается по той жиле, которая по условиям разводки оказывается самой протяженной.
Например, на хлопчатобумажную оплетку провода накладывают бандаж длиной 5 мм из шпагата. На расстоянии 1...2 мм от бандажа надрезают хлопчатобумажную оплетку и удаляют ее. Второй бандаж накладывают на обмотку из прорезиненной ткани. Длина второго бандажа, выполненного тем же шпагатом, примерно вдвое короче первого. Прорезиненную обмотку удаляют, сматывая ее с конца провода и отрезав около второго бандажа.
В зависимости от числа жил провода и условий его разделки (например, от ширины разводки концов жил для соединений) определяют длину остающейся на жилах резиновой изоляции (5... 10 мм при небольшом числе жил и простой разводке, 50... 100 мм и более — при большом числе жил).
С концов жил удаляют резиновую изоляцию (например, клещами КСИ-2М).
В зависимости от принятого способа соединения (опрессовкой, сваркой и др.) определяют необходимую длину оголенных участков и лишние концы жил обрезают.
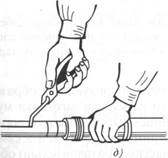
Разделка кабеля с бумажной изоляцией производится в следующем порядке. Определив размеры разделки (рис. 7.6) с помощью кабельной линейки или по специальным таблицам и сделав бандаж стальной оцинкованной вязальной проволокой диаметром 1... 1,5 мм (2 — 3 витка), разматывают наружный джутовый покров с конца кабеля до бандажа (рис. 7.7, а). Материал покрова не удаляют, а наматывают на неразделываемый участок кабеля для последующего использования при монтаже муфт.
На расстоянии Б (см. рис. 7.6) от первого бандажа (или В от конца кабеля при внутренней установке) на броню накладывают бан- Даж из стальной проволоки, при этом обхватив броню обеими Руками в рукавицах, несколько ослабляют натяг лент ее подушки
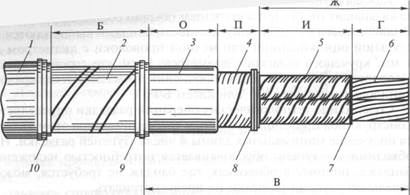 Рис. 7.6. Схема разделки кабеля:
1 — наружный покров; 2 — броня; 3 — свинцовая или алюминиевая оболочка;
4 — поясная изоляция; 5 — изоляция жил; 6 — жила кабеля; 7,8— бандажи из кабельной пряжи или суровых ниток; 9, 10 — проволочные бандажи
Рис. 7.6. Схема разделки кабеля:
1 — наружный покров; 2 — броня; 3 — свинцовая или алюминиевая оболочка;
4 — поясная изоляция; 5 — изоляция жил; 6 — жила кабеля; 7,8— бандажи из кабельной пряжи или суровых ниток; 9, 10 — проволочные бандажи
|
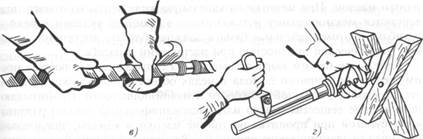
с усилием, направленным навстречу их навивке. Броню надрезают по кромке второго бандажа бронерезкой, разматывают вручную (в рукавицах) и удаляют (рис. 7.7, б, в).
Ленту подушки брони также разматывают и обрезают по кромке бандажа. При усиленных подушках, состоящих из слоя битумного состава, пластмассовых лент, поливинилхлоридного или полиэтиленового шланга, крепированной бумаги и еще одного слоя битумного состава на герметической оболочке, последовательно удаляют эти слои: смывают горячим (40...50°С) трансформаторным маслом наружный битумный слой; разматывают и удаляют пластмассовые ленты; надрезают продольно и снимают шланг, отрезая его по кромке бандажа; беглым огнем горелки слегка прогревают и снимают крепированную бумагу; прогревают и удаляют тряпками, смоченными в бензине, битумный слой с оболочки.
