Нагрев металла перед обработкой давлением.
Во многих случаях металлы и сплавы перед обработкой давлением нагревают до определенных температур.
Цель нагрева – улучшение технологических свойств: повышение пластичности и уменьшение сопротивления металла деформированию.
Температурный интервал обработки металлов давлением – это область температур между началом и окончанием обработки, в которой металл имеет максимальную пластичность, минимальный предел текучести и минимальную склонность к росту зерна.
Этот температурный интервал для каждого сплава имеет свои числовые значения. Ориентировочно для сталей этот интервал лежит ниже температуры солидуса на 100-150ºС, и выше линии начала фазовых превращений А3 на 20-30ºС.

Температурная область обработки сталей давлением.
При нагреве металла не только улучшаются технологические свойства сплава, но и протекают процессы, которые могут снизить эксплуатационные свойства.
Процессы, протекающие в металле при нагреве.
- Полиморфные превращения.
- Образование и развитие внутренних термических напряжений (неравномерный нагрев по сечению).
- Обезуглероживание поверхностного слоя – до 2 мм.
- Окисление поверхности металла – образование окалины. Интенсивность процесса зависит от температуры и агрессивности среды.
 Fe2O3 – еще более тонкий
Fe2O3 – еще более тонкий
Fe3O4 – тонкий промежуточный слой ПОВЕРХНОСТЬ
 FeO – толщина 80%
FeO – толщина 80%
МЕТАЛЛ
- Перегрев – интенсивный рост зерна: ухудшение свойств металла. Для углеродистых сталей температура перегрева – 1350 - 1400ºС. Брак исправим, устраняется термической обработкой – отжигом.
- Пережог – окисление границ зерен, образование по границам трещин: резкое снижение пластичности. Для сталей температура пережога – 1400 - 1450ºС. Брак не исправим – металл идет на переплав.
Нагрев заготовок перед обработкой давлением производится:
- в пламенных печах (топливо – газ):
камерные печи – загрузка и извлечение заготовки через одно окно;

Схема камерной печи с выдвижным подом: 1 – горелки; 2 – воздушный регенератор; 3 – канал для дыма; 4 – свод; 5 – выкатной под; 6 – заслонка
печи методического действия – загрузка с одной стороны печи, перемещение заготовки по поду и извлечение с другой стороны печи,

Методическая нагревательная печь
I-первая нагревательная зона (600-800 °С), II зона максимального нагрева (1250-1350 °С), III – зона выдержки (выравнивания температуры), 2 – заготовки, 3 – горелки, 6 - под печи, 7-окно выгрузки заготовок, 8 - толкатель
- в электропечах: сопротивления, индукционные, электроконтактные.
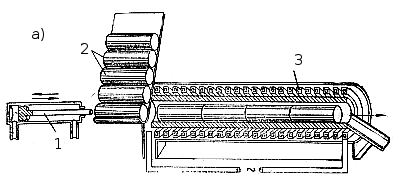
Схема электронагревательного индукционного устройства
1 – толкатель, 2 – заготовка, 3 – индуктор (500 — 8000 гц)
Дата добавления: 2020-04-12; просмотров: 734;
Поиск по сайту
Узнать еще
- II (задний) и III (передний) блоки мозга.
- II. Механические передачи
- R-плазмиды, функции, строение. Пути передачи. Механизм множественной лекарственной устойчивости.
- А – обычный, нагреваемый пламенем; б – электрический; в – паяльная лампа
- А. Детали зубчатых передач
- Автоматизированный приемо-передающий центр на основе радиосредств серии 2000
- Автоматизированный приемо-передающий центр на основе радиосредств Фазан-19
- Автоматика разгрузки при отключении линий электропередач

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