На расстояниях (от бандажа на броне) Б и О + П + Б (см. рис. 7.6) последовательно -выполняют два кольцевых надреза оболочки на половину ее толщины (рис. 7.7, г) специальным кабельным ножом. Затем на свинцовой оболочке от наружного кольцевого надреза к концу кабеля на расстоянии 10 мм делают два продольных параллельных надреза. Полоску, образованную этими надрезами, аккуратно вырывают, начиная от кольцевого среза оболочки, при помощи пассатижей, разгибают и снимают вручную (рис. 7.7, д, е). Поясок оболочки между двумя кольцевыми надрезами оставляют. Его ширина при напряжении до 1 кВ должна составлять 20 мм, а при напряжении 6... 10 кВ — 25 мм.
| б) |

|
а)
|
|
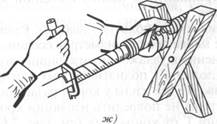 Рис. 7.7. Операции разделки кабеля с бумажной изоляцией:
Рис. 7.7. Операции разделки кабеля с бумажной изоляцией:
|
0 ~ размотка защитного покрова; б — надрезание брони; в — снятие брони; г — надрезание оболочки; д — удаление полоски; е — снятие оболочки; ж — винтовое надрезание алюминиевой оболочки
Для удаления гладкой алюминиевой оболочки режущий ролик ножа поворачивают на 45° относительно его положения при кольцевых надрезах, укрепляют нож на кабеле и производят винтовой надрез от второго кольцевого надреза до конца кабеля (рис. 7.7, ж). Сжимая оболочку с конца кабеля, надрывают ее по линии винтового надреза с помощью пассатижей.
На расстоянии Ж разматывают и обрывают по кромке бандажа 8 поясной изоляции черную полупроводящую бумагу, а затем — кабельную бумагу поясной изоляции.
Кабельная бумага является основной изоляцией кабелей высокого напряжения. После намотки на кабель ее пропитывают электроизоляционным маслом. При намотке на кабельную жилу ленты из бумаги подвергаются механическому натяжению, а в процессе укладки кабеля — изгибам, поэтому кабельная бумага должна обладать достаточно высокой механической прочностью при растяжении и изгибе.
Кабельные бумаги вырабатываются из сульфатной целлюлозы преимущественно жирного помола в целях обеспечения высоких механических свойств, большой плотности и малой пористости. Пропитывающие жидкие вещества (масло или маслоканифольный состав) разбиваются бумагой при пропитке на тонкие пленки и каналы, значительно повышая ее электрическую прочность. Электрическая прочность непро- питанной кабельной бумаги составляет 6...9 МВ/м, а пропитанной трансформаторным маслом — 70...80 МВ/м.
Кабельные бумаги, выпускаемые для изоляции жил силовых кабелей на напряжения 35, 110 и 220 кВ, отличаются друг от друга числом слоев, толщиной, объемной массой, воздухопроницаемостью и другими характеристиками.
Разводка и изгибание жил производятся следующим образом. Перед операцией, проверив, надета ли на кабель заготовка муфты или воронки (выправленные и очищенные муфты или воронки должны надеваться на один из соединяемых кабелей в самом начале разделки и располагаться на участке, предварительно обернутом чистой тряпкой), на концы изоляции жил накладывают бандажи из ниток.
Для изгибания жил используют шаблон. Радиус любого изгиба должен быть не менее десяти диаметров соединяемых жил. Во избежание загрязнения и увлажнения изоляции изгибание и разводку жил следует выполнять в полиэтиленовых или медицинских перчатках. При разводке все жилы у корня разделки плотно сжимают одной рукой, чтобы не повредить изоляции кромкой оболочки.
На расстоянии Г от конца жил (см. рис. 7.6) или И от среза поясной изоляции накладывают бандаж из кабельной пряжи или сухой суровой нитки (2 — 3 витка), снимают временные бандажи с концов жил, разматывают и обрывают по струне у кромок бандажей кабельную бумагу.
/-vm удалении гладкой алюминиевой оболочки режущий ролик ножа поворачивают на 45° относительно его положения при кольцевых надрезах, укрепляют нож на кабеле и производят винтовой надрез от второго кольцевого надреза до конца кабеля (рис. 7.7, ж). Сжимая оболочку с конца кабеля, надрывают ее по линии винтового надреза с помощью пассатижей.
На расстоянии Ж разматывают и обрывают по кромке бандажа 8 поясной изоляции черную полупроводящую бумагу, а затем — кабельную бумагу поясной изоляции.
Кабельная бумага является основной изоляцией кабелей высокого напряжения. После намотки на кабель ее пропитывают электроизоляционным маслом. При намотке на кабельную жилу ленты из бумаги подвергаются механическому натяжению, а в процессе укладки кабеля — изгибам, поэтому кабельная бумага должна обладать достаточно высокой механической прочностью при растяжении и изгибе.
Кабельные бумаги вырабатываются из сульфатной целлюлозы преимущественно жирного помола в целях обеспечения высоких механических свойств, большой плотности и малой пористости. Пропитывающие жидкие вещества (масло или маслоканифольный состав) разбиваются бумагой при пропитке на тонкие пленки и каналы, значительно повышая ее электрическую прочность. Электрическая прочность непро- питанной кабельной бумаги составляет 6...9 МВ/м, а пропитанной трансформаторным маслом — 70...80 МВ/м.
Кабельные бумаги, выпускаемые для изоляции жил силовых кабелей на напряжения 35, 110 и 220 кВ, отличаются друг от друга числом слоев, толщиной, объемной массой, воздухопроницаемостью и другими характеристиками.
Разводка и изгибание жил производятся следующим образом. Перед операцией, проверив, надета ли на кабель заготовка муфты или воронки (выправленные и очищенные муфты или воронки должны надеваться на один из соединяемых кабелей в самом начале разделки и располагаться на участке, предварительно обернутом чистой тряпкой), на концы изоляции жил накладывают бандажи из ниток.
Для изгибания жил используют шаблон. Радиус любого изгиба должен быть не менее десяти диаметров соединяемых жил. Во избежание загрязнения и увлажнения изоляции изгибание и разводку жил следует выполнять в полиэтиленовых или медицинских перчатках. При разводке все жилы у корня разделки плотно сжимают одной рукой, чтобы не повредить изоляции кромкой оболочки.
На расстоянии Г от конца жил (см. рис. 7.6) или И от среза поясной изоляции накладывают бандаж из кабельной пряжи или сухой суровой нитки (2—3 витка), снимают временные бандажи с концов жил, разматывают и обрывают по струне у кромок бандажей кабельную бумагу.
Затем монтируют заземляющий проводник. Он должен быть медным, многопроволочным. Для кабелей с сечениями жил 10, 16...24, 50... 120, 150...240 мм2 рекомендуемые сечения заземляющих проводников соответственно 6, 10, 16 и 25 мм2.
Длина заземляющего провода определяется размерами соединительных муфт и видом опорных конструкций концевых муфт и заделок.
При использовании свинцовых соединительных муфт заземляющий провод крепится к проводящим оболочкам кабеля только бандажами. Броню кабеля зачищают и облуживают (обе бронелен- ты). Заземляющий провод закрепляют на броне бандажом из стальной проволоки и припаивают к обеим бронелентам и бандажу. Если кабель имеет проволочную броню, то бандаж и броню пропаивают кругом. Свободный конец заземляющего провода располагают вдоль неразделанного участка кабеля.
Вопросы для самоконтроля
I. 1. Что представляет собой кабель?
2. Что представляет собой провод?
3. Кабели с какой изоляцией вы знаете?
II. 1. От чего зависят размеры разделки проводов?
2. Каково основное требование при разделке проводов?
3. Какие инструменты используются при разделке?
III. 1. Поясните порядок разделки провода.
2. Поясните порядок разделки кабеля.
3. Как монтируется заземляющий проводник?
7.3. Соединение и оконцовка проводов и кабелей
Соединение и оконцовка медных и алюминиевых жил изолированных проводов производятся несколькими способами: опрес- совкой, сваркой (термитной, электрической, контактным разогревом, газовой), пайкой, механическим сжимом. Наиболее широкое применение получила опрессовка как наиболее дешевая и надежная.
Соединение и оконцовку с помощью пайки в настоящее время используют редКо, так как пайка хотя и обеспечивает надежность соединения, но трудоемка и требует значительного расхода цветных металлов. Сварка алюминиевых жил контактным разогревом отличается простотой, образованием надежного контакта, но требует наличия электроэнергии. Перспективной является термитная сварка, которая не требует использования громоздкого оборудования и технологически несложная. Выбор способа соединения, ответвления и оконцовки зависит от материала жил, их сечения, рассчетного напряжения и определяется наличием оборудования и материалов.
Опрессовку применяют для соединения и оконцовки как медных, так и алюминиевых жил проводов. Однако опрессовка алюминиевых жил имеет некоторые особенности, так как наличие оксидной пленки на них, а также на внутренней поверхности гильз и цилиндрической части наконечников требует тщательной очистки соединяемых элементов и специальных средств защиты от дальнейшего их окисления как в процессе создания контакта, так и во время эксплуатации.
Защитным средством контактных поверхностей служит кварце вазелиновая паста, состоящая из технического вазелина и кварцевого песка специального помола. При опрессовке твердые частицы кварца разрушают оксидную пленку, способствуя созданию надежных точечных контактов, а вазелин препятствует их окислению.
При подготовке опрессовки очищенную от остатков изоляции алюминиевую жилу покрывают кварцевазелиновой пастой, зачищают ее металлической щеткой, снимают тряпкой грязную смазку и наносят чистую. Трубчатую часть используемых наконечников и гильз также заполняют пастой.
Медные наконечники гильзы, а также жилы проводов и кабелей достаточно только зачистить до металлического блеска.
Различают три способа опрессовки: местное вдавливание, сплошное (многогранное) обжатие и комбинированное обжатие. При местном вдавливании образуемые лунки должны быть соосны опрес- совываемой жиле и между собой.
При соединении и оконцовке жил проводов опрессовкой необходимо обеспечить:
соблюдение чистоты контактных поверхностей; требуемое контактное давление; доведение обжатия до необходимых размеров; заданную по инструкции глубину опрессовки; правильный подбор матриц, пуансонов, наконечников или соединительных гильз;
правильное расположение лунок, образуемых в местах вдавливания.
Требуемое контактное давление обеспечивается правильным выбором инструмента для опрессовки (пуансона и матрицы) в соответствии с сечением и маркой жилы, а проверка его измерением глубины вдавливания после опрессовки и сравнением полученного значения со значением, приведенным в инструкции.
Наконечники или соединительные гильзы также выбираются^- соответствии с сечением и типом жилы. Правильность расположения лунок, образуемых в местах вдавливания, и расстояний
между ними определяется по специальным таблицам. Соединения и ответственные ответвления однопроволочных алюминиевых проводов с жилами сечением от 2,5 до 10 мм2 производятся в гильзах серии ГАО, при этом максимальное суммарное сечение жил соединяемых проводов 32,5 мм2. Опрессовка гильз осуществляется одним вдавливанием при одностороннем заполнении их жилами и Двумя вдавливаниями — при двустороннем. Для соединения и оконцовки "проводов сечением более 10 мм2 применяются гильзы серии ТА и наконечники серий ТА и ТАМ.
Опрессовка алюминиевых жил производится двумя вдавливаниями трубчатой части наконечника и четырьмя гильзы (по два вдавливания каждой жилы, введенной в гильзу). Медные жилы оп- рессовывают одним вдавливанием в наконечнике и двумя вдавливаниями в соединительной гильзе. Запрещается применять наконечники, не соответствующие сечению и конструкции жил. Длина алюминиевой гильзы и цилиндрической части алюминиевого наконечника обычно больше, чем длина медных гильзы и наконечника. Двузубым инструментом два вдавливания выполняются в один прием, а четыре — в два.
Опрессовку производят ручными клещами, а также механическими, пиротехническими и гидравлическими прессами с использованием сменных матриц и пуансонов.
Опрессовка алюминиевых жил в гильзах серии ГАО выполняется в определенной последовательности:
зачищают концы жил и внутреннюю поверхность гильзы до металлического блеска и смазывают кварцевазелиновой пастой; надевают гильзу на концы жил;
при суммарном сечении жил меньше номинального в гильзу вводят дополнительные жилы;
производят опрессовку вдавливанием однозубого пуансона в гильзу до срабатывания фиксирующего устройства пресс-клещей или до соприкосновения основания пуансона с матрицей (при отсутствии фиксирующего устройства);
изолируют опрессованные контактные соединения полиэтиленовыми колпачками.
Оконцовку алюминиевых жил кабелей выполняют в трубчатых наконечниках. Во избежание вытекания кабельного пропиточного состава щель в лопатке наконечника герметизируют двусторонним встречным вдавливанием с образованием полукруглых канавок в плоской части наконечника.
Однопроволочные секторные алюминиевые жилы перед вводом в наконечник скругляют специальным инструментом, после чего зачищают конец жилы, смазывают его кварцевазелиновой пастой и производят соединение или оконцовку в обычном порядке.
Соединение многопроволочных алюминиевых жил опрессовкой разрешается только для кабелей с сечением не более 95 мм2, рассчитанных на напряжение не выше 1000 В. Соединение многопроволочных алюминиевых жил кабелей с любыми сечениями, рассчитанных на напряжение 3... 10 кВ и выше, а также с сечениями более 95 мм2 на напряжение до 1000 В следует производить сваркой или пайкой.
Для опрессовки алюминиевых и медно-алюминиевых кабельных наконечников серий ТА и ТАМ, а также алюминиевых соединительных гильз серии ГА на алюминиевых жилах проводов и кабелей с сечениями от 16 до 240 мм2 выпускается универсальный ступенчатый аппарат (рис. 7.8) в двузубом и однозубом исполнении, а для жил с сечениями 120...240 мм2 приспособления УНИ-1А и УНИ-2А соответственно в однозубом и двузубом исполнениях. Однозубым приспособлением опрессовка одного контакта производится за два приема прессами РМП-7 и РГП-7, а двузубым — в один прием прессами РГП-7, РМП-7 и ПГЭП-2.
Надежность контактного соединения обеспечивается строгим соблюдением последовательности опрессовки: выбор требуемого типоразмера наконечника или гильзы в соответствии с сечением и конструкцией опрессовываемой жилы (по маркировке на матрице инструмента); зачистка жилы и внутренней части наконечника или гильзы и смазывание их кварцевазелиновой пастой; скругле- ние секторных жил; надевание наконечника на конец жилы либо введение концов соединяемых жил в гильзу; выполнение опрессовки с помощью пуансона и матрицы (окончание процесса определяется касанием бортика пуансона плечиков матрицы).
Остаточная толщина в месте вдавливания после опрессовки (глубина вдавливания) измеряется специальным инструментом или штангенциркулем с насадкой (рис. 7.9), при этом проверяют также качество выполненного соединения.
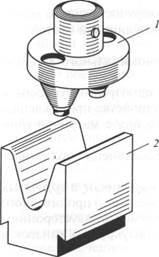 Рис. 7.8. Универсальный ступенчатый аппарат для опрессовки (УСА): 1 — пуансон; 2 — матрица
Рис. 7.8. Универсальный ступенчатый аппарат для опрессовки (УСА): 1 — пуансон; 2 — матрица
|
Оконцовка медных многопроволочных проводов с сечениями жил 1 ...2,5 мм2 выполняется опрессовкой в кольцевых наконечниках, а соединение — обжатием гребенчатым пуансоном и матрицей из комплекта ручных пресс-клещей. Места соедине-
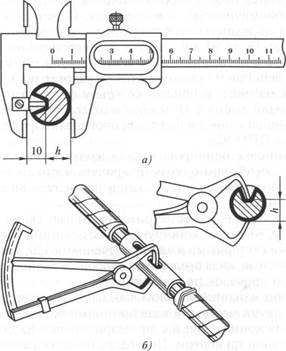 Рис. 7.9. Измерение глубины вдавливания после соединения жил опрессовкой штангенциркулем с насадкой (а) и специальным измерителем (б)
Рис. 7.9. Измерение глубины вдавливания после соединения жил опрессовкой штангенциркулем с насадкой (а) и специальным измерителем (б)
|
ния до опрессовки обвертывают тонкой медной или латунной лен- той-фольгой.
Оконцовка медных многопроволочных проводов больших сечений производится в трубчатых наконечниках способом местного вдавливания. Соединяются медные жилы в трубчатых медных соединительных гильзах так же, как и алюминиевые, но без использования кварцевазелиновой пасты и меньшим (вдвое) числом вдавливаний.
Широко применяется новый способ оконцовки и соединения жил, изолированных проводов и кабелей — многогранное обжатие Ручным гидравлическим прессом ПГР-20 с комплектом инструмента, производящим одновременно шестигранное обжатие и местное вдавливание. Этот способ опрессовки обеспечивает надежный электрический контакт алюминиевых жил проводов и кабелей с сечениями от 16 до 240 мм2.
В связи с широким использованием проводов и кабелей с од- н°проволочными секторными алюминиевыми жилами больших сечений внедряется новый способ оконцовки, отличающийся простотой и экономичностью, — выпрессовка. С помощью специального пресса порохового действия производят оконцовку жил с сечениями от 16 до 95 мм2, меняя соответственно пуансоны и матрицы. Пресс косвенного действия, т.е. пуансон, перемещающийся под действием пороховых газов, ударяет по жиле, расположенной в матрице, и придает ее концу форму готового наконечника за один выстрел. Объемная выпрессовка наконечника из секторной монолитной жилы кабеля производится пиротехническим прессом ППО-95м.
При оконцовке однопроволочной жилы путем выпрессовки наконечника необходимо герметизировать место среза изоляции жилы, что производится так же, как и при использовании обычных наконечников.
В настоящее время отечественные заводы выпускают кабели марок АСБ и АСБГ новой конструкции — с алюминиевыми комбинированными секторными жилами с сечениями 120, 150 и 185 мм2. Комбинированная жила представляет собой сплошной сектор с одним повивом проволок по его периметру.
Соединение и оконцовка таких кабелей производятся способом опрессовки двумя местными вдавливаниями без предварительного скругления концов жил и с предварительным их скруглением специальным инструментом. Последнее целесообразно при большом числе соединений и оконцовок, сосредоточенных в одном месте.
Сварка — это образование неразъемного соединения деталей их плавлением или совместной деформацией.
При соединении и оконцовке алюминиевых жил сваркой любого вида необходимо выполнять некоторые общие требования: предохранять от пережигания отдельные проволоки; защищать изоляцию от перегрева и повреждения пламенем; предотвращать растекание алюминия;
защищать места соединения и оконцовки от коррозии, а алюминий от окисления.
Сварку производят только с торцов жил в вертикальном или слегка наклонном положении. Для отвода тепла применяют специальные охладители с комплектом сменных медных или бронзовых втулок, устанавливаемых на оголенные участки жил. Во избежание растекания алюминия сварка выполняется в специальных формах, при этом выходы жилы из формы уплотняют шнуровым асбестом. При газовой и термитной сварке для защиты изоляции от непосредственного действия пламени используют дисковые стальные экраны. Боковые поверхности отдельных проволок должны быть без следов подплавлений, пережогов и раковин, т.е. в монолитной части соединения их сечение не должно уменьшиться.
Для защиты алюминии ui ипп^л^ипл u t____
ния пленки окиси алюминия с поверхности свариваемых жил применяются флюсы марок ВАМИ и АФ-4а. Выполненные соединения и оконцовки очищают от остатков флюса и шлаков, промывают бензином, покрывают влагостойким лаком и изолируют лентой или пластмассовым колпачком.
Электросварка однопроволочных алюминиевых жил сечением до 10 мм2 выполняется клещами с угольным электродом без флюса и с флюсом. В первом случае сплавление концов жил в монолитный стержень производится в обойме, нагреваемой угольными электродами; во втором случае расплавление концов жил (предварительно зачищенных, скругленных и покрытых флюсом) производится непосредственно угольным электродом без обоймы до образования на их торцах шарика расплавленного металла. В обоих случаях источником электроэнергии для сварки служит паяльный трансформатор мощностью 0,5 кВ А со вторичным напряжением 6, 9, 12 В.
Электросварку скруток одножильных проводов как алюминиевых, так и медных с алюминиевыми (с суммарным сечением до 10 мм2) выполняют без применения флюса стационарным полуавтоматическим сварочным аппаратом ВКЗ-1, который прекращает сварку в момент оплавления проводов на заданную длину. Производительность этого аппарата 2 — 3 сварки в минуту.
Электросварку многожильных проводов и кабелей контактным разогревом осуществляют с помощью угольного электрода и сварочного трансформатора со вторичным напряжением 6... 12 В.
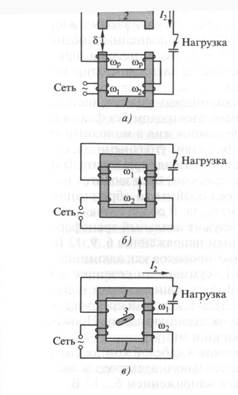
Существует три разновидности сварочных трансформаторов.
В трансформаторах с нормальным магнитным рассеянием (рис. 7.10, а) первичная соь вторичная <в2 и реактивная сор обмотки размещены на основной части 1 магнитопровода. Подвижная же часть 2 магнитопровода, меняя регулируемый зазор 8, изменяет индуктивное сопротивление реактивной обмотки, включенной последовательно с нагрузкой. Чем больше зазор, тем меньше индуктивное сопротивление обмотки и больше сварочный ток /2. Подвижная часть магнитопровода перемещается с помощью электропривода с дистанционным управлением. Такие трансформаторы выпускаются на нормальные сварочные токи от 500 до 2000 А.
В трансформаторах с подвижными катушками (рис. 7.10, б) перемешается одна из обмоток, обычно вторичная со2. При сближении первичной и вторичной обмоток магнитная связь между ними усиливается, ток нагрузки растет, и наоборот. Такие трансформаторы рассчитаны на сварочные токи от 150 до 600 А.
В трансформаторе, схема которого показана на рис. 7.10, в, поворотный магнитный шунт 3, расположенный между вторичной Ю2 и первичной и, обмотками, закорачивает часть магнитного потока, создаваемого первичной обмоткой, т.е. чем меньше зазор между шунтом и основной частью 1 магнитопровода, тем меньший поток проходит через вторич- нУк> обмотку и тем меньше сварочный ток /2.
соединение многопроволочных алюминиевых жил производится в два приема: сначала концы соединяемых жил сплавляются в монолитный стержень, а затем они свариваются в открытой форме. При оконцовке конец жилы вводится в гильзу наконечника и сплавляется с верхней выступающей частью гильзы в общий монолитный стержень. Электросварка контактным разогревом в основном применяется для соединений и ответвлений алюминиевых проводов малых сечений, особенно на линиях стендовой заготовки осветительных электропроводок. При оконцовке алюминиевых жил проводов и кабелей метод контактного разогрева не используется, поскольку малопроизводителен и требует применения литых алюминиевых наконечников.
Для сварки многопроволочных жил требуются: охладители со сменными втулками для жил разных сечений и проводами для подключения; открытые формочки (стальные или угольные для сварки жил встык или разъемные для сплавления жил в монолит); присадочные прутки (из алюминия или меди диаметром 3... 8 мм); асбестовый шнур (или листовой асбест толщиной 2...3 мм) для уплотнения формочек; флюсы (для покрытия поверхности свариваемых жил с целью удаления окиси металла, образующейся в процессе сварки).
|
|
Кроме электросварки угольным электродом существует сварка в среде защитного газа. Например, оконцовку алюминиевых жил сечением от 16 до 240 мм2 выполняют в наконечниках серии LLIAC, которые приваривают к жиле полуавтоматом типа ПРМ или ручной аргонно-дуговой сваркой неплавящимся (вольфрамовым) электродом, без применения флюсов. При этом в качестве защитного газа от кислорода воздуха используется аргон первого сорта А, а для пополнения сварочной ванны металлом служит присадочная проволока из алюминиевого сплава марки СвПК5.
Надежным способом соединения алюминиевых жил проводов и кабелей является газовая сварка, при которой соединение и оконцовка жил алюминиевых проводов выполняются в пламени горючих газов: ацетилена, бензинокислородной смеси или про- пан-бутана. Смесь пропан-бутана отличается от других газов способностью сжижаться при небольших давлениях, а также высокой теплотворной способностью. Небольшое внутреннее давление сжиженной смеси пропан-бутана позволяют хранить и перевозить ее в малогабаритных тонкостенных баллонах.
Соединение жил алюминиевых проводов и кабелей с сечениями от 16 до 240 мм2 может выполняться также пропанокислород- ной сваркой в стальных формах с помощью многопламенной горелки, при этом горючим газом является пропан, а окислителем — кислород. В этом случае применяют флюс марки ВАМИ и присадочную сварочную проволоку марок СвАК5 или СвА5С с диаметром 2 и 4 мм в зависимости от сечения жил.
Интенсивное рассеяние тепла в окружающее пространство при газовой сварке (особенно при многопламенной пропанокислород- ной) вызывает необходимость ограждения зоны сварки асбестовыми экранами, устанавливаемыми вплотную к торцам форм. Охладители закрепляются на оголенных участках жил за экранами, при этом изоляцию свариваемой жилы за охладителем защищают листовым асбестом на расстоянии не менее 100 мм. На остальные жилы надевают поливинилхлоридные трубки и экранируют их листом асбестового картона.
Возможность постепенного отвода горелки при завершении сварки позволяет заполнить возникающие при кристаллизации металла усадочные раковины в соединении подплавленным к ним присадочным материалом. Вместе с тем общее время сварки должно быть минимально возможным во избежание перегрева жил и порчи изоляции проводника.
Газовая сварка так же, как и электрическая, производится в два приема: сначала сплавляют концы многопроволочных жил в монолитный стержень, а затем сваривают между собой монолитные жилы. При оконцовке жил наконечником расплавляют верхнюю часть его гильзы (венчик) вместе с торцом алюминиевой жилы.
Для газовой сварки выпускают наборы инструментов и приспособлений, например для пропан-воздушной — набор НСП-1, состоящий из двух баллонов, газовоздушной горелки и резинового Шланга с краном. Пропан-бутановые горелки успешно применяются при выполнении соединений свинцовой оболочки кабеля с корпусом свинцовых муфт и сварке заземления оболочки кабелей. Скрутки алюминиевых проводов с сечениями до 10 мм2 в коробках свариваются с помощью пропан-бутановой горелки с остронаправленным пламенем.
х____ спалим, вызыва-
шщим раздражение и воспаление слизистой оболочки носоглотки и глаз, а также головную боль, поэтому работающим с этим газом надо строго соблюдать правила техники безопасности: работать с пропан-бутановой горелкой только при включенной вентиляции, а в кабельных туннелях и колодцах - в присутствии наблюдающего лица.
Сжиженный пропан-бутан, попав на тело, может вызвать обмораживание, поэтому его необходимо быстро смыть водой.
Пайка и соединение сжимами. Технологический процесс образования неразъемного соединения металлических деталей нагревом и заполнением зазора между ними расплавленным припоем, образующим после кристаллизации (застывания) прочный механический спай (шов), называется пайкой. В процессе пайки происходят взаимное растворение и диффузия припоя и основного металла, чем обеспечивается после затвердевания определенная механическая прочность места соединения. В отличие от сварки при пайке основной металл соединяемых деталей не расплавляется, так как температура плавления припоя всегда ниже температуры плавления соединяемых металлов. Спаиваемые детали нагреваются паяльником, газовой горелкой, в печах, токами высокой частоты.
Для выполнения контактных соединений преимущественно используются сварка и опрессовка. Пайку же применяют в качестве основного метода лишь при выполнении ответвлений медных жил с сечениями 16... 185 мм2. В остальных случаях пайка применяется лишь при невозможности сварки или опрессовки.
Пайка отличается простотой технологии, но она очень трудоемка. При соблюдении всех технологических требований припой обеспечивает высокую адгезию материалов соединяемых жил, чему способствует применение флюсов, которые в соединении с окислами образуют шлаки и препятствуют окислению, а также повышают жидкотекучесть припоев.
Пайку выполняют пропан-бутановой горелкой или бензиновой паяльной лампой с использованием следующих припоев: для алюминиевых жил — оловянистого марки А (олова — 40 %, цинка — 58,5 %, меди — 1,5 %) с температурой плавления 400...425 °С, цинкоалюминиевого марки ЦА-15 (цинка - 85%, алюминия - 15%) с температурой плавления 550...600°С и цинкооловянис- того марки ЦО-12 (олова - 12 %, цинка - 88 %) с температурой плавления 500...550"С, а для медных - оловянисто-свинцового марки ПОССу-35-0,5 (олова - 34...36 %, сурьмы - 0,2...0,5 %, остальное — свинец) с температурой плавления 245 °С или марки ПОССу-40-0,5.
В качестве флюса при пайке медных жил, а также проводников заземления к броне и свинцовой оболочке кабелей применяют паяльную пасту (10 мае. ч. канифоли, 3 мае. ч. хлористого цинка и 1 мае. ч. воды или этилового спирта), канифоль, паяльный жир и стеарин. При оконцовке алюминиевых жил используется флюс марки ВАМИ (хлористого калия — 50...55 %, хлористого натрия — 30...35% и криолита марки К-1 — 20... 10%), а для соединения алюминиевых жил кабелей в муфтах — флюс марки АФ-4А (хлористого калия — 50 %, хлористого натрия — 28 %, хлористого лития — 14 %, фтористого натрия - 8 %). Температура плавления обоих флюсов около 600 °С.
Припои, представляющие собой чистые металлы или сплавы и применяющиеся в качестве связующих веществ при пайке, должны иметь температуру плавления значительно ниже, чем соединяемые им металлические части. Припои делятся на легкоплавкие и тугоплавкие. Легкоплавкие (мягкие) припои имеют температуру плавления ниже 500 °С, а тугоплавкие (твердые) выше 500 °С.
В марках припоев буква П, расположенная на первом месте, обозначает припой, стоящие за ней буквы — название элемента (О — олово, Су — сурьма, С - свине
| <== предыдущая лекция | | | следующая лекция ==> |
| | | Периоды заболевания и травмы. |
Дата добавления: 2016-06-22; просмотров: 26893;
Поиск по сайту
Узнать еще
- Аварии с разрывом трубопроводов в помещениях БС.
- Аварийные ситуации при разрывах нефтепроводов
- Автоматизация магистральных нефтепроводов и нефтеперекачивающих станций
- АКТ РЕВИЗИИ И ОТРАБОТКИ ТРУБОПРОВОДОВ
- Активное и внутреннее индуктивное сопротивление проводов
- Арматура силовых кабелей
- Ассортимент свечей зажигания и высоковольтных проводов в АВТО 49
- Бестраншейная прокладка кабелей

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
